黃瀚毅1,2,田方偉1,2,趙丹1,翟文濤1,2*
(1.中山大學材料科學與工程學院,廣東廣州510275;2.中山大學南昌研究院,江西南昌330224)
摘要:擠出發泡是一種可制備輕量化聚合物發泡材料如發泡網套、發泡片材等的連續加工工藝。近年來在“雙碳”政策背景下,市面常見的水果網套原材料聚乙烯(PE),作為典型不可生物降解的石油基聚合物,已逐漸被可生物降解材料替代。聚對苯二甲酸-己二酸丁二醇酯(PBAT)是一種高強高韌且可生物降解材料,其制品廣泛應用于包裝、農業等領域。探究了擴鏈改性對PBAT的流變行為、結晶行為以及擠出發泡成型過程的影響。結果表明,擴鏈改性使得支化結構逐漸增加并誘導PBAT鏈網絡發生凝膠化,PBAT的基體模量增加。此外,擴鏈劑可以充當異相成核劑,導致擴鏈改性PBAT的結晶溫度升高超30℃。擠出發泡成型結果表明,隨著擴鏈劑含量增加,網套樣品的膨脹倍率逐漸降低,橫向延展性先增加后降低,橫向拉伸斷裂伸長率在擴鏈劑的質量分數為0.25%時達到600%。因此,在擠出發泡過程中,采用擴鏈改性的方法可以快速提高PBAT的熔體強度,提升PBAT基體在發泡膨脹過程限制氣體快速逃逸的能力。同時,擴鏈改性可以快速提高PBAT在降溫結晶過程的結晶溫度,這有利于PBAT在口模處擠出后更快地結晶從而穩定泡孔。然而,過度的擴鏈改性將造成PBAT發泡網套的膨脹倍率過低。結合擴鏈改性對PBAT擠出發泡膨脹過程及降溫結晶過程的影響,當擴鏈劑質量分數為0.25%、擠出發泡機加工溫度分別為130℃(加料區)-180℃-180℃(進氣口)-145℃-110℃-110℃-115℃(換網器)-115℃(模頭)、進氣壓力約為18MPa時,PBAT網套的綜合性能較為合適。其中,網套的密度為0.03g·cm−3,發泡倍率φ約為36倍,橫向拉伸斷裂伸長率超過600%,具備實際應用價值。
關鍵詞:PBAT;擠出發泡;擴鏈改性;結晶行為;流變行為;支化結構;凝膠化;力學性能
擠出發泡[1-4]是一種可制備輕量化聚合物發泡材料的連續加工工藝,利用擠出發泡可以制備發泡網套、發泡片材、發泡板材等材料。過去,市面上常采用聚乙烯(PE)作為水果網套的原材料。近年來在碳中和、碳達峰的“雙碳”政策背景下,PE作為一種典型的不可生物降解的石油基聚合物,已逐漸被可生物降解材料替代。聚對苯二甲酸-己二酸丁二醇酯(PBAT)是一種完全可生物降解的環境友好型聚合物材料,具有優異的延展性、韌性、抗撕裂強度等,被廣泛用于包裝、農業等領域[5-10]。但PBAT的分子鏈線性結構會導致其熔體強度較低,在擠出發泡過程中易出現熔體破裂,誘導泡孔壁破裂及泡孔聚并,泡孔結構難以穩定[11-16]。擴鏈改性是調控聚合物分子鏈結構、運動能力以及結晶行為的常用方法之一[17-18]。為制備具有實際使用價值的PBAT網套,本文研究了擴鏈改性對PBAT基體的流變行為和結晶行為的影響及其對擠出發泡成型過程的貢獻。
1 實驗部分
1.1 原材料
實驗所用原料:聚對苯二甲酸-己二酸丁二醇酯(PBAT,1908),金暉兆隆生產;擴鏈劑(ADR-4468),巴斯夫生產。
1.2 主要儀器
實驗所用儀器:sJ75型擠出發泡機,非標定制;POTOP-55mL型密煉機,廣州普同實驗分析儀器有限公司生產;MCR302型旋轉流變儀,奧地利AntonPaar公司生產;Q250型差示掃描量熱儀(DSC),美
國TA公司生產;5969型萬能材料試驗機,美國Instron公司生產;VEGA3型掃描電子顯微鏡(SEM),捷克Tescan公司生產。
1.3 樣品制備
1.3.1 原料改性
將PBAT與擴鏈劑加入密煉機,在180℃下進行熔融共混。將擴鏈劑的質量分數為0.25%、0.5%和0.75%的共混樣品分別命名為PBATCE0.25、PBAT-CE0.5和PBAT-CE0.75。
1.3.2 擠出發泡成型
將PBAT與擴鏈劑進行預混合后加入擠出機發泡機中,在穩定擠出后注入物理發泡劑二氧化碳(CO2)。當擠出機的進氣壓力與換網器壓力穩定后,將口模處擠出的發泡材料進行快速牽伸、冷卻、切割以及收樣,最終獲得網套成品。
1.4 測試與表征
1.4.1 流變性能
使用旋轉流變儀,在200℃的振幅掃描模式下獲取樣品的線性黏彈區。選取在線性黏彈區內的剪切應變(1%)在相同溫度下進行頻率掃描,范圍0.1—100rad·s−1,獲取樣品的動態流變曲線。
1.4.2熱性能
使用差示掃描量熱儀,在氮氣氣氛下,將樣品以10℃·min−1的速率從0℃升溫至200℃,恒溫5min后以10℃·min−1的速率降溫至0℃,再以10℃·min−1的速率升溫至200℃。
1.4.3力學性能
在單軸拉伸力學性能測試中,對網套樣品的橫向進行恒速拉伸。其中,樣品尺寸(長×寬)為100mm×30mm,夾具間距為50mm,拉伸速度為50mm·min−1。
1.4.4泡孔形態表征測試
將樣品裁剪并在斷面處噴金,通過掃描電子顯微鏡對樣品斷面的形貌進行觀測。
1.4.5膨脹倍率
通過密度天平得到樣品在發泡前后的密度,并通過式(1)計算發泡樣品的膨脹倍率:
(1)
式中:ρp為發泡前樣品密度,ρf為發泡后樣品密度。
2結果與討論
2.1流變行為
在聚合物發泡過程中,泡孔生長與聚合物基體形變表現出典型的動力學競爭關系。在擠出發泡過程中,當聚合物基體的熔體強度過低時,容易發生泡孔壁破裂誘導的泡孔塌陷與聚并;當熔體強度過高時,泡孔生長阻力較大,進而導致聚合物連續擠出加工以及泡沫成型困難。因此,調控聚合物基體的熔體強度是優化聚合物發泡成型過程的重要方法。
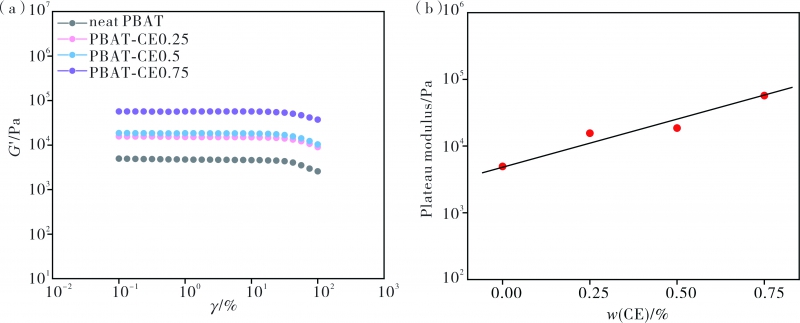
為研究擴鏈改性對PBAT的流變行為的影響及其對后續擠出發泡成型過程的貢獻,采用振幅掃描實驗測試擴鏈改性對PBAT在大應變形變時的影響,結果如圖1所示。結果表明,擴鏈改性僅使得PBAT平臺模量降低但未造成線性黏彈區邊界發生偏移,擴鏈改性PBAT的平臺模量隨擴鏈劑含量增加而近乎線性增加,這說明擴鏈改性未影響PBAT分子鏈纏結網絡結構破壞時的鏈解纏結行為,僅提高了鏈網絡的剛性。
(a)—剪切應變掃描;(b)—平臺模量。
(a)—shearstrainsweeping;(b)—plateaumodulus.
圖1擴鏈改性PBAT的剪切流變行為
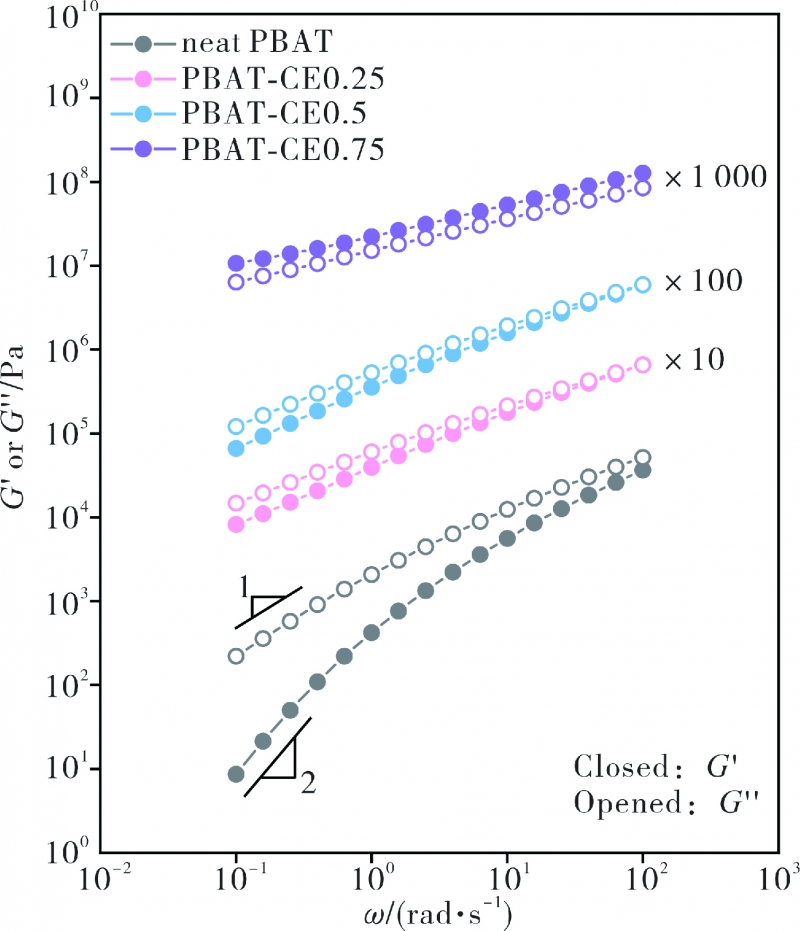
為進一步分析擴鏈改性對PBAT鏈網絡的微觀結構與宏觀性能的影響機制,采用頻率掃描實驗對擴鏈改性PBAT的動態流變行為進行表征。圖2為擴鏈改性PBAT的線性黏彈(LVE)曲線。從圖2可見,在200℃時,未經擴鏈改性的PBAT的損耗模量G''完全大于儲能模量G',表明PBAT鏈網絡處于黏流態。lgG'和lgG''在曲線末端均與lgω呈現出良好的線性關系,且斜率分別為2和1,這符合線性鏈動態流變行為的典型特征[19]。隨著擴鏈劑含量的增加,改性樣品的儲能模量逐漸增加且在低ω時逐漸變平,呈現固體流變行為的特征,說明過度擴鏈改性誘導PBAT分子鏈網絡發生了凝膠化[20]。
圖2擴鏈改性前后PBAT的儲能模量G'和損耗模量G"的頻率依賴性
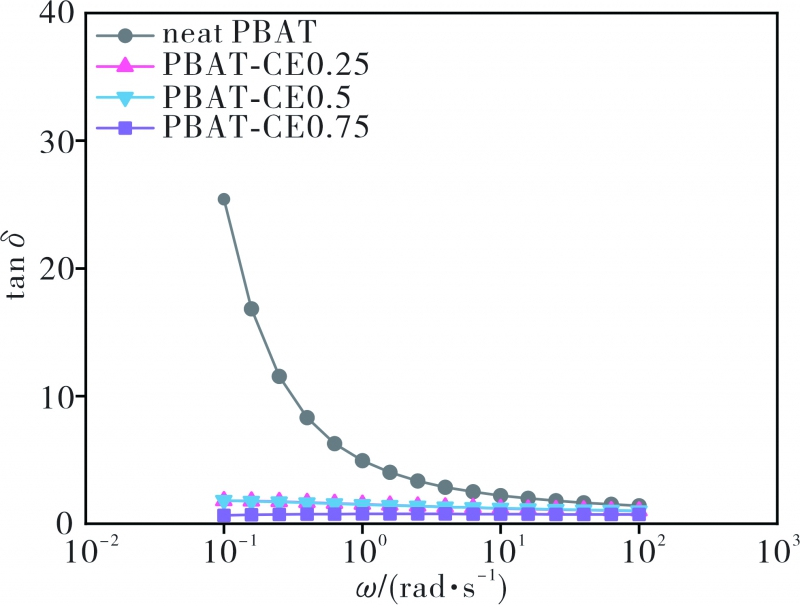
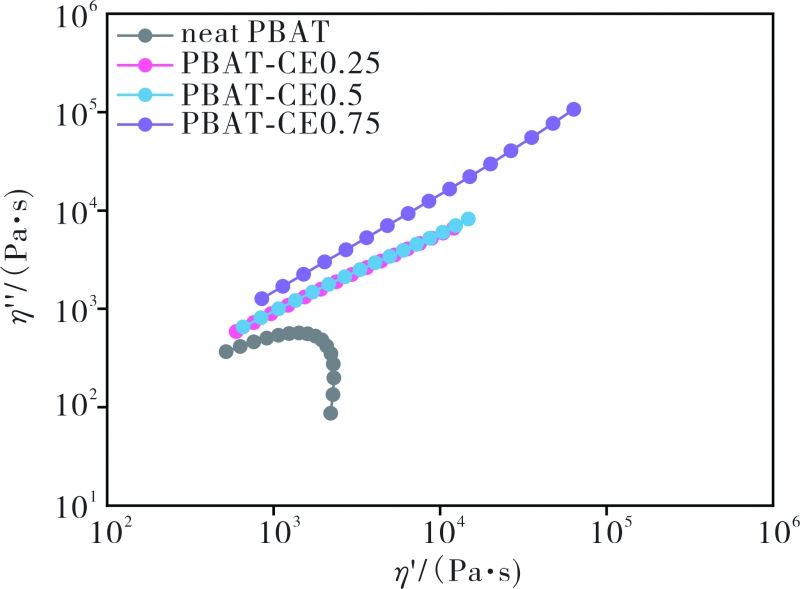
擴鏈改性前后PBAT的損耗因子tanδ隨頻率變化的趨勢如圖3所示。PBAT的損耗因子tanδ隨著擴鏈劑含量的增加而逐漸降低并趨于一條直線,說明此時tanδ不具有頻率敏感性,表現出彈性為主的黏彈行為,此時體系的流動性較差。圖4為擴鏈改性前后PBAT的Cole-Cole圖。從圖4可以看出,純PBAT由于其具有線性鏈結構而表現出半圓形狀。經過擴鏈改性后,PBAT體系內出現支化結構,其Cole-Cole圖曲線偏離半圓形狀,黏度也隨著擴鏈劑含量增加而增加。而含有凝膠的擴鏈產物的Cole-Cole圖呈直線上升,這是由于交聯反應使得分子鏈形成網絡結構,結構內部的分子鏈在整個頻率范圍內的松弛行為趨于一致。上述結果表明,在連續擠出發泡過程中,添加的擴鏈劑含量存在上限。因此,通過分析PBAT在不同擴鏈劑含量改性時的動態流變行為,為后續進行PBAT擠出發泡成型過程提供定量參考信息。
圖3擴鏈改性前后PBAT的損耗因子tanδ的頻率依賴性
圖4擴鏈改性前后PBAT的Cole-Cole圖
2.2結晶行為
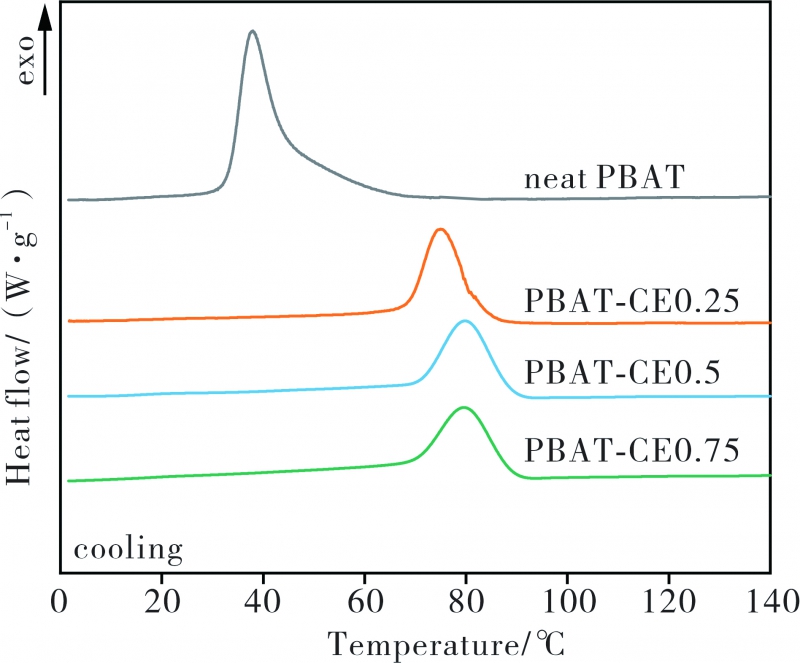
在擠出發泡過程中,熔體/氣體混合體系在口模處共擠出的過程中會同時經歷劇烈的壓力和溫度降低。其中,壓力是泡孔生長過程的主要影響因素之一,而溫度是泡孔穩定過程的主要影響因素之一。在壓力和溫度驟降的過程中,聚合物基體的結晶溫度和結晶速度很大程度上影響了泡孔成型和穩定過程。通過DSC測試擴鏈劑對PBAT的降溫結晶行為的影響。圖5為擴鏈改性PBAT的降溫曲線。從圖5可見,由于擴鏈劑可以充當異相成核劑提高晶體成核效率,擴鏈改性使得PBAT的結晶溫度Tc增加超過30℃,這意味著擴鏈改性PBAT在擠出口模冷卻的過程中會更早開始結晶。由于結晶可以充當物理交聯點并使得體系強度快速提高,這有利于限制氣體的快速逃逸以及泡孔結構的穩定。擴鏈改性后PBAT的結晶溫度隨擴鏈劑含量的增加未發生明顯變化。
圖5擴鏈改性對PBAT結晶行為的影響
2.3擠出發泡行為
擠出發泡是一種可連續加工的發泡工藝,通過口模結構的設計可以得到膜、纖維、網套等不同形態的發泡材料。本研究為制備輕量化的發泡網套成品,要求樣品的發泡倍率足夠高,這需要PBAT具有足夠的熔體強度來支撐泡孔的生長以及較快的結晶速率來實現泡孔定型。此外,在連續的擠出發泡過程中,要求基體強度足以支撐牽引輥的牽伸作用而不在擠出模頭處發生宏觀的熔體破裂,同時基體的熔體強度不能過高以使擠出機內換網器的壓力維持穩定。因此,需要在聚合物基體的發泡性能與加工性能相互平衡的同時,制備出形貌與性能良好的網套成品。
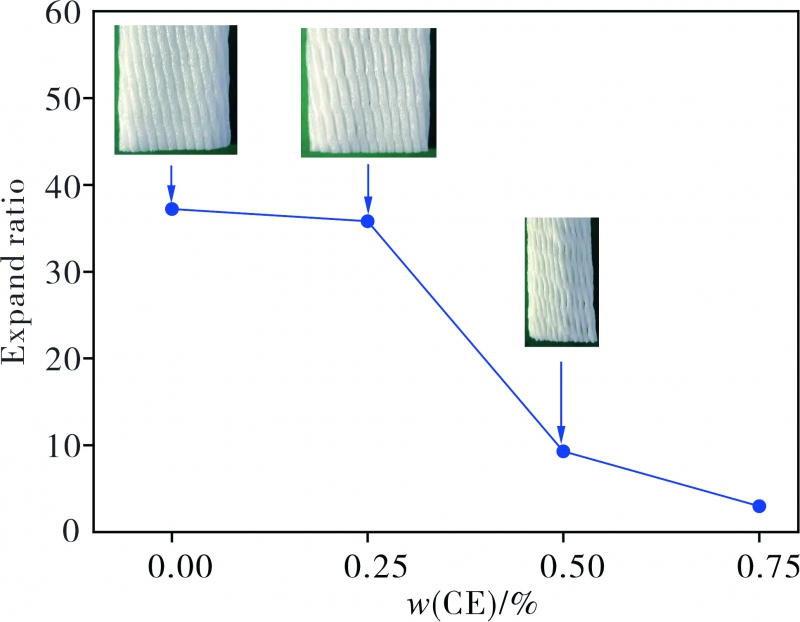
為討論擴鏈改性對PBAT擠出發泡成型過程的影響,在相同的加工工藝下制備了具有不同擴鏈劑含量的PBAT網套。其中,網套的加工溫度區間分別為130℃(加料區)-180℃-180℃(進氣口)-145℃-110℃-110℃-115℃(換網器)-115℃(模頭),進氣壓力約為18MPa。擴鏈改性對PBAT網套的宏觀形貌和膨脹倍率的影響如圖6所示。從圖6可見,未經擴鏈修飾PBAT網套的膨脹倍率達到37倍,但過高的膨脹倍率導致發泡藤條間發生大面積粘結,這使得該網套成品無法滿足在實際使用過程中易于橫向剝離延展的基本要求。相比之下,適當的擴鏈修飾(擴鏈劑質量分數0.25%)可以限制泡孔發生過度的自由膨脹,這有利于抑制藤條之間發生大面積粘結。經過擴鏈修飾后PBAT的結晶溫度快速提高,這有利于熔體更快地冷卻結晶以穩定泡孔結構。而擴鏈劑含量較高時(質量分數0.5%),網套成品的膨脹倍率發生快速下降,密度約為0.13g·cm−3,此時網套成品基本不具備經濟價值。當擴鏈劑含量過高(質量分數0.75%)時,PBAT發生明顯的凝膠化而幾乎不具有流動能力,因而無法制備相應的成型樣品。
圖6擴鏈改性對PBAT網套的宏觀形貌和膨脹倍率的影響
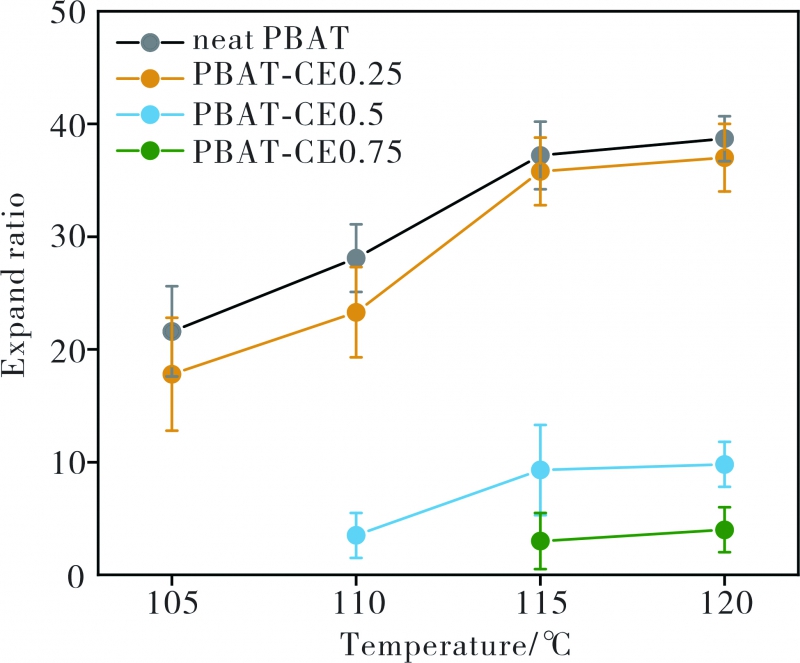
為探索擴鏈改性對PBAT擠出發泡成型窗口的影響,對擴鏈改性PBAT在105—120℃(模頭溫度)時所制備成品的膨脹倍率進行測試,結果如圖7所示。從圖7可見,當模頭溫度逐漸降低時,由于分子鏈運動能力逐漸降低,網套樣品的膨脹倍率也逐漸降低。與此同時,由于擴鏈改性限制了PBAT分子鏈的松弛行為并致使鏈網絡發生凝膠化轉變,網套藤條的單絲直徑和膨脹倍率均隨擴鏈劑含量增加而逐漸降低。當擴鏈劑質量分數達到0.75%時,PBAT熔體在模頭處擠出牽伸的過程中出現明顯的纖維化,同時伴隨著高壓流體的快速逃逸,網套無法成型。當PBAT-CE0.5在溫度低于110℃和PBAT-CE0.75在溫度低于115℃時,由于模頭溫度的進一步降低導致熔體流動性過低,導致擠出發泡機由于成型壓力過高而停機,因此未獲得樣品在該條件下的有效膨脹倍率數據。基于上述結果,為制備兼具經濟價值(高倍率/低密度)和實用性能的網套成品,選擇擴鏈劑質量分數為0.25%和模頭溫度在115℃時制備得到的網套成品進一步對其微觀形貌和橫向延展性進行表征。
圖7擴鏈改性PBAT在不同成型溫度的膨脹倍率
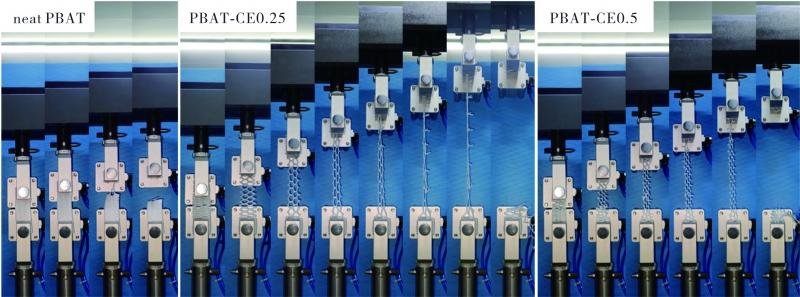
網套的橫向延展性是其在實際使用過程中重要指標之一。圖8為網套的橫向延展過程。純PBAT、PBAT-CE0.25和PBAT-CE0.5網套樣品的橫向斷裂伸長率分別為100%、630%和430%。由于膨脹倍率較高(約為37倍)導致藤條間粘結過于緊密,純PBAT網套幾乎不具有大尺度橫向延展的能力,在拉伸應變為90%時便出現局部的藤條撕裂現象。相比之下,由于膨脹倍率有所降低,PBAT-CE0.25網套樣品的藤條間粘結作用減弱,其在橫向拉伸過程表現出梯狀的彈性延展行為,斷裂伸長率超過600%。然而,隨著擴鏈劑含量的繼續提高,PBAT-CE0.5網套樣品的橫向斷裂伸長率開始降低,這是因為擴鏈改性誘導的熔體強度提高限制了泡孔膨脹,使得藤條間的粘結作用進一步下降,斷裂伸長率僅為430%。因此,當擴鏈劑質量分數為0.25%,模頭溫度為115℃時制備得到的PBAT網套樣品兼具優異的使用性能及經濟價值。圖9為PBAT-CE0.25網套樣品單根藤條的泡孔結構。從圖9可見,網套內部的泡孔直徑為(400±50)μm,且泡孔分布均勻。
圖8擴鏈改性前后的PBAT網套的橫向延展性
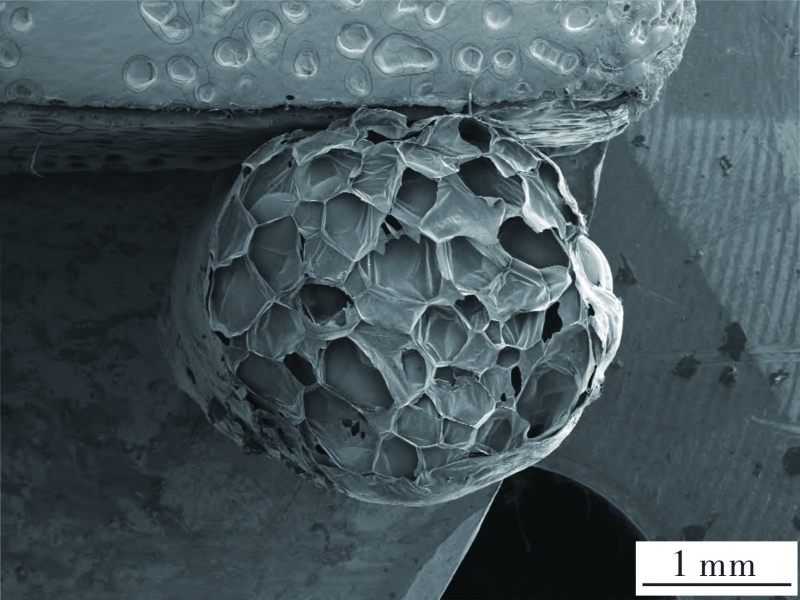
圖9 PBAT網套的微觀形貌
3.結論
采用擴鏈劑對PBAT分子鏈進行擴鏈修飾,并討論了擴鏈改性對PBAT流變行為、結晶行為以及擠出發泡成型過程的影響。結果表明,擴鏈改性使得PBAT基體模量逐漸增加并誘導PBAT鏈網絡逐漸發生凝膠化,同時,擴鏈改性使得PBAT的結晶溫度升高超過30℃。因此,適當的擴鏈改性提高了PBAT基體阻止氣體快速逃逸的能力以及增強了PBAT擠出發泡過程中的泡孔定型的能力。擠出發泡成型實驗結果表明,當擴鏈劑質量分數為0.25%、加工溫度分別為130℃(加料區)-180℃-180℃(進氣口)-145℃-110℃-110℃-115℃(換網器)-115℃(模頭)、進氣壓力約為18MPa時,PBAT網套可以被成功制備。并且,網套的密度為0.03g·cm−3,發泡倍率φ約為36倍,橫向拉伸斷裂應變超過600%,具備實際使用價值。
參考文獻:
[1] YAO S, GUO T, LIU T, et al. Good extrusion foaming performance of long-chain branched PET induced by its enhanced crystallization property[J].Journal of Applied Polymer Science,2020,137(41):e49268.
[2] WAN C, SUN G, GAO F, et al. Effect of phase compatibility on the foaming behavior of LDPE/HDPE and LDPE/PP blends with subcritical CO2 as the blowing agent[J]. The Journal of Supercritical Fluids,2017,120:421-431.
[3] KELLY C A, MURPHY S H, HILLERSTRÖM A,et al. Production of biodegradable foams using supercritical CO2[J]. Polymer-Plastics Technology and Engineering,2014,53(11):1169-1177.
[4] TIAN H L, WANG Z P, JIA S L, et al.Biodegradable foaming material of poly (butylene adipate-co-terephthalate) (PBAT)/poly (propylene carbonate)(PPC)[J]. Chinese Journal of Polymer Science,2022,40(2):208-219.
[5] 焦洋,王龍震,蔡卓瑞,等 . 高發泡倍率PBAT泡沫的制備及 回彈性能的探究[J]. 中國塑料 ,2023,37(9):19-27.
[6] 周錦,南婧文,黃文健,等 .PLA/PBAT 拓撲擴鏈體系的發泡性能[J].工程塑料應用,2023,51(4):29-35.
[7] 王杰,王澤云,辛德華,等 .PBAT 改性及其發泡材料的研究進展[J].高分子通報,2023,36(2):191-199.
[8] 陳壯鑫,雷彩紅,薛南翔,等 . 發泡工藝對 PLA/PBAT復合材料發泡結構的影響[J]. 塑料 ,2022,51(5):102-107.
[9] 陳豪,吳志強,姜啟運,等 . 聚乳酸/聚己二酸對苯二甲酸丁二醇酯共混發泡材料的制備及性能研究[J]. 中國塑料,2023,37(7):1-8.
[10] 歐萱樂,陳壯鑫,董智賢,等 . 發泡工藝對PBAT泡沫結構和壓縮性能的影響[J]. 塑料工業,2021,49(10):28-32.
[11] 宋敬思,王賢增,周洪福,等 .PBAT的擴鏈反應及其微孔發 泡行為研究[J]. 中國塑料 ,2018,32(11):42-48.
[12] 盧波,周洪福,季君暉,等 . 聚己二酸-對苯二甲酸丁二
酯泡沫塑料的制備[J].合成樹脂及塑料,2018,35(1):10-14.
[13] 冀峰,龔煒華,張艷,等 . 超臨界二氧化碳釜壓發泡法制備生物可降解 PBAT 發 泡 顆 粒[J]. 中國塑料 ,2022,36(5):122-126.
[14] 趙悅,張殿奇,溫時寶,等 .PBAT/PLA復合材料的微孔發泡性能[J].塑料,2019,48(4):44-48.
[15] 謝茂卿,杜俊威,張世豪,等 . 超臨界 CO2輔助聚己二酸對苯二甲酸丁二醇酯/聚乳酸珠粒發泡[J]. 高分子材料科學與工程,2022,38(8):66-74.
[16] 孫苗苗,尹甜,蔣志魁,等 .PBAT/PGA共混材料制備及其發 泡行為研究[J]. 塑料科技 ,2022,50(12):59-62.
[17] SHI H, ZHU Y, JU Q, et al. Enhanced properties of
starch based foams with modified starch/polyester blend as masterbatch[J]. Journal of Applied Polymer Science,2022,139(39): e52951.
[18] STANDAU T, CASTELLON S M, DELAVOIE A, et al. Effects of chemical modifications on the rheological and the expansion behavior of polylactide (PLA) in foam extrusion[J]. E-Polymers,2019,19(1):297-304.
[19] BAUMGAERTEL M, SCHAUSBERGER A,WINTER H H. The relaxation of polymers with linear flexible chains of uniform length[J]. Rheologica Acta,1990,29(5):400-408.
[20] 鄭強 .高分子流變學[M]. 北京:科學出版社,2020























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





