張友新(浙江偉星新型建材股份有限公司,浙江臨海317000)
摘要:針對(duì)現(xiàn)有技術(shù)的擠出塑料造粒機(jī)頭在生產(chǎn)實(shí)際中存在的物料塑化不良,料條容易拉斷,料條糾纏在一起或黏結(jié)在機(jī)頭的出料板上等缺陷,進(jìn)行了優(yōu)化設(shè)計(jì),對(duì)料條進(jìn)行拉伸取向,通過在機(jī)頭設(shè)計(jì)了分流器,吹風(fēng)冷卻裝置,梯形儲(chǔ)料緩沖槽等方面的改進(jìn),實(shí)現(xiàn)了對(duì)料條的拉伸取向,解決了料條的糾纏或黏結(jié),實(shí)踐證明,該機(jī)頭結(jié)構(gòu)的適應(yīng)性更強(qiáng),物料塑化和產(chǎn)品性能更好,其優(yōu)化設(shè)計(jì)后的機(jī)頭結(jié)構(gòu)特點(diǎn)和實(shí)用性便一目了然。
關(guān)鍵詞:機(jī)頭;優(yōu)化;分流器;緩沖槽;拉伸取向
擠出造粒機(jī)頭的結(jié)構(gòu)是擠出生產(chǎn)的核心部分,結(jié)構(gòu)設(shè)計(jì)的合理性直接影響著物料的塑化,產(chǎn)品性能和生產(chǎn)效率,因此,研究設(shè)計(jì)擠出機(jī)頭尤為重要。為了更好優(yōu)化造粒機(jī)頭的結(jié)構(gòu)設(shè)計(jì),綜合考慮了流道的結(jié)構(gòu),物料的塑化,設(shè)計(jì)了分流器。在物料的流動(dòng)穩(wěn)定性,各料條出料速度的均勻性,設(shè)計(jì)了緩沖區(qū)。為了防止擠出的高溫料條不會(huì)糾纏或黏結(jié)在機(jī)頭的出料板上,在機(jī)頭上設(shè)計(jì)了一個(gè)出料傾斜面。進(jìn)一步為了提高產(chǎn)品性能,并防止料條在高溫狀態(tài)下被拉斷,控制料條在玻璃化溫度與熔融溫度之間的條件下,對(duì)料條進(jìn)行冷卻,使料條處于在高彈態(tài)下進(jìn)行分子取向拉伸,設(shè)計(jì)了在機(jī)頭的出料板兩端厚度中開設(shè)一條出風(fēng)口。經(jīng)實(shí)踐應(yīng)用,優(yōu)化設(shè)計(jì)的拉伸取向塑料擠出造粒機(jī)頭結(jié)構(gòu),物料塑化均勻,料流穩(wěn)定,表面光澤,經(jīng)拉伸取向后,造粒料的物理性能明顯得到提高。
1擠出造粒成型工藝分析
擠出塑料拉條造粒機(jī)包括擠出機(jī)、機(jī)頭、冷卻系統(tǒng)、切料機(jī)和包裝機(jī),熱塑性樹脂在擠出機(jī)加熱后通過螺桿剪切輸送使塑料受熱熔體由螺旋運(yùn)動(dòng)通過機(jī)頭變?yōu)橹本€運(yùn)動(dòng),并進(jìn)入機(jī)頭充滿模腔,在一定的壓力作用下從出料板設(shè)置的出料孔擠出,擠出的料條再經(jīng)過冷卻,切粒制成所需的顆粒成品。由于擠出的切粒料的配方體系有多種材料和助劑組成,物料的熔體指數(shù)不一定相同和相近,當(dāng)熔融物料進(jìn)入模腔內(nèi)可能含有尚未塑化的塑料原料存于機(jī)頭的模腔內(nèi),使尚未塑化的物料在壓力的作用下從出料孔擠出,使擠出的料條表面粗糙,影響產(chǎn)品質(zhì)量,同時(shí),物料經(jīng)出料孔擠出時(shí),具有相當(dāng)高的溫度,在高溫下料條得不到及時(shí)冷卻,很容易被拉斷,同時(shí),在料條的自重和變形狀態(tài)下,出料孔的料條會(huì)觸碰并黏結(jié)到出料孔的板面上,雖然現(xiàn)有技術(shù)在機(jī)頭的一側(cè)設(shè)有一個(gè)出料孔傾斜面,以防止料條黏結(jié)到出料孔的板面上,雖然起到了一定的效果,但在實(shí)際生產(chǎn)中,由于料條溫度較高,表面得不到及時(shí)冷卻拉伸,是料條堆積在冷卻水槽的水面上產(chǎn)生變形量加大,同時(shí),冷卻水槽的水面與機(jī)頭之間的垂直距離比較近,料條落在水面上漂浮不定,操作方法不小心,容易使料條觸碰相互黏結(jié)在一起并黏到出料孔的板面上,從而影響正常生產(chǎn)。
2機(jī)頭的整體結(jié)構(gòu)
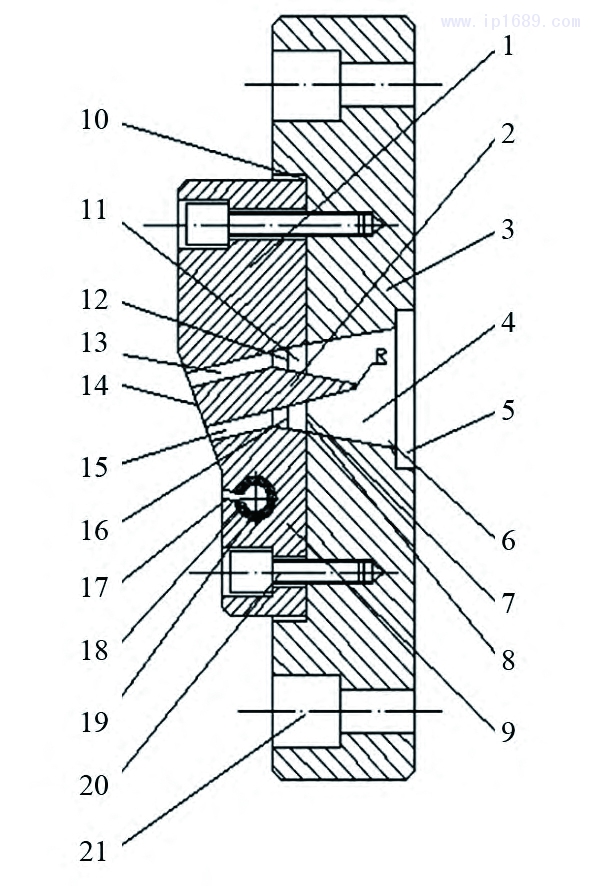
對(duì)于造粒機(jī)頭的設(shè)計(jì)要求,壓力損失低,從各孔擠出的熔體的幾何形狀尺寸、停留時(shí)間基本相同和穩(wěn)定,這就要求設(shè)計(jì)的熱切造粒機(jī)頭要保證熔體從機(jī)頭的各出料孔流出時(shí)都能獲得均勻流量,即保證熔體從機(jī)頭各出料孔流出的速度相同,以滿足切出的粒子長(zhǎng)度相同[1]。為了滿足造粒機(jī)頭的設(shè)計(jì)要求,并進(jìn)行改進(jìn)設(shè)計(jì)。如圖1所示,與現(xiàn)有技術(shù)造粒機(jī)頭對(duì)比,該機(jī)頭能夠進(jìn)一步改善物料的塑化性能,具有均衡物料的流動(dòng)性和擠出穩(wěn)定性。特別是對(duì)生產(chǎn)出的顆粒表面光澤度好,強(qiáng)度高。其主要原因是在擠出塑料造粒機(jī)頭優(yōu)化設(shè)計(jì)了在出料板設(shè)有的分流器,梯形緩沖槽和隔熱吹風(fēng)裝置。隔熱吹風(fēng)裝置能有效對(duì)擠出高溫料條進(jìn)行冷卻,使熔融態(tài)變?yōu)楦邚棏B(tài)時(shí)進(jìn)行拉伸取向,提高了產(chǎn)品性能,防止了料條與出料板的黏結(jié)。同時(shí),為了使物料在流道中穩(wěn)定流動(dòng),能順利沿機(jī)頭的流道充滿并能均勻地?cái)D出,而避免物料發(fā)生過熱分解,機(jī)頭內(nèi)腔與流道有關(guān)的部件應(yīng)盡量呈流線型[2]。本機(jī)頭的整體結(jié)構(gòu)主要包括出料板、分流器、連接板、隔熱出風(fēng)沉孔、隔熱吹風(fēng)管等組成。
1—出料板;2—分流器;3—連接板;4—梯形進(jìn)料槽;5—進(jìn)料口;6—梯形上進(jìn)料口;7—梯形下進(jìn)料口;8—儲(chǔ)料槽上進(jìn)料口;9—下部進(jìn)料口;10—凹槽;11—梯形儲(chǔ)料槽;12—上層進(jìn)料孔;13—上層出料孔;14—傾斜面;15—下層出料孔;16—下層進(jìn)料孔;17—出風(fēng)口;18—隔熱出風(fēng)沉孔;19—隔熱吹風(fēng)管;20—螺釘;21—沉孔
圖1 擠出塑料造粒機(jī)頭的結(jié)構(gòu)優(yōu)化設(shè)計(jì)
2.1出料板
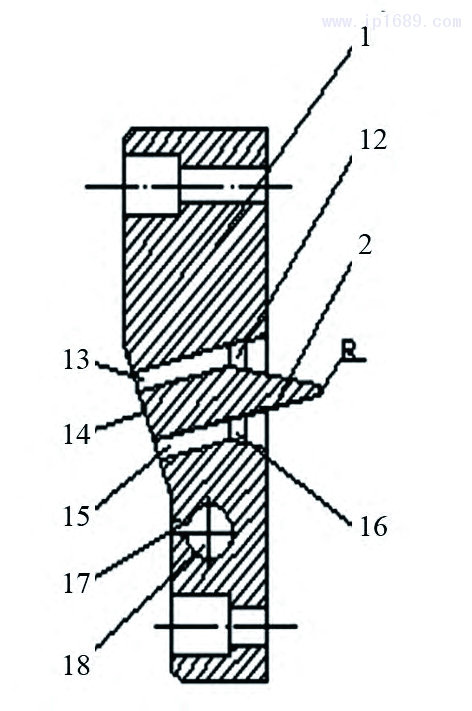
如圖2所示,出料板1是連接在連接板3的凹槽10內(nèi)由螺釘20固定在一起的,在出料板設(shè)有一個(gè)傾斜面14,傾斜面上開設(shè)有兩層上下出料孔,并且相互交錯(cuò),也就是說,上層出料孔13和下層出料孔15的位置不在同一個(gè)平面上,并有一定間距。傾斜面的厚度大于下部出料板9的厚度,即從上至下向內(nèi)傾斜,并與豎直方向的傾斜夾角為30°~60°,這樣設(shè)計(jì)可較好的防止擠出的高溫料條黏結(jié)到出料板的板面上。
1—出料板;2—分流器;12—上層進(jìn)料孔;13—上層出料孔;14—傾斜面;15—下層出料孔;15—下層進(jìn)料孔;17—出風(fēng)口;18—隔熱出風(fēng)沉孔
圖2 出料板結(jié)構(gòu)
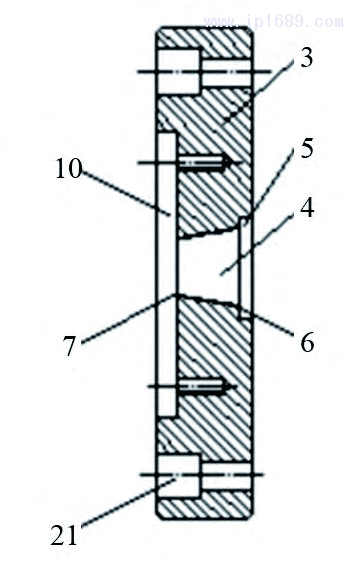
3—連接板;4—梯形進(jìn)料槽;5—進(jìn)料口;6—梯形上進(jìn)料口;7—梯形下進(jìn)料口;10—凹槽;21—沉孔
圖3 連接板結(jié)構(gòu)
2.2分流器
如圖2所示的部件2分流器與出料板為一體式結(jié)構(gòu),分流器的作用是將塑料熔體料層逐漸變薄,便于均勻受熱,并產(chǎn)生剪切摩擦,使之進(jìn)一步均勻塑化[3]。分流器設(shè)在出料板的一側(cè),其高度大于出料板平面,由于分流器位于梯形儲(chǔ)料槽11中部,梯形儲(chǔ)料槽有上進(jìn)料口8,底部設(shè)有上層進(jìn)料孔12和下層進(jìn)料孔16,進(jìn)料孔與出料孔貫通,并且分流器2長(zhǎng)度與梯形進(jìn)料槽4和梯形儲(chǔ)料槽相同。這里應(yīng)該注意設(shè)計(jì)分流器時(shí),分流器的長(zhǎng)度L和高度h及擴(kuò)張角α以擠出機(jī)和產(chǎn)量的大小合理確定,分流器頭部圓角R,一般取R=0.5~2mm,不宜過大,以避免塑料熔體易在此處發(fā)生滯留而過熱分解。分流器頭部與過濾板端面距離L,一般取L5=10~20mm或稍小于0.1D1(D1為擠出機(jī)螺桿2倍的直徑)[4]。
2.3梯形儲(chǔ)料槽
如圖1所示中的11梯形儲(chǔ)料槽能夠使物料平穩(wěn)地進(jìn)人儲(chǔ)料槽對(duì)熔體進(jìn)行緩沖受熱,更進(jìn)一步得到塑化。由于在梯形儲(chǔ)料槽中部設(shè)有的分流器,使物料可沿著分流器的兩側(cè)至到梯形儲(chǔ)料槽的底部,而設(shè)有的多個(gè)進(jìn)料孔,由于進(jìn)料孔為圓形窄流道,物料進(jìn)入時(shí)產(chǎn)生必要的成型壓力,從而增強(qiáng)了物料的剪切作用,使物料進(jìn)一步得到了塑化和密實(shí),從而提升了產(chǎn)品質(zhì)量。
2.4隔熱出風(fēng)沉孔
如圖2所示中的18隔熱出風(fēng)沉孔位于傾斜面下部的出料板,也就是說,在傾斜面的下部出料板的厚度中開鉆一條比較深的沉孔,同時(shí),在下部出料板水平面上設(shè)有一道出風(fēng)口17,出風(fēng)口與出風(fēng)槽23相匹配,出風(fēng)口和出風(fēng)槽23的寬度為2~5mm,出風(fēng)口為一條斜切口,切口斜度向上為15~30°,該斜切口與擠出的料條方向相對(duì)。但這里設(shè)計(jì)時(shí)要注意;出風(fēng)口的出風(fēng)方向不能設(shè)計(jì)與料條縱向垂直,不然料條會(huì)因受力過大而抖動(dòng)變形影響拉伸成型。另外,出風(fēng)口的長(zhǎng)度大于出料孔排列的總長(zhǎng)度,也就是說,出風(fēng)口能夠?qū)λ械牧蠗l進(jìn)行冷卻,使冷卻風(fēng)能夠?qū)α蠗l起到很好的托扶和冷卻作用。由于擠出的料條溫度較高,剛離開出料板時(shí)是呈熔融狀態(tài),在不能得到快速冷卻的情況下,料條很容易出現(xiàn)拉斷或黏連現(xiàn)象。因此,在料條即不能拉斷,又不能黏連,在機(jī)頭設(shè)置了隔熱出風(fēng)沉孔18和隔熱吹風(fēng)管19相匹配對(duì)高溫料條進(jìn)行冷卻,并通過調(diào)整控制風(fēng)量大小,是高溫料條有熔融態(tài)變?yōu)楦邚棏B(tài)時(shí),進(jìn)行牽引切割使料條得到拉伸取向,提高了產(chǎn)品性能,又防止了料條與出料板的黏結(jié)。
2.5連接板
如圖3所示,連接板3是一面設(shè)有沉孔21與擠出機(jī)的出料口連接裝置通過螺紋固定連接,另一面與出料板通過螺釘固定連接。在連接板的一面設(shè)有進(jìn)料口5,進(jìn)料口下面設(shè)有梯形進(jìn)料槽,梯形進(jìn)料槽有上進(jìn)料口6和下出料口7,下出料口與梯形儲(chǔ)料槽的上進(jìn)料口8周邊尺寸對(duì)應(yīng)連接構(gòu)成無死角的模腔。梯形的設(shè)計(jì)便于物料順利進(jìn)入梯形進(jìn)料槽下進(jìn)料口,下出料口與上進(jìn)料口周邊尺寸對(duì)應(yīng)連接構(gòu)成無死角的模腔,形成的梯形模腔,使物料經(jīng)過分流器2更容易進(jìn)入梯形儲(chǔ)料槽的底部,進(jìn)入的物料可以充分得到緩沖受熱,進(jìn)一步得到塑化。
2.6隔熱吹風(fēng)管
如圖4所示,隔熱吹風(fēng)管19是連接在隔熱出風(fēng)沉孔內(nèi),由聚四氟乙烯材質(zhì)制成,由于聚四氟乙烯具有隔熱和易清潔性能比較好,對(duì)于機(jī)頭加熱的熱傳導(dǎo)具有很好的隔熱效果,因此,可以保持從出風(fēng)口出來的是冷風(fēng)。其隔熱吹風(fēng)管的結(jié)構(gòu),在隔熱吹風(fēng),的中心鉆有一個(gè)進(jìn)風(fēng)孔24,同時(shí),還在隔熱吹風(fēng)管的垂直方向加工一道出風(fēng)槽,出風(fēng)槽23長(zhǎng)度與下部出料板開設(shè)的一道出風(fēng)口相同,另外,在隔熱吹風(fēng)管的兩端設(shè)有螺紋25,一端設(shè)有的凸臺(tái)22與隔熱出風(fēng)沉孔連接。出風(fēng)槽的出風(fēng)角度,可以通過隔熱吹風(fēng)管一端設(shè)有的四方頭26調(diào)節(jié),風(fēng)量的大小可以通過控制風(fēng)機(jī)系統(tǒng)進(jìn)行調(diào)節(jié)。
19—隔熱吹風(fēng)管;22—凸臺(tái);23—出風(fēng)槽;24—進(jìn)風(fēng)孔;25—螺紋;26—四方頭
圖4 隔熱吹風(fēng)管
4機(jī)頭的實(shí)施過程及原理
擠出塑料造粒機(jī)頭的實(shí)施過程及原理,如圖1~4所示,通過連接板設(shè)有的進(jìn)料口的一端與擠出機(jī)的出料口的周邊尺寸相匹配,并通過沉孔用螺紋固定連接在擠出機(jī)的出料口的法蘭裝置上,其中,連接板設(shè)有的進(jìn)料口下面設(shè)有梯形進(jìn)料槽,梯形進(jìn)料槽的上進(jìn)料口小于進(jìn)料口,便于物料進(jìn)入下出料口,下出料口與梯形儲(chǔ)料槽的上進(jìn)料口周邊尺寸對(duì)應(yīng)構(gòu)成無死角的模腔,同時(shí),連接板設(shè)有的凹槽與出料板設(shè)有分流器的一面對(duì)應(yīng)卡入凹槽內(nèi),然后通過螺釘固定連接,通過連接后所形成的模腔,是進(jìn)入的物料充分得到緩沖受熱,進(jìn)一步得到塑化。同時(shí),連接后分流器位于梯形進(jìn)料槽和梯形儲(chǔ)料槽中部,物料沿著分流器進(jìn)入上層進(jìn)料孔和下層進(jìn)料孔被擠壓,從設(shè)有的傾斜面上的上層出料孔和下層出料孔擠出,進(jìn)料孔與出料孔相互對(duì)應(yīng),交錯(cuò)貫通,進(jìn)料孔高于出料孔,并且有一定的斜度,這樣設(shè)計(jì)可較好的防止高溫料條黏結(jié)到出料板的板面上。同時(shí),為了提高料條的力學(xué)性能和更好的防止料條與出料板的黏結(jié)。在傾斜面下部出料板的一端的厚度中開設(shè)一條比較深的隔熱出風(fēng)沉孔,隔熱出風(fēng)沉孔與出料板平面上的出風(fēng)口貫通,并構(gòu)成一定向上的斜度,當(dāng)隔熱吹風(fēng)管套入隔熱出風(fēng)沉孔內(nèi)孔時(shí),隔熱出風(fēng)沉孔的沉臺(tái)恰好與凸臺(tái)擋住,此時(shí),隔熱吹風(fēng)管端設(shè)有的的進(jìn)風(fēng)孔中開設(shè)的一道出風(fēng)槽和出風(fēng)口的寬度和長(zhǎng)度相匹配,然后,通過隔熱吹風(fēng)管的另一端的四方頭進(jìn)行調(diào)節(jié)出風(fēng)槽與出風(fēng)口的位置,使冷卻風(fēng)能夠?qū)λ械牧蠗l起到冷卻,并控制料條處于高彈態(tài)時(shí)進(jìn)行拉伸取向,為了制得理想的高質(zhì)量顆粒料,在拉伸取向過程中,溫度、拉伸比、拉伸速度等工藝參數(shù)的控制非常重要。根據(jù)實(shí)踐經(jīng)驗(yàn),對(duì)于料條的取向拉伸通常在玻璃化轉(zhuǎn)變溫度Tg至熔融溫度Tm之間進(jìn)行,拉伸溫度控制在85~120℃,在給定的拉伸比和拉伸速度下,適當(dāng)降低拉伸溫度,分子伸展形變會(huì)增大,黏性會(huì)減小,有助于提高取向度,但溫度過低會(huì)降低分子鏈段的活動(dòng)能力,不利于取向[3],而過高溫度容易拉斷。另外,拉伸之后的料條應(yīng)迅速降溫,以保持高分子鏈的定向程度。該機(jī)頭通過拉伸,即可提高產(chǎn)品性能,又能夠防止料條與出料板的黏結(jié)。
5結(jié)束語(yǔ)
擠出塑料造粒機(jī)頭的結(jié)構(gòu)優(yōu)化設(shè)計(jì),通過在出料板的一側(cè)設(shè)置的分流器,使物料通過時(shí)可增加受熱面積,便于均勻加熱,進(jìn)一步改善了物料的塑化。進(jìn)料梯形儲(chǔ)料槽設(shè)計(jì),使物料能夠順利平穩(wěn)地進(jìn)人儲(chǔ)料槽,是熔體得到緩沖受熱,是物料更進(jìn)一步得到塑化,提升產(chǎn)品質(zhì)量。隔熱出風(fēng)沉孔和隔熱吹風(fēng)管構(gòu)成的冷卻裝置,可以將料條控制在Tg至熔融溫度Tm之間進(jìn)行拉伸取向,提高了產(chǎn)品性能,又防止了料條與出料板的黏結(jié)。整體機(jī)頭結(jié)構(gòu)設(shè)計(jì)合理,裝卸方便,流道設(shè)計(jì)布局合理,擠出穩(wěn)定,粒料表面光澤度好,強(qiáng)度高。
參考文獻(xiàn):
[1] 張煒,董力軍,梁軍.聚合物熔體在熱切造粒機(jī)頭的流場(chǎng)研究[J].橡塑技術(shù)與裝備,2008(8):1-3.
[2] 岳海云.PVC擠出機(jī)熱切造粒機(jī)頭設(shè)計(jì).[J].蘭化科技,1994,14(4):264-248.
[3] 成都科技大學(xué)合編,塑料成型模具[M].北京,輕工業(yè)出版社,1990(4)326-327.
[4] 葉蕊,王加龍,戚亞光.等,實(shí)用塑料加工技術(shù)[M].北京:金盾出版社,2000:121-122.
















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













