作為最初的熔體輸送系統(tǒng),冷流道仍然在注塑成型中占有一席之地,但隨著市場(chǎng)對(duì)塑料零件的需求、以及所需產(chǎn)量上升時(shí),轉(zhuǎn)向熱流道可以解鎖并帶來諸多優(yōu)勢(shì)。
在注塑成型過程中,模具最重要的功能之一是將熔體從料筒輸送到型腔。熔體輸送管理對(duì)注塑產(chǎn)品的最終質(zhì)量和生產(chǎn)線的終極成功有著極大影響。樹脂流量、壓力和溫度的精準(zhǔn)控制至關(guān)重要。對(duì)這一點(diǎn)的充分理解則直接影響熔體輸送系統(tǒng)的設(shè)計(jì),因此針對(duì)熱流道和冷流道解決方案進(jìn)行深入的比較與解析,意義非凡,極為必要。
冷流道是在模具分型面加工若干通道而隨之形成的,為熔融樹脂流經(jīng)澆口進(jìn)入型腔提供通道。熔化的樹脂冷卻并變硬,與注塑部件一起推出,緊接著運(yùn)行下一個(gè)生產(chǎn)周期,周而復(fù)始,循環(huán)往復(fù)。冷流道系統(tǒng)通常對(duì)模具起始成本或初始資金支出的影響較低。它們通常應(yīng)用于生產(chǎn)運(yùn)行期間較短或不頻繁,以及型腔數(shù)較少的模具中。
典型熱流道的分流板
熔融樹脂流經(jīng)封閉熔體通道而形成的流動(dòng)路徑用紅色標(biāo)記
隨著一些注塑部件市場(chǎng)需求的攀升,制造解決方案逐步朝著更高腔位的模具過渡。當(dāng)這種情況發(fā)生時(shí),冷流道則對(duì)加工和成本產(chǎn)生更大影響。更大的流道系統(tǒng)意味著可以注入、冷卻和處理更多的樹脂。冷流道的布局可能很復(fù)雜,而且為了容納流道,型腔之間必須保持較大的間隔距離。
針對(duì)高產(chǎn)量和產(chǎn)品使用周期長(zhǎng)的應(yīng)用,熱流道的使用所帶來的益處最為顯著;而對(duì)于較低腔位模具而言,情況同樣如此,因?yàn)樗俣群鸵恢滦詫?duì)持續(xù)改進(jìn)非常重要。
由于在充填階段熔體仍然不斷輸送到型腔,因此冷流道還會(huì)延長(zhǎng)生產(chǎn)周期。冷流道的厚度通常比注塑部件的厚度更大,所以,冷卻并達(dá)到足夠安全的操作條件所需要的時(shí)間最長(zhǎng)。此外,冷流道的澆口熔渣可能需要更長(zhǎng)的合模行程才能去除,這又增加了每個(gè)生產(chǎn)周期的耗時(shí)。當(dāng)模具打開時(shí),需要花費(fèi)時(shí)間將流道從模具中卸下——要么通過重力,要么通過拆卸工具。當(dāng)下一個(gè)生產(chǎn)周期開始時(shí),冷流道依然如此。這意味著不得不報(bào)廢流道,或者通過重新研磨循環(huán)使用于其他加工中,亦或便宜賣掉。
另一個(gè)途徑
升級(jí)換代的熔體輸送系統(tǒng)就是熱流道。其功能類似于冷流道,因?yàn)樗鼮槿廴跇渲峁┝艘粭l路徑,使其流過精心設(shè)計(jì)、精準(zhǔn)加工的系統(tǒng),而絕不允許熔融樹脂凝固。配送網(wǎng)絡(luò)完全包覆在鋼制分流板中,而不會(huì)暴露在空氣里。分流板將熔融樹脂分配到注嘴,注嘴提供了通向澆口和型腔的通道。分流板和注嘴由熱電偶和加熱器調(diào)節(jié),保持熔融塑料的溫度。打個(gè)比方,冷流道就像是露天的城市街道,而熱通道則更像是一條地鐵隧道。
典型的注塑周期及其步驟分解
冷流道模具和熱流道模具所需時(shí)間的對(duì)比
熱流道通常被認(rèn)為是注塑成型過程中最精密的系統(tǒng)之一。各種材料及其特性有助于整體工程設(shè)計(jì)和最終工藝執(zhí)行。根據(jù)樹脂和應(yīng)用情況,澆口設(shè)計(jì)和溫度控制有多種選項(xiàng)可供選擇。澆口既可以選用熱點(diǎn)式注嘴,也可以選擇機(jī)械控制的閥針式注嘴。如何與模具互動(dòng),這些都有其設(shè)計(jì)要求。溫控器可用于過程監(jiān)控、控制和微調(diào)。
不再需要處理冷流道
熱流道無需在加工前、加工中和加工后處理冷流道。不再需要耗費(fèi)時(shí)間、通過工作人員或機(jī)器人來拆卸固化的熱流道或重新研磨,所有這一切都意味著成本降低——減少設(shè)備維護(hù),更好地利用寶貴的場(chǎng)地空間,節(jié)省寶貴的時(shí)間。
縮短生產(chǎn)周期可以增加產(chǎn)量。一些注塑生產(chǎn)環(huán)境和工具室還貼著宣傳海報(bào),上面寫著:“將生產(chǎn)周期從10秒減至9秒,產(chǎn)量增加11%。”要估算生產(chǎn)周期變化對(duì)產(chǎn)出的影響,請(qǐng)用當(dāng)前時(shí)間除以所需時(shí)間(以相同單位)。這給出了一個(gè)在任何時(shí)間范圍內(nèi)都能使用的乘數(shù)。下方表格提供了生產(chǎn)周期和所得出的乘數(shù)。增加的產(chǎn)量以綠色突出顯示,減少的產(chǎn)量以紅色顯示。
達(dá)到新的生產(chǎn)周期后,用于預(yù)估產(chǎn)量的生產(chǎn)周期和乘數(shù)表。
提升以綠色突出顯示,而減少則以紅色標(biāo)記。
臨界點(diǎn)
以一個(gè)64腔冷流道模具為例,假設(shè)生產(chǎn)周期為14秒,一天三班倒,一周七天。如果正常運(yùn)行時(shí)間約占90%,每年它將運(yùn)行大約200萬(wàn)個(gè)生產(chǎn)周期,制造大約1.293億個(gè)注塑部件。重量2克的注塑部件以及重約192克的冷流道的射出總重量相當(dāng)于320克。
這種射出重量每年幾乎要耗費(fèi)656,900kg材料,但其中僅有259,000kg為制造出的合格產(chǎn)品。剩下的60%必須重新循環(huán)、處理、盤點(diǎn)和運(yùn)輸。如果相同的注塑部件采用64點(diǎn)熱流道直接澆注,那么需要采購(gòu)的材料就會(huì)大大減少,而且生產(chǎn)周期也會(huì)更快。以10秒為一個(gè)周期,一年有可能運(yùn)行280萬(wàn)次,制造1.811億個(gè)注塑部件。在工作單元所占空間不變的情況下,產(chǎn)生如此的生產(chǎn)力提升并不少見。
加強(qiáng)控制
除了減少浪費(fèi)和提高產(chǎn)量外,熱流道還能更好地控制注塑部件品質(zhì)、尺寸精度和表面光潔度。澆口位置不必再局限于周邊,且可以移動(dòng)并以一種更好的方式引導(dǎo)熔體流,這種方式對(duì)關(guān)鍵尺寸或受填充特性影響的其它特征產(chǎn)生更有利的影響或作用。還有可能縮短總流動(dòng)長(zhǎng)度,從而降低型腔填充壓力要求和影響注塑部件變形的其它工藝要件。預(yù)計(jì)的總面積和鎖模噸位要求也可能隨之降低。
注塑成型過程中發(fā)揮作用的所有設(shè)備之中,在對(duì)模具中獨(dú)立型腔產(chǎn)生影響的調(diào)整方面,熱流道提供了最大的靈活性。雖然冷流道也可以調(diào)校,但除非模具的設(shè)計(jì)允許快速拆卸或更換冷流道鑲塊,否則調(diào)查、調(diào)整和檢驗(yàn)可能會(huì)有很長(zhǎng)的準(zhǔn)備時(shí)間。更改往往是手工進(jìn)行的,使其具有迭代性,且難以替換。恢復(fù)到原始狀態(tài)可能相當(dāng)耗時(shí)。可以通過焊接添加鋼材,但需要修磨,且材料抗疲勞性能可能受損。
如果沒有絕佳的澆口設(shè)計(jì)和擺位,我們熟知和推崇的一些標(biāo)志性包裝和消費(fèi)類電子部件或?qū)⒂肋h(yuǎn)無法實(shí)現(xiàn)。
注塑料筒和機(jī)器鎖模影響全部過程。更換模腔需要排空冷卻液,并且機(jī)械強(qiáng)度大,特別是在高腔位模具上。熱流道的注嘴頭可以迅速更換,無論加熱器位置的改變,亦或區(qū)域溫度的調(diào)整,其對(duì)整體品質(zhì)的影響可以即刻做出評(píng)估。
給予注塑部件更大的設(shè)計(jì)自由度
表面光潔度是終極差異化因素。設(shè)計(jì)精良的澆口位置可以制造功能性更強(qiáng)的部件,且具備更好的表面光潔度。由于澆口可以重新定位到注塑部件上的任何位置,因此可以消除流道修整、二次操作及一致性不佳等問題。
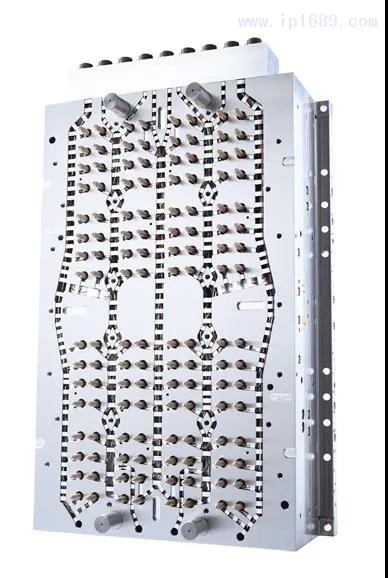
配置在熱半模上的高腔位熱流道
這對(duì)于沖洗等應(yīng)用而言,尤為重要——在沖洗過程中,單個(gè)水滴的流量均受控;在醫(yī)療領(lǐng)域,必須將外科醫(yī)生醫(yī)用手套于澆口痕跡上撕裂的風(fēng)險(xiǎn)降至最低;在衛(wèi)生保健方面,導(dǎo)管則必須盡可能地順滑。如果沒有絕佳的澆口設(shè)計(jì)和擺位,我們熟知和推崇的一些標(biāo)志性包裝和消費(fèi)類電子部件或?qū)⒂肋h(yuǎn)無法實(shí)現(xiàn)。
針對(duì)高產(chǎn)量和產(chǎn)品使用周期長(zhǎng)的應(yīng)用,熱流道的使用所帶來的益處最為顯著;而對(duì)于較低腔位模具而言,情況同樣如此,因?yàn)樗俣群鸵恢滦詫?duì)持續(xù)改進(jìn)非常重要。最終,通過出色的熔體控制和加工性能令成型工藝得到優(yōu)化,進(jìn)而得以制造更高品質(zhì)的注塑部件,并獲得更高的產(chǎn)能。
隨著熱流道技術(shù)的進(jìn)步,我們發(fā)現(xiàn)從冷流道向熱流道轉(zhuǎn)變的勢(shì)頭持續(xù)強(qiáng)勁。伴隨塑料部件設(shè)計(jì)不斷突破界限,降低樹脂用量繼續(xù)成為所有模塑商的頭等大事,注塑成型領(lǐng)域的面臨的挑戰(zhàn)仍在增加。我們可以預(yù)見到:在先進(jìn)、復(fù)雜的熱流道技術(shù)加持下,熔體輸送管理將在注塑工藝中發(fā)揮越來越重要的作用。



















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













