吳延凱,凌飛
河南工業(yè)職業(yè)技術(shù)學(xué)院,河南南陽(yáng)473000
摘要:針對(duì)注塑機(jī)料筒溫度回路非線性、大慣性、純滯后的特點(diǎn),提出一種改進(jìn)粒子群算法,用其優(yōu)化并行式2自由度比例積分微分(proportional integral differential,PID),并將其用于料筒溫度回路。通過(guò)MATLAB仿真,驗(yàn)證上述方法具有響應(yīng)快、調(diào)節(jié)時(shí)間短、超調(diào)量小等優(yōu)點(diǎn),能更好滿足注塑機(jī)料筒溫度的控制要求。
關(guān)鍵詞:注塑機(jī);料筒溫度;粒子群算法;2自由度;MATLAB
引言
注塑機(jī)是一個(gè)機(jī)、電、液一體化的典型自動(dòng)化控制系統(tǒng),可一次成型復(fù)雜塑料產(chǎn)品,其適應(yīng)能力強(qiáng)、效率高,被廣泛用于國(guó)防、工業(yè)、農(nóng)業(yè)等領(lǐng)域。因注塑技術(shù)的進(jìn)步,對(duì)注塑機(jī)自動(dòng)化程度要求越來(lái)越高,最突出的是料筒溫度控制,溫度過(guò)高、過(guò)低都會(huì)影響產(chǎn)品質(zhì)量,因此,對(duì)料筒溫度的控制就顯得尤為重要[1]。對(duì)于料筒溫度控制,本文提出一種并行式2自由度PID取代傳統(tǒng)比例積分微分(proportional integral differential,PID),并提出改進(jìn)粒子群優(yōu)化算法(PSO)對(duì)其參數(shù)進(jìn)行優(yōu)化,通過(guò)仿真證明其具有優(yōu)良控制效果。
1料筒溫度模型建立
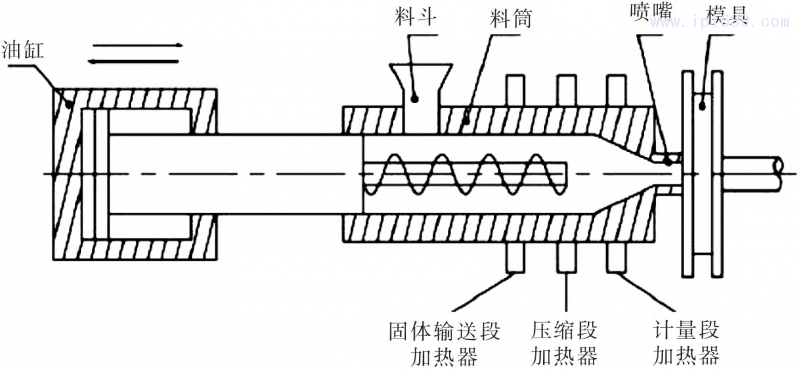
在注射成型中,影響塑料成型的因素很多,諸如材料結(jié)晶性、流動(dòng)性、料筒溫度等,而料筒溫度直接關(guān)系到筒內(nèi)物料均勻度,影響成品好壞。若溫度過(guò)高,原料分子交融質(zhì)變,間隙變大,產(chǎn)生發(fā)泡現(xiàn)象,影響注射;若溫度過(guò)低,熔融不佳,螺桿間產(chǎn)生阻力,阻擾注射順暢性,塑料固化在筒內(nèi)產(chǎn)生破壞[2]。料筒加熱方式是把料筒分成若干段,每段外側(cè)放置加熱器保證受熱均勻,根據(jù)模具工藝需求,各段溫度設(shè)置不同,可滿足對(duì)熔體各段溫度值的要求,生產(chǎn)中注塑機(jī)一般分為3段或4段加熱。注塑機(jī)料筒結(jié)構(gòu)如圖1所示。
圖1 注塑機(jī)料筒簡(jiǎn)圖
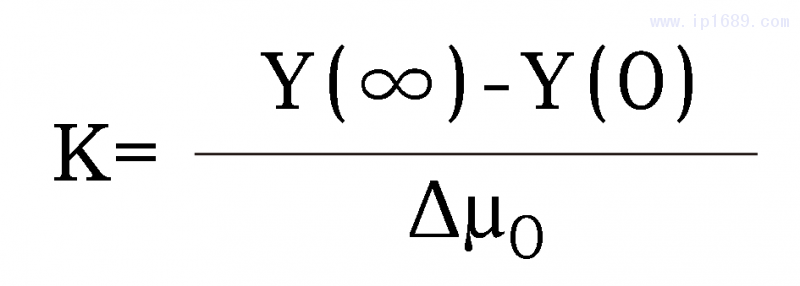
針對(duì)料筒溫度回路時(shí)間常數(shù)大、滯后時(shí)間大、耦合性強(qiáng)、非線性的復(fù)雜特點(diǎn),可近似將其看作一階慣性加延遲環(huán)節(jié)。對(duì)于其參數(shù)確定,可用切線法來(lái)估算模型中的增益K、時(shí)間常數(shù)T及對(duì)象純滯后時(shí)間τ[3]。首先增益K的確定為:
然后是時(shí)間常數(shù)T的確定,可在響應(yīng)曲線上找到(t1,0.632y(∞))點(diǎn),也即找到y(tǒng)(t1)=0.632y(∞)對(duì)應(yīng)的橫軸t1,則時(shí)間常數(shù)T=t1-t0。
最后是純滯后時(shí)間τ確定,響應(yīng)曲線中切線與橫軸交點(diǎn)值即被控對(duì)象純滯后時(shí)間τ值。
2并行式2自由度PID
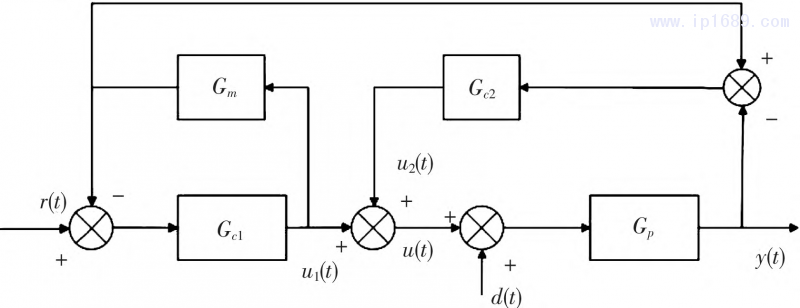
在工業(yè)控制中,PID被廣泛應(yīng)用。若采用傳統(tǒng)PID,參數(shù)僅有1組可調(diào),抗擾特性、目標(biāo)值追蹤特性不能同時(shí)達(dá)到最優(yōu)。為解決該問(wèn)題,2自由度PID應(yīng)運(yùn)而生;實(shí)際控制中,其調(diào)節(jié)效果確實(shí)優(yōu)于傳統(tǒng)PID。具體優(yōu)點(diǎn)為:在目標(biāo)值追蹤和抗擾特性上,2自由度PID可同步調(diào)整兩者達(dá)到最佳狀態(tài)[4]。本文在2自由度PID基礎(chǔ)上,提出并行式2自由度PID,其結(jié)構(gòu)如圖2所示。
圖2 并行式二自由度PID
對(duì)于PD控制器Gc1而言,系統(tǒng)給定值的跟蹤性能受其控制,其表達(dá)式為:
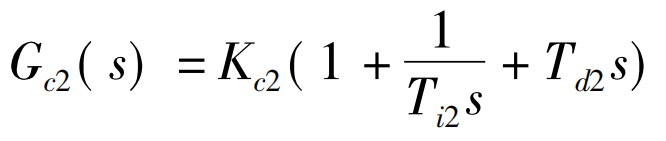
對(duì)于PID控制器Gc2而言,系統(tǒng)抗干擾能力受其控制,其表達(dá)式為:
在式(2)和式(3)中,Kc1及Kc2是增益,Td1及Td2是微分常數(shù),Ti2是積分常數(shù)。
則該2自由度的閉環(huán)輸出表達(dá)式為:
3改進(jìn)PSO算法設(shè)計(jì)
遺傳算法(GA)和粒子群算法都是經(jīng)典群智能算法,本文在傳統(tǒng)粒子群算法基礎(chǔ)上,融入遺傳思想,設(shè)計(jì)出一種改進(jìn)PSO,該算法可彌補(bǔ)缺點(diǎn),增強(qiáng)優(yōu)點(diǎn),相比單一算法具有更好的全局尋優(yōu)能力,提高了算法性能。改進(jìn)PSO引入了GA的雜交、變異算子,以擴(kuò)充種群數(shù)量,防止過(guò)早收斂而陷入局部最優(yōu)。為防止加入雜交、變異算子后影響算法穩(wěn)定性,采用擇優(yōu)去劣思想,對(duì)個(gè)體適應(yīng)度值從高到低排序,優(yōu)先選擇適應(yīng)度值高的個(gè)體[5]。具體的算法原理如下。
1)將各微粒賦值隨機(jī)數(shù)r1和r2,比較其值是否小于或等于雜交、變異概率來(lái)判斷目前微粒是否可雜交、變異。
2)雜交單體被選中后,選擇群體中隨機(jī)微粒進(jìn)行雜交,其子代微粒位置由雙親通過(guò)以下公式來(lái)確定。
式中:xi1(t)和xi2(t)為交叉前粒子位置;xi1(t+1)和xi2(t+1)為交叉后粒子的位置;r為[0,1]的隨機(jī)數(shù)。
3)變異微粒被選中后,會(huì)再次變異以產(chǎn)生更優(yōu)秀微粒,變異的具體方式如下。
式中:xji表示第i個(gè)粒子的第j維向量;xjmin和xjmax分別為xji的上限和下限;r為隨機(jī)數(shù),n為當(dāng)前迭代次數(shù)。
4)對(duì)于交叉、變異微粒,須做范圍檢測(cè),對(duì)于越位微粒,采用式(7)生成新變異微粒,替換越位微粒。若微粒進(jìn)化斷停,過(guò)早收斂時(shí),可越過(guò)目前位置跳入新區(qū)域繼續(xù)尋優(yōu)。
5)前面微粒在交叉、變異時(shí),因跳躍尋優(yōu)使種群復(fù)雜度得以保持,但會(huì)使種群在全局尋優(yōu)中失敗,故把擇優(yōu)去劣思想應(yīng)用到算法中,以免造成優(yōu)秀基因遺失。若優(yōu)秀微粒數(shù)量為種群1/4,在尋優(yōu)中對(duì)迭代后的種群和優(yōu)秀微粒合并,按適應(yīng)度值排序,去掉靠后1/4個(gè)體以保證種群數(shù)量不變,并將靠前1/4個(gè)體的速度、位置及適應(yīng)度值替代舊的優(yōu)良個(gè)體,以提高整體適應(yīng)度值,加快算法的收斂速度。
4基于MATLAB的實(shí)例分析
為驗(yàn)證文中所提方法的有效性,將此方法運(yùn)用到注塑機(jī)料筒溫度控制回路中,通過(guò)前面的建模、辨識(shí),確定注塑機(jī)料筒溫度回路的被控對(duì)象如下。
對(duì)于文中所述問(wèn)題,一般取種群規(guī)模為100,可達(dá)到理想優(yōu)化效果;最大迭代次數(shù)取100。在遺傳算法中,交叉概率一般取0.4~0.9,文中取最大值0.9,以保證種群的多樣性;變異概率取0.1;優(yōu)秀個(gè)體數(shù)設(shè)置為25。
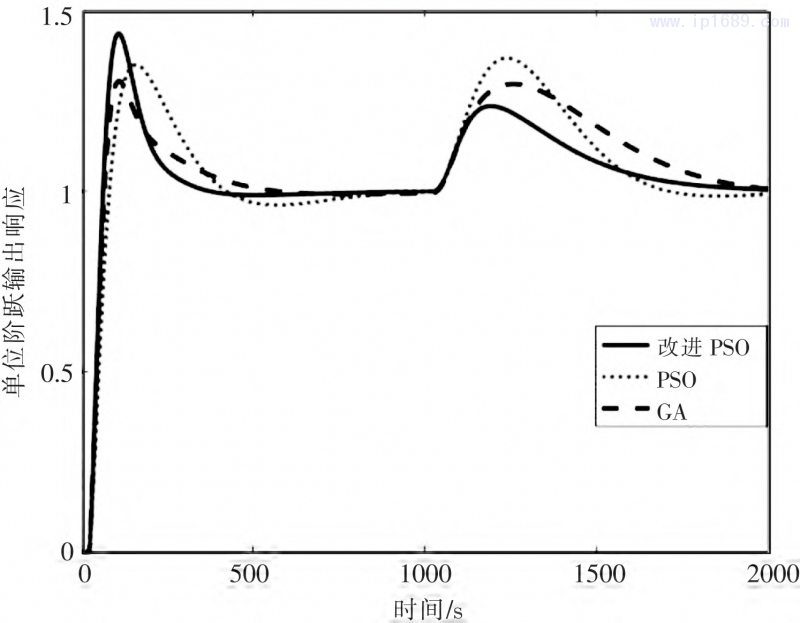
通過(guò)MATLAB仿真,得到改進(jìn)PSO整定并行式2自由度PID的階躍響應(yīng)曲線、GA整定并行式2自由度PID和PSO整定并行式2自由度PID的階躍響應(yīng)曲線,如圖3所示。
圖3 控制效果對(duì)比圖
運(yùn)用MATLAB計(jì)算,得到目標(biāo)值跟蹤特性和抗擾動(dòng)特性2階段的IAE及ISE值,對(duì)應(yīng)性能指標(biāo)值如表1所示。
表1 不同算法控制性能對(duì)比
通過(guò)圖3和表1分析知,提出的改進(jìn)PSO與其他算法在優(yōu)化2自由度PID參數(shù)時(shí),均具有優(yōu)良性能指標(biāo),相比其他方法有更小的超調(diào)量、調(diào)節(jié)時(shí)間、IAE及ISE。從圖3也可看出,提出的方法有著更快的響應(yīng)速度和較小的超調(diào)量,受到擾動(dòng)后可快速穩(wěn)定于終值
附近,有著更好的抗擾性能。
5結(jié)束語(yǔ)
本文從粒子群算法和遺傳算法原理出發(fā),發(fā)現(xiàn)二者具有很強(qiáng)互補(bǔ)性,提出改進(jìn)PSO算法,該算法以PSO為主體,融入交叉、變異算子,可防止傳統(tǒng)PSO早熟收斂問(wèn)題。將改進(jìn)PSO優(yōu)化2自由度PID,并用MATLAB進(jìn)行料筒溫度回路仿真。試驗(yàn)表明:改進(jìn)PSO的并行式2自由度PID在料筒溫度控制中具有更優(yōu)良的控制效果。
參考文獻(xiàn):
[1]陶西孟.注塑機(jī)溫度控制系統(tǒng)算法研究與實(shí)現(xiàn)[D].綿陽(yáng):西南科技大學(xué),2015.
[2]胡亞南,張洪興,豐會(huì)萍.基于模糊神經(jīng)網(wǎng)絡(luò)的注塑機(jī)料筒溫度控制策略[J].塑料,2019,48(4):91-95.
[3]丁鋒,徐玲,劉喜梅.傳遞函數(shù)辨識(shí)(1):階躍響應(yīng)兩點(diǎn)法和三點(diǎn)法[J].青島科技大學(xué)學(xué)報(bào),2018,39(1):1-14.
[4]杜祎君.串級(jí)時(shí)滯過(guò)程的分?jǐn)?shù)階二自由度控制方法研究[D].太原:太原科技大學(xué),2021.
[5]楊智,陳穎.改進(jìn)粒子群算法及其在PID整定中的應(yīng)用[J].控制工程,2016,23(2):161-166.

















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













