張文超1,吳迪1,王明偉1,李小虎1,崔恩銘1,周紀委1,葉星輝2
(1.大連工業大學機械工程與自動化學院,遼寧大連116034;2.浙江凱華模具有限公司,浙江臺州318020)
摘要:為解決汽車B柱上飾板注塑成型過程中出現的體積收縮和翹曲變形等缺陷問題,利用Moldex3D軟件,采用滑石粉改性聚丙烯材料對其注塑成型過程進行模擬。以注射時間、熔體溫度、模具溫度、保壓壓力、保壓時間為變量,體積收縮率和Z方向(產品脫模方向)的翹曲變形為目標,設計16組正交實驗。利用Critic權重法對二者進行權重計算,并通過計算綜合評分將多目標優化轉化為單目標優化;最終通過計算綜合評分的極差分析得到五個工藝參數的影響大小排序為:保壓壓力>模具溫度>充填時間>熔體溫度>保壓時間,最優成型工藝參數組合為充填時間為2s、熔體溫度為240℃、模具溫度為30℃、保壓壓力為70MPa、保壓時間為8s。將最優成型工藝參數組合進行模擬,得到該產品的體積收縮率為5.901%,Z方向翹曲變形量為1.75mm。與初始分析結果相比,體積收縮率降低了12.2%,Z方向翹曲變形量減小了9.04%。通過實際試模驗證,產品充填完全,質量良好,符合生產要求
關鍵詞:汽車B柱上飾板;Moldex3D;正交試驗;Critic權重法;工藝參數優化。
隨著近年來汽車輕量化進程的穩步推進以及我國塑料工業的不斷發展,塑料在汽車工業中的應用品類和范圍也在逐步擴大,汽車的內外飾件已基本實現塑料化[1]。汽車立柱飾板是汽車內飾件中必不可少的一部分。表面上,其不僅可以提升汽車內部的觀感,還可以保護立柱表面,避免日常使用中的磨損和劃傷,并對立柱內部的連接件和線束進行隱藏,提高汽車內部的舒適感;結構上,其可以增強立柱的結構穩定性,對連接汽車的頂部和底部車身起著重要作用,使車身更加穩定和堅固,還可以起到部分緩沖和吸能的作用,以減輕碰撞時對乘員產生的沖擊力[2-4]。
在實際注塑生產過程中,有諸多因素影響此類塑件的成型質量,尤其體現在工藝參數的選擇上。選擇不當的成型工藝參數,會引起翹曲、飛邊、熔接線等成型缺陷。針對注塑工藝參數尋優已有較多的研究提供參考。孫肖霞等[5]以冰箱抽屜為研究對象,采用漸進式正交試驗并結合灰色關聯法進行極差分析快速找到最佳工藝成型參數,提高了制品質量。李姝等[6]采用熵權法對汽車左側前保險杠成型時的翹曲變形和體積收縮缺陷進行優化,通過對綜合評分的極差分析得出最優工藝參數。Lo[7]利用Moldflow對電腦散熱風扇的葉輪進行注塑過程模擬,為解決翹曲問題采用田口法與灰色關聯度相結合的方法確定最佳工藝參數,以減少試模成本,提高產品質量。朱紅萍等[8]通過理論分析、有限元仿真以及實驗驗證的方法對洗衣機水盒蓋進行成型質量分析,以熔接線為優化目標進行田口實驗,從而得到最優工藝組合,并通過模具設計以及試模驗證其成型質量。Hiyane-Nashiro等[9]提出了EAAWSM加權求合法,通過與Taguchi-Gray,TOPSIS,MOGA三種優化方法對比,有效降低了塑件的收縮率和翹曲,表明這種方法對優化兩個或者多個變量的優勢與結果具有可靠性。任立輝等[10]為提高坐廁椅面板注射成型質量,以翹曲變形量、縮痕指數、體積收縮率為評價指標,利用Critic法確定了各評價指標權重系數,采用基于TOPSIS的灰色關聯綜合評價方法,獲得了塑件的最佳注塑工藝參數組合。上述研究大多通過復雜的計算或者程序進行工藝優化,在生產時比較費時費力,且無法保證提高生產效率和節省生產成本。而利用Critic權重法進行工藝參數尋優其優勢在于能夠有效處理多目標問題,找出相對平衡的解決方案,可以根據實際需求調整權重,以精確反應目標的重要性從而得到更合理的工藝參數;計算速度相對較快,以提高生產效率、降低能耗、減少生產成本。
基于上述分析,筆者以汽車B柱上飾板為研究對象,利用Moldex3D軟件對其注塑成型過程模擬。在初始工藝分析的基礎上通過設計正交試驗,運用Critic權重法計算體積收縮率和Z方向(產品脫模方向)翹曲變形量的權重,再通過對綜合評分的極差分析,將多目標優化轉化為單目標優化,以得出最優成型工藝參數。最終結合仿真模擬和實際試模驗證,來提高產品的品質和合格率。
1汽車B柱上飾板工藝性分析
1.1 產品結構
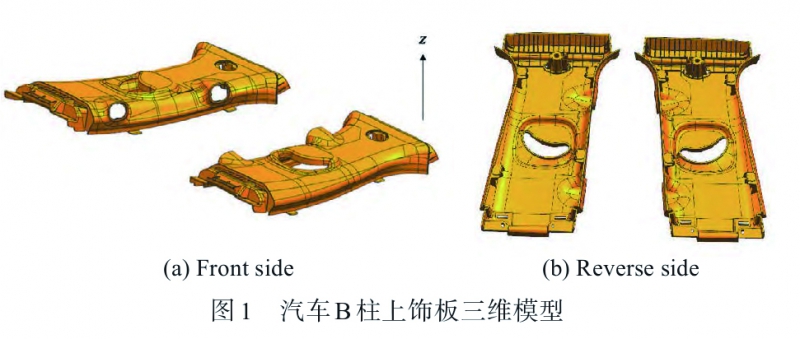
利用UG10.0對某型號汽車B柱上飾板進行三維模型建立,單個塑件長度為445mm,寬度為252mm,高度為60mm,體積為323049.73mm3,平均壁厚約為2.5mm。圖1為汽車B柱上飾板三維模型。從圖1看出,塑件的背面具有復雜的結構,包含多個卡扣和加強筋。該塑件成型時需要同時滿足外觀表面平整光潔、無飛邊毛刺、熔接線等缺陷的要求,還要保證能否與其他件正確配合安裝。因此,成型過程中需避免產生較大的翹曲和體積收縮現象。
1.2產品的材料特性
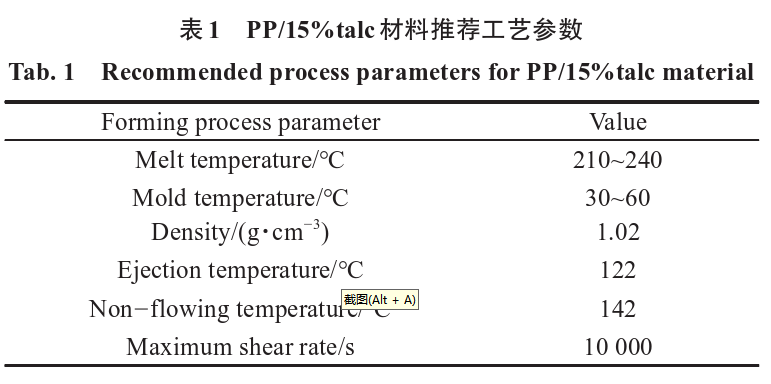
筆者選用由蘇州旭光聚合物有限公司生產的型號為P221T-UV的含有15%滑石粉(talc)填充的聚丙烯材料。該材料經常應用于成型汽車內飾件,有良好的力學性能和優異的耐UV老化性能[11]。該材料所推薦的工藝參數列于表1。
1.3 設計澆注系統
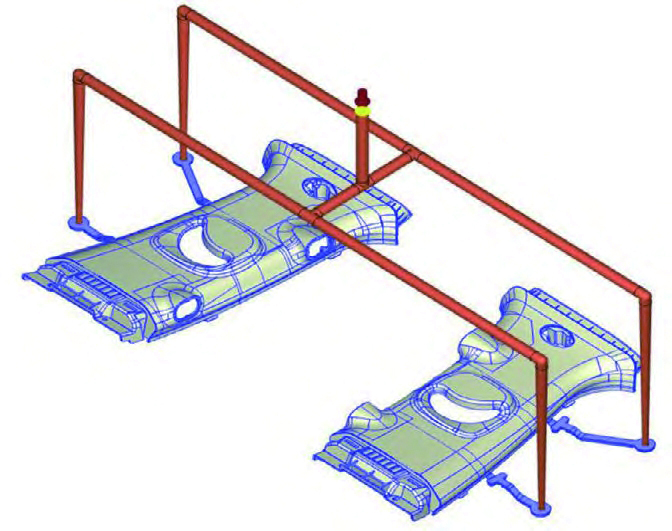
為了使熔融材料快速充填型腔,節省原材料的同時還要減小壓力和熱量損失,所以采用熱流道和普通流道相結合的復合進料結構[12]。該塑件對表面質量要求較高,遂采用潛伏式牛角澆口進行一模兩腔成型。本次澆注系統方案如圖2所示。
圖2澆筑系統
1.4網格的劃分與處理
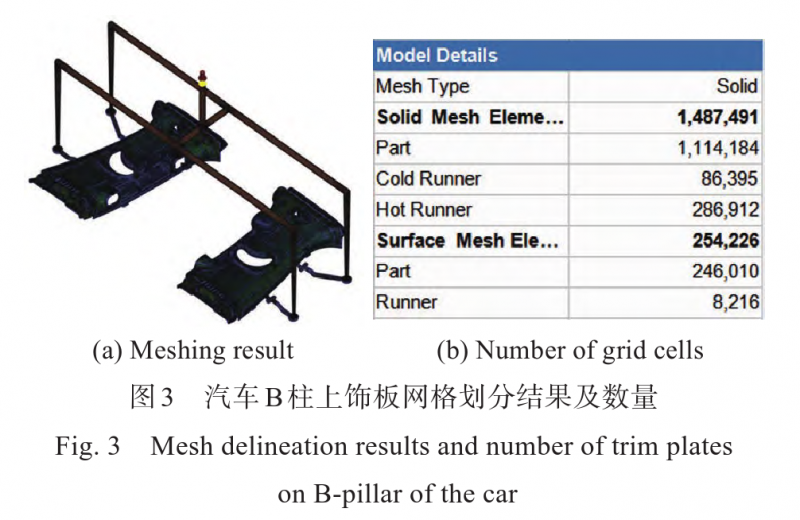
首先在CADdoctor中修復和簡化塑件模型,將修復簡化完的模型導入Moldex3D中分別對塑件和流道系統進行網格劃分并手動修復網格缺陷。最終得到網格數量總數為1487491個。圖3為汽車B柱上飾板網格劃分結果及數量。
1.5初始工藝參數分析
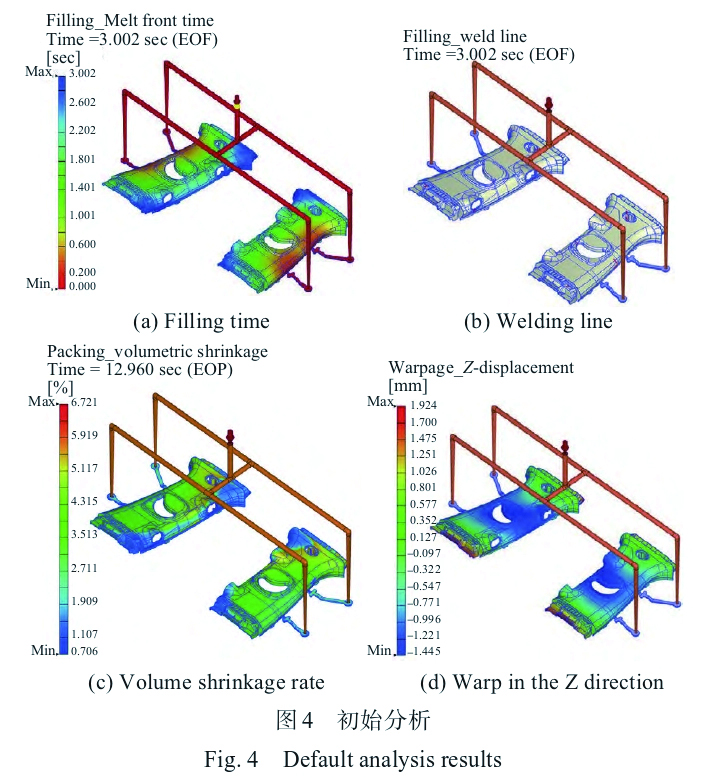
在Moldex3D中對該塑件模擬注塑成型的初始工藝參數設為:充填時間3s、塑料溫度220℃、模具溫度45℃、保壓時間10s、保壓壓力70MPa。對初始工藝參數進行“充填+保壓+翹曲”分析,圖4為初始模擬結果,該塑件體積收縮率為6.721%,Z方向翹曲變形上翹1.924mm,下榻1.445mm。體積收縮率不均勻和Z方向的翹曲過大會對產品造成很大影響,比如產生尺寸失控、安裝時發生不匹配等問題,所以需將二者控制在6.3%和1.8mm以下的范圍內。初始分析結果并不符合要求,因此繼續對體積收縮率以及Z方向翹曲進行優化,以達到設計指標要求,并改善塑件質量和提高生產效率。
圖4初始分析
2成型工藝正交試驗設計與結果分析
2.1 正交試驗因素與水平
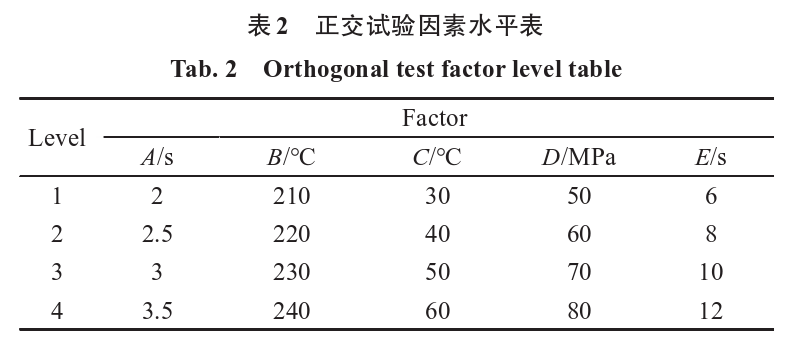
均勻的體積收縮率和較低的Z方向翹曲變形量取決于塑件成型過程中工藝參數的調整,因此選用合適的成型工藝參數就顯得十分重要。因此選取注射時間(A)、熔體溫度(B)、模具溫度(C)、保壓壓力(D)、保壓時間(E)為變量,體積收縮率和Z方向的翹曲量為優化目標,根據所使用的成型材料參數,選擇4個水平進行正交試驗設計。正交試驗因素水平表見表2。
2.2正交試驗方案設計
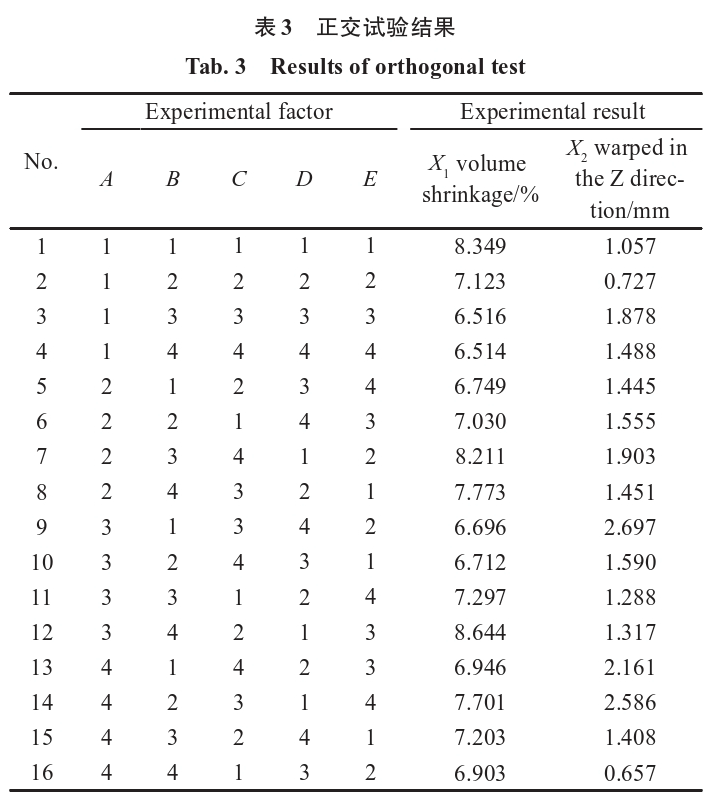
根據表2的因素水平表得知,需要選取L16(45)正交表進行試驗。使用Moldex3D模流分析軟件進行16組注塑成型過程的模擬,并得到每次試驗汽車B柱上飾板本體在Z方向的翹曲變形量和體積收縮率。正交試驗結果見表3。
3 Critic權重法
Critic權重法是根據各目標所占的權重,通過計算綜合評分將多目標優化轉化為單目標優化,最終進行極差分析得到影響目標因素的主次及最優成型方案[13]。本次試驗的目標是同時優化汽車B柱上飾板成型中的體積收縮率和Z方向翹曲變形兩種缺陷,通過改變工藝參數,以尋求二者的最優成型工藝方案。
由于所要優化的體積收縮率和Z方向翹曲量所在量綱和單位不同,所以要先進行無量綱化處理,使數據的比較和分析變得更加方便和準確。計算公式見式(1)。
 (1)
(1)
式中:x'ij表示無量綱化后的值;xij表示第i次試驗j指標所對應的試驗值;minxij表示本次試驗中的最小值;maxxij表示本次試驗中的最大值[14]。在Critic權重法中,為反映一個數據集的離散程度,遂采用標準差來表示各指標內取值的差異波動情況。標準差越大表示該指標的數值差異越大,越能反映出更多的信息,該指標本身的評價強度也就越強[15],計算公式為式(2)。
 (2)
(2)
式中:Sj表示第j個指標的標準差;j表示第j個指標的平均值;n表示試驗次數,n取16。
信息量表示評價指標在整個評價指標體系中的作用[10],其計算公式為公式(3)。
 (3)
(3)
式中:Cj表示第j個指標的信息量;rij表示評價指標i和j之間的相關系數。
權重是指某一因素或指標所占的百分比,表示該因素或指標在整體評價中的相對重要程度[16-17],其計算公式為公式(4)。
 (4)
(4)
式中:ωj表示第j個指標的權重。
計算Critic綜合評分值如式(5)所示:
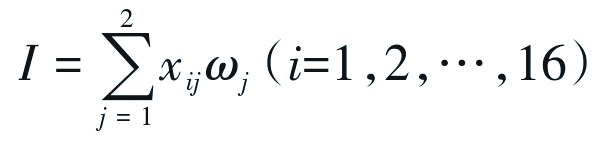 (5)
(5)
式中:I表示綜合評分。
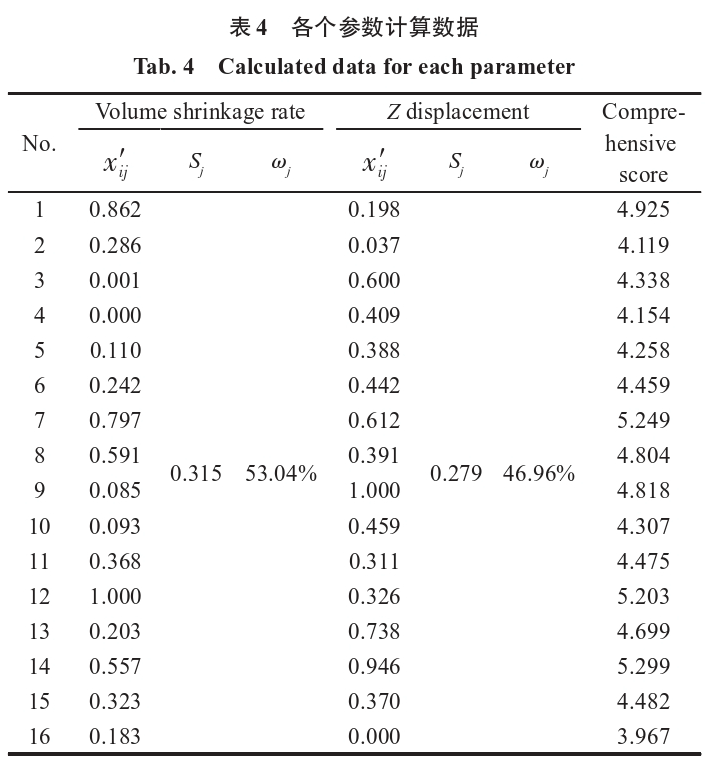
將表3的試驗結果分別帶入到公式(1)~(5)中,得到無量綱化、標準差、信息量、權重以及綜合評分的值列于表4。
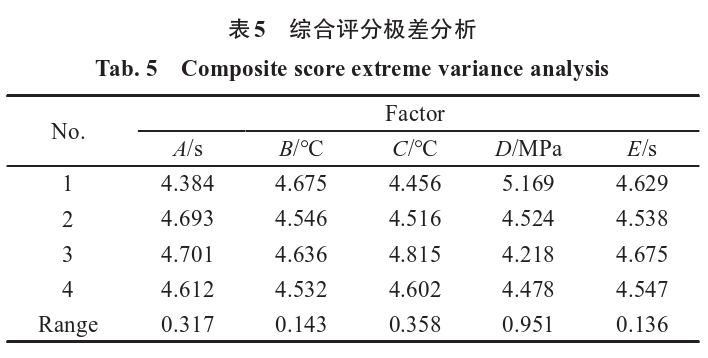
將最終綜合評分的值進行極差分析,見表5。極差值越大,說明該因素對綜合評分影響越大。
通過分析表5綜合評分的極差,可以得出保壓壓力對綜合評分影響最大,其次是模具溫度、充填時間和熔體溫度的影響,而保壓時間對綜合評分的影響最小。因此得到綜合評分的最優成型工藝參數組合為A1B4C1D3E2,即充填時間2s、熔體溫度240℃、模具溫度30℃、保壓壓力70MPa、保壓時間8s。
4優化模擬結果對比分析
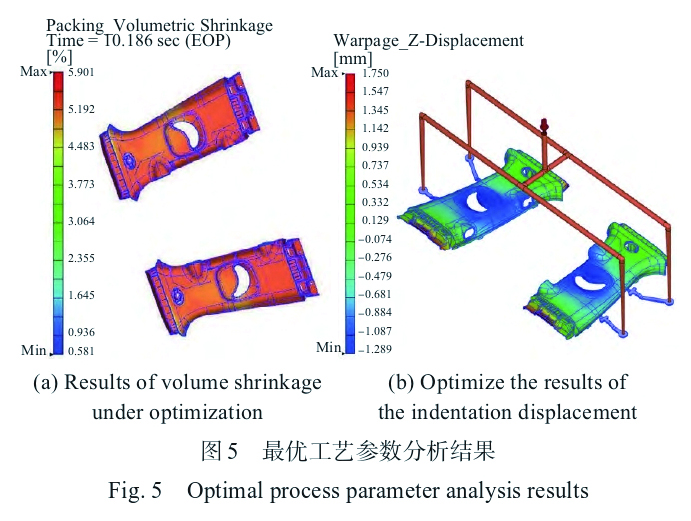
根據上述綜合評分優化的最優成型工藝參數組合A1B4C1D3E2在Moldex3D中進行模擬分析,綜合評分優化的最優工藝參數組合模擬結果如圖5所示。該產品初始工藝參數組合與綜合評分優化的最優成型參數組合數據對比見表6。
圖5最優工藝參數分析結果
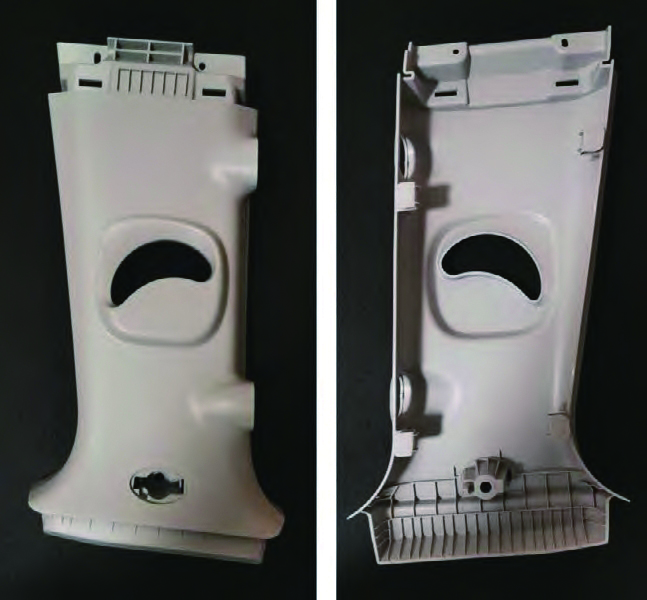
表6初始工藝參數與最優工藝參數對比
從圖5及表6可以看出,綜合評分優化的最優工藝參數組合方案成型下體積收縮率為5.901%,Z方向翹曲變形為上翹1.75mm,下榻1.289mm,相較于初始成型分析下分別減小了1.466%和0.174mm,降低了12.2%和9.04%,得到了相對較優的成型結果,使塑件成型質量明顯提高。
為了驗證試驗的準確性,將最優工藝參數組合A1B4C1D3E2輸入注塑機進行現場試模驗證,試模樣品如圖6所示。經過對試模樣品的觀察,可以得出該塑件的成型效果良好,表面沒有明顯的外觀缺陷。此外,其體積收縮率和Z方向的翹曲變形量符合要求,可以滿足正常裝配。驗證了正交實驗與Critic權重法相結合的優化方法的可行性,提高產品質量的同時能夠提升生產效率。
圖6汽車B柱上飾板試模樣品
5結論
(1)基于Moldex3D模流分析軟件對汽車B柱上飾板的體積收縮率和Z方向翹曲變形量兩種缺陷進行分析,并采用正交實驗與Critic權重法相結合的方法,將兩種缺陷轉化為綜合評分值來進行工藝參數優化。
(2)通過計算綜合評分的極差以得到影響二者的因素主次為:保壓壓力>模具溫度>充填時間>熔體溫度>保壓時間,并最終得出最優成型工藝方案A1B4C1D3E2,即充填時間2s、熔體溫度240℃、模具溫度30℃、保壓壓力70MPa、保壓時間8s。
(3)通過對最優工藝參數組合進行模擬分析,得出體積收縮率為5.901%和Z方向翹曲變形量為1.75mm;與初始分析相比,二者分別降低了12.2%和9.04%;結合現場試模驗證,該塑件成型質量良好,滿足正常裝配,符合批量生產要求。
參考文獻
[1] 盧惠親,翟建廣,竺宇洋,等.汽車內飾件注塑成型工藝參數的分析與優化[J].農業裝備與車輛工程,2022,60(1):138?141.
[2] 朱春州.內飾低壓注塑件質量控制研究[J].山東工業技術,2018 (23):1?3.
[3] 林建兵.汽車內飾件注塑成型數值模擬及缺陷分析[J].制造業自動化,2015,37(13):106?108.
[4]鄧鳳霞,劉勇.汽車注塑件典型外觀缺陷分析及消除對策[J].湖北汽車工業學院學報,2015,29(1):47?51.
[5] 孫肖霞,張俊.基于漸進式正交試驗的注塑工藝多目標優化[J]. 塑料科技,2017,45(10):86?89.
[6] 李姝,周紀委,王明偉,等.基于熵權法的汽車左側前保險杠注塑成型工藝參數優化[J].塑料科技,2023,51(7):80?84.
[7] LO C. Analysis of injection molding for computer cooling fans by Taguchi method and grey relational analysis[J]. Filomat,2016,30 (15):4 199?4 211.
[8] 朱紅萍,王星星.基于田口實驗的水盒蓋注塑工藝參數優化與模 具設計[J].塑料科技,2022,50(12):80?84.
[9]HIYANE-NASHIRO G,HERNÁNDEZ-HERNÁNDEZ M, ROJAS-GARCÍA J,et al. Optimization of the reduction of shrink‐ age and warpage for plastic parts in the injection molding process by extended adaptive weighted summation method[J]. Polymers, 2022,14(23).DOI:10.3390/polym14235133.
[10] 任立輝,李富柱,王勻,等.基于優劣解距離法-灰色關聯分析的注射成型質量多目標優化[J].中國塑料,2022,36(2):96?102.
[11] 胡勇.汽車內飾門護板總成的設計與工藝研究[J].企業科技與發展,2014(12):63?66.
[12] 王利軍,徐佩弦.注射模整體式熱流道系統[J].模具制造,2014,14(7):61?64.
[13] 劉長城,劉泓濱.基于Critic權重法的車燈燈框注塑成型工藝參數的多目標優化實驗[J].塑料科技,2023,51(1):101?104.
[14] 張慶,葛東東,何也能.基于灰色關聯和Kriging模型的汽車飾件注塑工藝優化[J].塑料,2023,52(1):180?186.
[15] 俞立平. CRITIC評價方法的修正及在學術期刊評價中應用研究[J].圖書館雜志,2022,41(5):56?62.
[16] 王曉東,王權,陳拓,等.基于灰色關聯分析和熵權法的雙色注塑多目標參數優化[J].中國塑料,2022,36(7):115?120.
[17] 秦欣,蘇小平,陳相宇.基于熵權法的汽車進氣歧管上蓋注塑方案多目標優化[J].塑料科技,2019,47(3):70?75.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





