李曉蒙,羅文龍,李京浩,李昂,何鑫
(北京和瑞儲能科技有限公司,北京102209)
摘要:氧化還原液流電池是一種適用于大規模應用、安全穩定、綠色環保的長時儲能技術。流道框是液流電池里的關鍵部件,起到了提供電解液流道、支撐其他零部件和密封的重要作用,通常采用注塑成型。本文基于雙色注塑工藝,設計了一款流道框與密封墊的一體化結構,該結構可以采用改性聚丙烯作為流道框本體材料、動態硫化熱塑性彈性體TPV作為密封墊材料,通過雙色注塑工藝加工成型。本文還通過仿真分析確定了材料選型及注塑工藝的可行性,并進行了注塑試驗,得到了翹曲度小于1mm的理想流道框-密封墊一體化制品。最后,將該制品組裝成單電池,經過40圈的充放電性能測試,電化學性能無衰減,且沒有泄漏或變形。本文為儲能液流電池流道框的大規模生產提供了新的設計與生產思路。
關鍵詞:雙色注塑;液流電池;流道框;TPV;改性聚丙烯
引言
電化學儲能是目前各類儲能應用中,除抽水蓄能之外應用最廣泛、技術發展最快、產業基礎最好的儲能技術。液流電池技術是一種大規模、高效率、安全環保的電化學儲能技術,通過反應活性物質的價態變化實現電能與化學能相互轉換與能量存儲。
常見的液流儲能系統根據正負極電解液中活性電堆種類的不同,可分為全釩液流電池、鐵鉻液流電池、鋅鐵液流電池等。全釩液流電池是目前走在產業化應用最前端的技術之一,2016年國家能源局批復了第一個百兆瓦級全釩液流電池儲能調峰電站,規模達到200MW/800MWh,也是全球最大規模的液流電池儲能電站[1]。另外,由國家電投科學技術研究研發的鐵鉻液流電池技術,于2020年完成了250kW/1.5MWh儲能示范電站的建設,標志著該項技術向大規模商業應用又邁近了一步[2]。液流電池系統中的功率單元是電池堆,電池堆的性能與穩定性決定著整個系統的運行壽命。電池堆主要由離子交換膜、電極、雙極板、流道框等組成,隨著運行時長的增加,電堆往往會出現密封失效、電解液泄漏、性能衰減等問題,從而影響電池系統的正常使用[3]。流道框在電堆中起著極為重要的作用,是電解液在電池內循環流動的承載裝置,既要為電堆中的各零部件提供支撐、裝配位置,又要提供均勻的電解液流道,同時還要滿足密封要求。隨著液流電池儲能應用規模的擴大,流道框的質量穩定性和生產效率就顯得尤為重要。常規的流道框采用注塑生產,材料多為聚丙烯、聚乙烯等常見塑料,注塑成型后再人工或自動安裝橡膠密封圈或密封墊。這種生產及裝配方式并不適合大規模的流道框生產。
本文提出一種基于雙色注塑成型工藝的新型液流電池流道框-密封墊一體化設計,采用改性聚丙烯材料作為一射流道框本體,采用EPDM/PP動態硫化熱塑性彈性體TPV材料(以下簡稱TPV)作為二射密封墊。本文首先基于雙色注塑工藝要求設計了流道框-密封墊一體化結構,再通過仿真分析,確定了材料、模具澆口位置及數量,后通過試驗驗證得到了符合使用要求的液流電池流道框注塑制品,最后將該電池流道框安裝成了電池,經過長時間充放電測試電池性能良好,未出現泄漏和變形。
1雙色注塑工藝
雙色注塑成型是一種既普遍又很有技術含量的塑料注塑成型工藝,它是將不同塑料材料或者相同塑料材料不同顏色的兩種塑料材料注射在一起,成為一個注塑產品。雙色注塑成型的優點為:產品精度高,質量穩定;結構強度好,耐久性好[4]。雙色注塑工藝目前已普遍應用在了汽車、醫療等領域,但是在液流電池領域中尚屬首次嘗試。
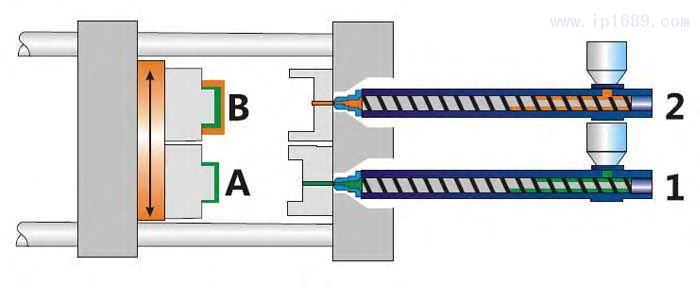
雙色注塑成型可以采用普通的注塑機,通過兩次注塑來實現,也可以利用雙色注塑機,將兩種不同的塑料在同一機臺上完成注塑。前者對設備要求不高,但生產效率較低,精度差,后者適用范圍和產品質量好,生產效率高,是目前的趨勢,也是本文將采用的方法。這種方法的工作步驟如下圖1所示,注塑機的料管1將A原料射入下方型腔成型中形成第一射產品,開模后機臺平面內旋轉180°,將下方模具旋轉到上方,B原料經過料管2射入上方模具型腔成型第二射產品,同時料管1繼續將A原料射入下方型腔中[4]。
圖1 雙色注塑工藝示意圖
2注塑材料的選擇
液流電池流道框注塑材料的選擇需要滿足以下幾點要求:(1) 滿足液流電池的使用溫度50~70℃;(2) 材料有較強的耐老化、耐強酸等化學介質性質;(3) 流道框本體材料與密封圈材料均滿足注塑工藝要求,有良好的流動性,且兩種材料可以化學相容,注塑成品翹曲變形小;(4)密封圈材料具有良好的耐熱性、機械性能及密封性能;(5)流道框本體材料具有優異的力學性能及耐高溫性能;(6) 材料成本低廉,供給充足。
2.1本體材料
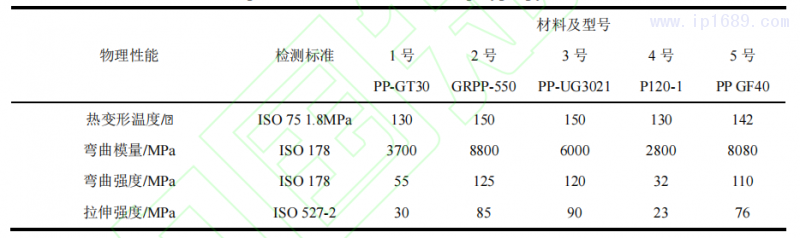
聚丙烯(PP)是一種通用的熱塑性樹脂,由于晶體結構規整,結晶度較高,具備易加工成型、彎曲強度高、電絕緣性好、較高溫度下力學性能保持良好等優點[5]。但是,一般聚丙烯制品會出現尺寸不穩定,收縮大等問題,行業內常采用添加填充材料如無機填料和增強纖維的方法對聚丙烯進行改性。采用滑石粉、硅灰石、碳酸鈣等無機填料進行聚丙烯填充改性,可以增大制品的剛性、降低收縮變形[6-7];采用玻纖增強聚丙烯可以使制品在整體力學性能、耐熱性、收縮變形上均有明顯改善,并且耐酸性比較好,是一種較優的改性方法[8]。因此,改性聚丙烯材料是一種非常適合用作液流電池流道框的注塑成型材料,下表1為滿足液流電池流道框力學條件的市面上常見品牌、型號的改性聚丙烯材料性能表。本文中計算仿真及試驗材料為5號添加40%玻纖的改性聚丙烯材料。
表1不同改性聚丙烯材料的性能參數
2.2密封材料
TPV是一類特殊的熱塑性彈性體,它是美國人Gessler于上世紀60年代提出的一種通過將熱塑性樹脂和彈性體的混合物進行動態硫化制得的熱塑性彈性體[9-10]。美國MONSANTO公司于1981年成功實現了EPDM/PPT PV的工業化量產,并且將其產品注冊了商品名Santoprene[11-12]。與普通的熱塑性彈性體相比,由于橡膠組分硫化完全,并均勻地分散在熱塑性基體中,TPV的物理機械性能和加工穩定性都有顯著的改善,在汽車、電子等領域具有廣泛的應用前景[13]。
TPV材料集中了橡膠和塑料兩種材料的特點:1、具有塑料的可塑性,可以同塑料一樣進行各種成型加工,如擠出、注塑、吹塑等,并能與PP、EPDM等進行粘合;2、具有橡膠的彈性,可與橡膠一樣用于一些彈性制品,如減震、密封等;3、耐老化性能好;4、耐酸堿性、耐油性好;5、無污染、環保可靠;6、可回收,反復加工后不損失力學性能。TPV具有上述優異的性能,因此可作為代替橡膠作為密封墊使用,目前已經在汽車工業中取得了不錯的成績[14-15]。
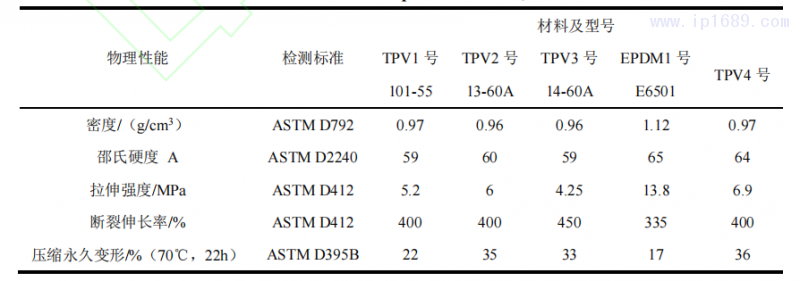
但由于我國液流電池領域規模較小,上下游產業鏈體系建設尚不完善,使得電堆液流框的生產和密封圈的安裝還比較粗放,多依靠人工組裝,很難獲得質量穩定的、生產效率高的產品。本文創新性的將TPV材料引入到液流電池流道框的生產中,取代傳統的橡膠密封圈,將更有利于液流電池領域關鍵部件的發展及規模化生產。下表2為滿足流道框使用性能的4種TPV材料型號與1種EPDM的物理性能對比。可以看出在高溫壓縮永久變形上EPDM是有優勢的,但無法進行注塑加工。而TPV材料由于經過了動態交聯,改變了材料內部結構,使其在高溫下的密封性能上略遜于EPDM。本文選用TPV4號進行仿真分析及試驗。
表2 TPV、TPE 和 EPDM 的性能對比
3流道框模型設計
流道框的原型設計如下圖2所示。流道框長寬尺寸為 354 mm×97 mm,中間電極框尺寸為250mm×40mm。流道由兩部分組成,一部分為與進液孔連通的蛇形流道,帶有深1.7mm,寬4mm的流道槽,供電解液流過。另一部分是均流通道,流道深度0.85mm,設置有分布均勻的阻力凸臺,可以使電解液均勻地進入電極中。該流道框最薄處壁厚為0.8mm,而最厚處壁厚為3.2mm,且厚度隨結構變化比較大,屬于壁厚不均勻設計。而壁厚不均勻會造成產品在注塑成型過程中冷卻收縮不均勻,這種不均勻會產生應力分布不均的情況,從而導致產品翹曲變形[16]。因此在注塑模型的設計中進行了壁厚優化,在流道框四周壁厚最厚的位置進行了扣肉設計,從而使流道框整體壁厚分布更為均勻。如下圖3、4所示分別為優化后的注塑流道框模型正面及背面示意圖。此流道框上共有4種密封結構,分別是進液孔1密封結構、進液孔2密封結構、膜密封及雙極板密封結構。4種密封結構分布在流道框的正反兩面,為了滿足雙色注塑的工藝要求,二射材料進膠口將布置在同一面,這就需要將正、反面的4種密封圈連通起來。因此,如下圖5所示,在原始流道框設計上又進行了密封圈連通修改,通過在在流道框密封槽本體上開貫穿槽和連通槽的形式將所有密封圈連在了一起,形成了最終的流道框-密封圈一體化模型。
4雙色注塑分析及試驗驗證
4.1一射仿真分析
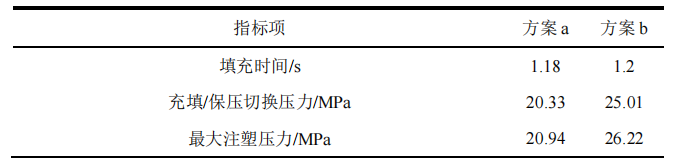
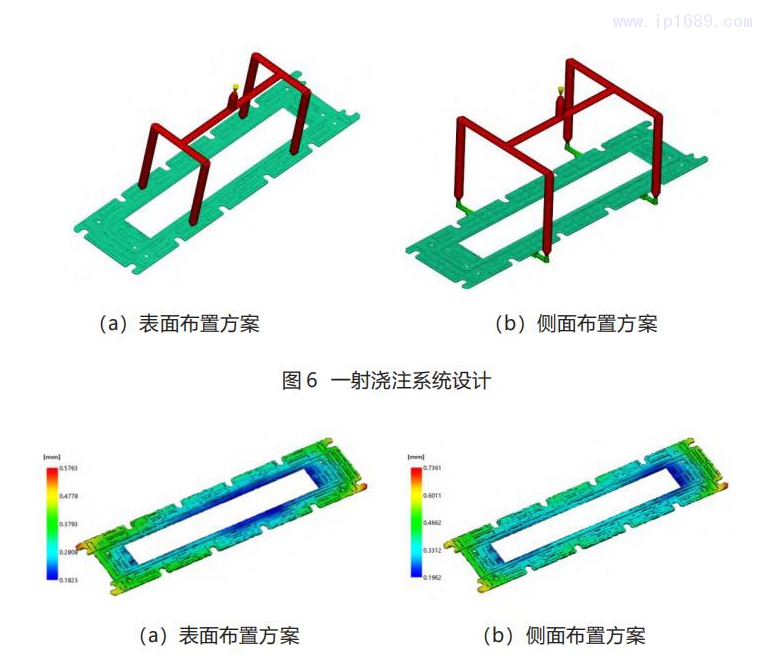
流道框本體一射的模具澆注系統可以有兩種設計方案,方案a進膠口布置在流道框表面上,優點是模具設計簡單,進膠壓力小,缺點是會在制品表面形成縮痕,影響外觀。方案b進膠口是布置在流道框側面,優點是避開了制品表面,不影響外觀,缺點是模具設計略復雜、需要后期人工處理。兩種設計方案如下圖6所示。兩種方案均選用4點針閥熱流道進膠系統,熱流道直徑10mm,熱咀澆口直徑2.5mm。設置成型條件:料溫250℃,模溫45℃,最大剪切應力0.25MPa,最大保壓壓力60MPa。通過對兩種設計進行仿真分析,得到結果如下表3所示。兩種方案的膠料填充都比較順暢,分布均勻,成型壓力較小,無縮痕。如圖7所示方案a的Z方向最大翹曲變形較小,且采用該方案的良品率較高,避免了方案b的人工后處理,因此一射進膠口采用方案a設計。
表3 一射系統兩種設計的仿真分析結果對比
4.2二射仿真分析
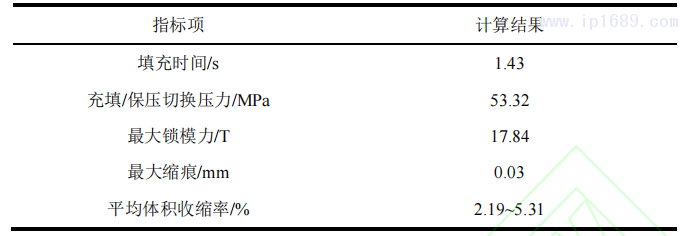
由于二射密封圈厚度僅有1mm,寬度也僅有2.5mm,對于注塑工藝來說要求TPV材料具有良好的流動性,不然很容易出現“斷膠”問題。計算中設模具表面溫度為40℃,料度205℃,最大剪切應力為0.3MPa,最大保壓壓力53MPa。進膠系統如圖8所示。經過仿真分析,得到結果匯總至下表4。二射膠料可均勻的填充滿模具,不存在困氣、溢膠等問題,成型壓力較小,有微小縮痕,體積收縮比較均勻。
表4 二射系統設計的計算仿真結果
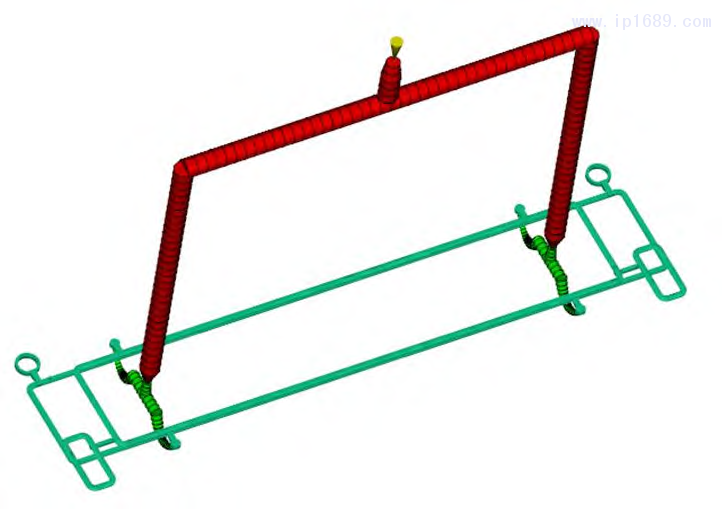
圖8 二射澆注系統設計
4.3試驗驗證
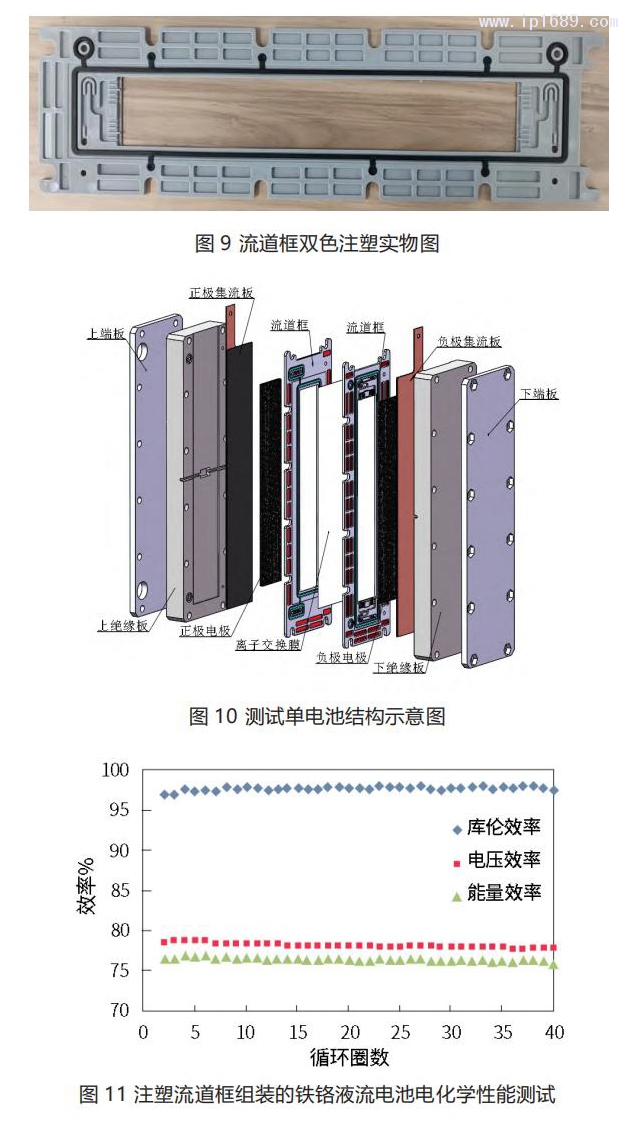
按照上述仿真分析完成了模具設計,進行注塑生產驗證,得到了較為理想的流道框實物,如圖9所示,Z方向的翹曲變形不大于1mm,與仿真分析結果吻合。組裝成鐵-鉻液流單電池進行充放電測試,單電池由上端板、上絕緣板、正極集流板、板框、正極電極、膜、負極電極、板框、負極集流板和下絕緣板、下端板組合而成,如圖10所示。測試條件為:在130mA/cm2的電密下恒流充放電,流量為1ml/cm2/min,運行溫度50℃。電極面積100cm2,厚度3.6mm,膜厚度60μm。運行40圈后得到了平均能量效率達到76%左右,且基本無衰減,測試數據見圖11。在測試期間流道框沒有出現泄漏、變形等問題,進一步論證了此流道框在材料、機械設計、注塑成型等方面的可行性。
5結論
雙色注塑是一項非常成熟的塑料制品成型工藝,在汽車、家電、醫療器械等方面應用廣泛。流道框是液流電池里的關鍵部件之一,由于工作環境比較苛刻,通常是酸性、高溫、帶電環境,因此對流道框的材料、機械設計及成型工藝提出了較高的要求。為了提高流道框的生產效率和產品一致性,本文基于雙色注塑工藝的要求和產品實際應用要求,完成了對流道框結構的設計,通過仿真分析確定了模具進膠口布置及一射、二射材料。最后通過試驗驗證,得到了雙色注塑的流道框,并且組裝成電池后性能測試良好。本文的研究為液流電池流道框的生產方式提供了一條新思路,為后續將雙色注塑工藝應用到大型電堆液流框的生產上提供了基礎。
參考文獻
[1] 袁治章,劉宗浩,李先鋒.液流電池儲能技術研究進展[J].儲能科學與技術,2022,11(9):2944-2958.
[2] 楊林,王含,李曉蒙,等.鐵-鉻液流電池250 kW/1.5 MW·h示范電站建設案例分析[J].儲能科學與技術,2020,9(3):751-756.
[3] XIONG J,JING M H,TANG A,et al.Mechanical modelling and simulation analyses of stress distribution and material failure for vanadium redox flow battery[J].Journal of Energy Storage,2018,15:133-144.
[4] 張海濤.雙色注塑制品翹曲變形的研究[D].哈爾濱:哈爾濱工業大學,2015.
[5] 何劍杰,王建國,孫東.PP/EPDM動態硫化熱塑性彈性體的改性研究進展[J].工程塑料應用,2019,47(2):148-153.
[6] PREMALAL H G B,ISMAIL H,BAHARIN A.Comparison of the mechanical properties of rice husk powder filled polypropylene composites with talc filled polypropylene composites[J].Polymer Testing,2002,21(7):833-839.
[7] LAPCIK JR L,JINDROVA P,LAPCIKOVA B,et al.Effect of the talc filler content on the mechanical properties of polypropylene composites[J].Journal of Applied Polymer Science,2008,110(5):2742-2747.
[8] 余龍穎.改性聚丙烯的力學性能以及收縮變形研究[J].化學推進劑與高分子材料,2021,19(3):59-62.
[9] BURGOA A,HERNANDEZ R,VILAS J L.New ways to improve the damping properties in high-performance thermoplastic vulcanizates[J].Polymer International,2020,69(5):467-475.
[10] MISHRA J K,RYOU J H,KIM G H,et al.Preparation and properties of a new thermoplastic vulcanizate (TPV)/organoclay nanocomposite using maleic anhydride functionalized polypropylene as a compatibilizer[J].Materials Letters,2004,58(27/28):3481-3485.
[11] 郝同輝,邱麗,蔣濤.動態硫化EPDM/PP TPV生產工藝的研究[J].彈性體,2005,15(1):36-39.
[12] 李雪雨,宋萬誠,王經逸,等.動態硫化熱塑性彈性體研究進展[J].合成橡膠工業,2021,44(5):407-411.
[13] 姜建,鄒妨,林琳,等.EPDM/PP型動態全硫化熱塑性彈性體在汽車制件上的應用[J].工程塑料應用,2008,36(11):50-52.
[14] 陳丁桂,范新鳳,肖雪清,等.汽車密封條用動態硫化EPDM/PP熱塑性彈性體的研究進展[J].橡塑技術與裝備,2009,35(5):18-23.
[15] 劉明.汽車密封系統用高(回)彈性Santoprene熱塑性硫化膠(TPV)[J].橡塑技術與裝備,2022,48(2):20-23.
[16] 郭欣.基于模流分析的柵格外殼壁厚減薄研究[D].大慶:東北石油大學,2023.
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





