劉志國1,萬紀(jì)君1,劉治澳2,耿一飛2,趙樹高2,李培軍2*
(1.青島博銳智遠(yuǎn)減振科技有限公司,山東青島266114;2.青島科技大學(xué)橡塑材料與工程教育部重點(diǎn)實(shí)驗(yàn)室,山東青島266042)
摘要:研究同向雙螺桿擠出機(jī)的螺桿結(jié)構(gòu)、脫硫溫度和螺桿轉(zhuǎn)速對(duì)膠粉脫硫的影響。結(jié)果表明:螺桿結(jié)構(gòu)越有利于提高螺桿的混合和剪切能力,膠粉的溶膠含量越大,交聯(lián)密度越小;當(dāng)脫硫溫度從170℃升高至190℃時(shí),膠粉的脫硫效果有一定改善;當(dāng)螺桿轉(zhuǎn)速從50r·min-1增至90r·min-1時(shí),膠粉的脫硫效果明顯改善;當(dāng)脫硫溫度為180~190℃、螺桿轉(zhuǎn)速為50~70r·min-1時(shí),中等混合和剪切能力螺桿脫硫的膠粉的脫硫效果較好,脫硫膠粉膠料的拉伸性能較優(yōu)。
關(guān)鍵詞:膠粉;雙螺桿擠出機(jī);脫硫;工藝條件
橡膠再生是將廢舊橡膠經(jīng)加熱、機(jī)械處理、加脫硫劑等物理和化學(xué)方法破壞其C—S和S—S交聯(lián)鍵[1-6],得到可再加工橡膠材料的過程。目前再生橡膠的生產(chǎn)技術(shù)除耗費(fèi)大量能量外,還會(huì)產(chǎn)生大量的廢水、廢氣等,嚴(yán)重污染環(huán)境[7-9]。近年來,擠出機(jī)脫硫作為一種高效、節(jié)能、環(huán)保的廢舊橡膠再生技術(shù)引起了人們的關(guān)注[10-12],但其在國內(nèi)仍處于初級(jí)階段。
本工作研究同向雙螺桿擠出機(jī)的螺桿結(jié)構(gòu)、脫硫溫度和螺桿轉(zhuǎn)速對(duì)膠粉脫硫的影響,并對(duì)脫硫膠粉膠料的性能進(jìn)行初步評(píng)價(jià)。
1實(shí)驗(yàn)
1.1原材料
膠粉,粒徑不大于630μm,濱州豐華橡膠粉制造有限公司產(chǎn)品;氧化鋅,鎮(zhèn)江白水化學(xué)有限公司產(chǎn)品;硬脂酸,青島中建橡膠助劑有限公司產(chǎn)品;硫黃,環(huán)保充油型,青島康寧精細(xì)化工公司產(chǎn)品;促進(jìn)劑MBT,蔚林新材料科技股份有限公司產(chǎn)品;甲苯,分析純,青島萊博賽斯科技有限公司產(chǎn)品。
1.2試驗(yàn)設(shè)備和儀器
SHJ-30型嚙合同向雙螺桿擠出機(jī),螺桿長(zhǎng)徑比為40,南京吉恩特機(jī)電有限公司產(chǎn)品;DLB175BL型開煉機(jī),寶輪精密檢測(cè)儀器有限公司產(chǎn)品;XLB-D 500×500型平板硫化機(jī),浙江湖州東方機(jī)械有限公司產(chǎn)品;Zwick/Roell Z005型萬能材料試驗(yàn)機(jī),德國Zwick公司產(chǎn)品。
1.3試樣制備
1.3.1膠粉脫硫工藝
膠粉在雙螺桿擠出機(jī)上進(jìn)行連續(xù)脫硫。
(1)在研究螺桿結(jié)構(gòu)對(duì)膠粉脫硫的影響時(shí),通過改變其捏合塊的錯(cuò)列角和數(shù)量設(shè)定3種混合和剪切能力的螺桿結(jié)構(gòu)。其中,低混合和剪切能力螺桿(LS)在6D,12D,27D和32D處各設(shè)置錯(cuò)列角為30°的1個(gè)捏合塊;中等混合和剪切能力螺桿(MS)在6D,12D和27D處設(shè)置錯(cuò)列角為30°和60°的2個(gè)捏合塊,在32D處設(shè)置錯(cuò)列角為30°的1個(gè)捏合塊;高混合和剪切能力螺桿(HS)在6D和12D處分別設(shè)置錯(cuò)列角為30°,30°和60°,90°的2個(gè)捏合塊,在27D處設(shè)置錯(cuò)列角為30°和60°的2個(gè)捏合塊,在32D處設(shè)置錯(cuò)列角為30°的1個(gè)捏合塊。
(2)在研究脫硫溫度對(duì)膠粉脫硫的影響時(shí),螺桿轉(zhuǎn)速為50r·min-1,MS螺桿的溫度設(shè)定分別為:190℃(機(jī)筒各區(qū)域溫度分布為140/150/160/170/180/190/190/190/190/180),180℃(機(jī)筒各區(qū)域溫度分布為130/140/150/160/170/180/180/180/180/170),170℃(機(jī)筒各區(qū)域溫度分布為120/130/140/150/160/170/170/170/170/160)。
(3)在研究螺桿轉(zhuǎn)速對(duì)膠粉脫硫的影響時(shí),MS螺桿的溫度設(shè)定為180℃,螺桿轉(zhuǎn)速為50,70和90r·min-1。
1.3.2脫硫膠粉膠料的制備
脫硫膠粉膠料的配方(用量/份)為:脫硫膠粉100,氧化鋅2,硬脂酸1,硫黃1.5,促進(jìn)劑MBT 0.5。
脫硫膠粉膠料在開煉機(jī)上進(jìn)行混煉,先加入脫硫膠粉、氧化鋅和硬脂酸,然后加入促進(jìn)劑M和硫黃,待吃粉完成后左右各進(jìn)行3次3/4割刀,在0.2mm輥距下打三角包和薄通4次,在1.6mm輥距下下片。
混煉膠至少停放24h后在平板硫化機(jī)上硫化,硫化條件為150℃×20min。
1.4性能測(cè)試
(1)溶膠含量。準(zhǔn)確稱量脫硫膠粉并用濾紙包裹,在索氏抽提器中用甲苯抽提24h后,再在80℃的真空干燥箱中干燥8h,稱其質(zhì)量并計(jì)算溶膠含量(W):
式中:W1為抽提前膠粉的質(zhì)量,g;W2為抽提后去除甲苯的膠粉的質(zhì)量,g。
(2)交聯(lián)密度。用甲苯作溶劑,采用平衡溶脹法,利用Flory-Rehner公式得到脫硫膠粉的交聯(lián)密度(Ve):
式中:Vr為溶脹后脫硫膠粉的橡膠相體積分?jǐn)?shù);Vs
為甲苯的物質(zhì)的量體積,為104.4cm3·mol-1;χ為橡膠與甲苯的相互作用參數(shù),考慮到炭黑的影響,χ取0.43。
式中:ρ為脫硫膠粉的密度,g·cm-3;ρs為甲苯的密度,為0.885g·cm-3;m0為溶脹前脫硫膠粉的質(zhì)量,g;m1為溶脹后脫硫膠粉的質(zhì)量,g;m2為溶脹后真空干燥箱干燥至恒定脫硫膠粉的質(zhì)量,g。
(3)拉伸性能。膠粉膠料的拉伸性能按照GB/T 528—2009在電子拉力機(jī)上進(jìn)行測(cè)試,拉伸速率為500mm·min-1。
2結(jié)果與討論
2.1工藝條件對(duì)膠粉脫硫的影響
2.1.1螺桿結(jié)構(gòu)
雙螺桿擠出機(jī)中螺紋元件在運(yùn)轉(zhuǎn)過程中剪切力場(chǎng)和速度場(chǎng)的分布相對(duì)規(guī)則,混合能力較弱。為提高雙螺桿擠出機(jī)的混合和剪切能力,通常在螺桿結(jié)構(gòu)中引入捏合塊[6]。捏合塊是由若干個(gè)捏合盤按照一定的錯(cuò)列角和錯(cuò)列方向組合而成的螺桿元件,如圖1所示。螺桿的混合和輸送能力與捏合盤的錯(cuò)列角有關(guān),錯(cuò)列角越大,螺桿的輸送能力越小,膠粉在螺桿中的停留時(shí)間越長(zhǎng);錯(cuò)列角越大,螺桿的混合和剪切能力則明顯增大。螺桿的混合和輸送能力也受捏合塊數(shù)量的影響,捏合塊越多,螺桿的混合能力越大,剪切力場(chǎng)越強(qiáng),膠粉在螺桿中的停留時(shí)間越長(zhǎng),脫硫能力也越大。
圖1 錯(cuò)列角為30°的捏合塊
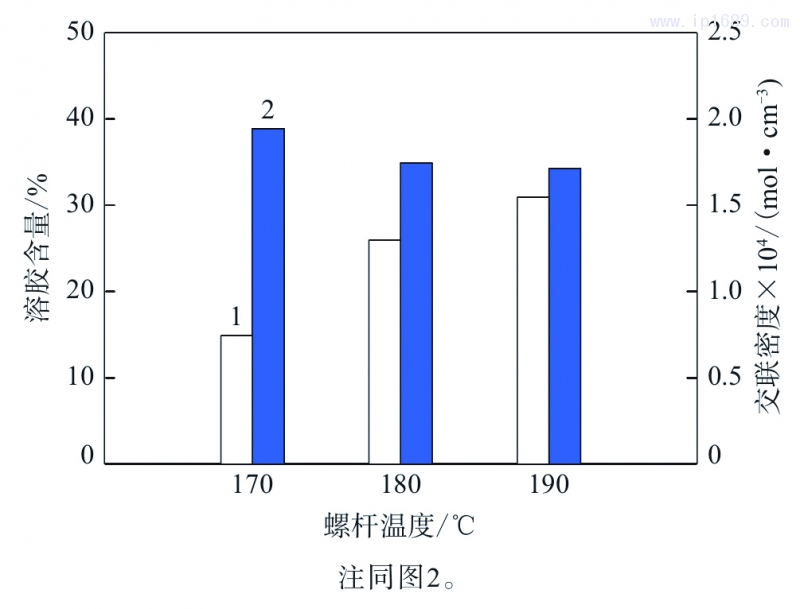
螺桿結(jié)構(gòu)對(duì)膠粉溶膠含量和交聯(lián)密度的影響如圖2所示。
圖2 螺桿結(jié)構(gòu)對(duì)膠粉脫硫的影響
從圖2可以看出:LS螺桿脫硫的膠粉的交聯(lián)密度最大,為2.01×10-4mol·cm-3;MS螺桿脫硫的膠粉的交聯(lián)密度為1.51×10-4mol·cm-3;HS螺桿脫硫的膠粉的交聯(lián)密度最小,為1.47×10-4mol·cm-3。這說明螺桿的混合和剪切能力越大,膠粉的溶膠含量越大,交聯(lián)密度越小。分析認(rèn)為,要打斷膠粉中橡膠的S—S和C—S交聯(lián)鍵,需要一定的剪切力,而LS螺桿只有一個(gè)錯(cuò)列角為30°的捏合塊,一方面捏合塊產(chǎn)生的最大剪切應(yīng)力較低,另一方面高應(yīng)力區(qū)很少,因此螺桿施加在膠粉上的剪切力不足,脫硫效果差。對(duì)于MS和HS螺桿,捏合塊增多,同時(shí)又有錯(cuò)列角為60°和90°的捏合塊,所形成的最大剪切應(yīng)力更高,高應(yīng)力區(qū)明顯擴(kuò)大,可以有效地改善脫硫效果。總體而言,HS螺桿的脫硫效果最好,MS螺桿次之,但二者的差別不大。螺桿的混合和剪切能力提高,也可能導(dǎo)致膠粉中橡膠大分子斷裂,溶膠含量增大,LS螺桿脫硫的膠粉的溶膠含量只有10%,MS螺桿脫硫的膠粉的溶膠含量為30%,HS螺桿脫硫的膠粉的溶膠含量最大,為33%。
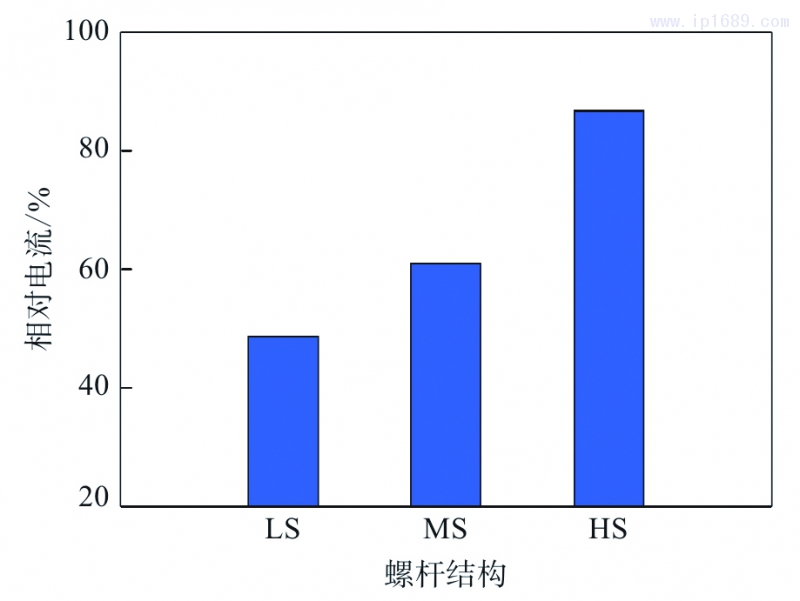
螺桿結(jié)構(gòu)對(duì)膠粉脫硫過程中擠出機(jī)電流的影響見圖3(相對(duì)電流為實(shí)測(cè)電流與額定電流之比)。
圖3 螺桿結(jié)構(gòu)對(duì)膠粉脫硫過程中擠出機(jī)電流的影響
從圖3可以看出,擠出機(jī)的電流隨螺桿混合和剪切能力的增大而迅速增大。LS螺桿脫硫?qū)?yīng)的相對(duì)電流為49%,MS螺桿脫硫?qū)?yīng)的相對(duì)電流增至61%,HS螺桿脫硫?qū)?yīng)的相對(duì)電流更是增至85%,電流越大說明擠出過程中消耗的能量越多。由于只是改變了螺桿結(jié)構(gòu),而其他條件都保持不變,說明盡管使用捏合塊可以提高混合能力,但會(huì)消耗大量的能量,因此捏合塊的設(shè)置要合理。
2.1.2螺桿溫度
螺桿溫度對(duì)膠粉溶膠含量和交聯(lián)密度的影響如圖4所示。
圖4 螺桿溫度對(duì)膠粉脫硫的影響
從圖4可以看出,隨著螺桿溫度的升高,膠粉的溶膠含量增大,交聯(lián)密度減小。當(dāng)螺桿設(shè)定溫度為170℃時(shí),膠粉的溶膠含量為15%,交聯(lián)密度為1.91×10-4mol·cm-3;當(dāng)螺桿溫度升至180℃時(shí),膠粉的溶膠含量為26%;當(dāng)螺桿溫度進(jìn)一步升高至190℃時(shí),膠粉的溶膠含量增至31%,交聯(lián)密度減小至1.72×10-4mol·cm-3。這表明采用雙螺桿擠出機(jī)進(jìn)行連續(xù)脫硫時(shí)提高螺桿溫度對(duì)膠粉有一定的脫硫效果。
2.1.3螺桿轉(zhuǎn)速
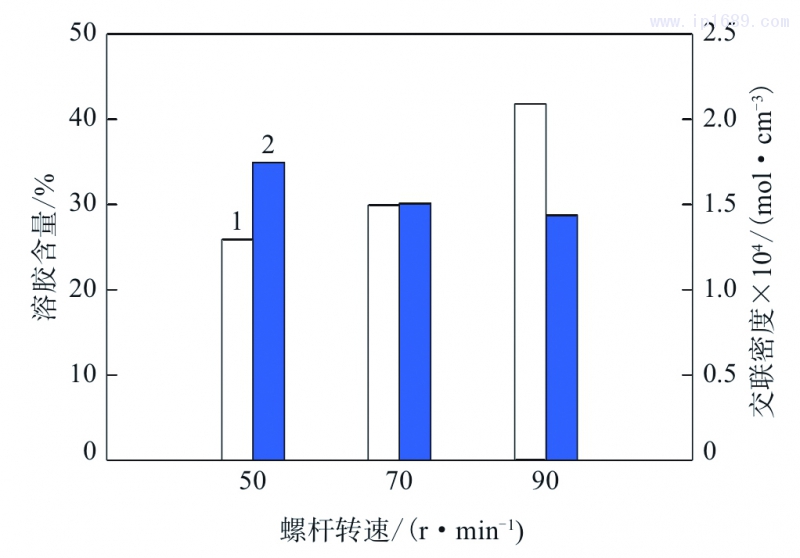
螺桿轉(zhuǎn)速對(duì)膠粉溶膠含量和交聯(lián)密度的影響如圖5所示。
從圖5可以看出,隨著螺桿轉(zhuǎn)速的增大,膠粉的溶膠含量增大,交聯(lián)密度減小。當(dāng)螺桿轉(zhuǎn)速為50r·min-1時(shí),膠粉的溶膠含量為26%,交聯(lián)密度為1.75×10-4mol·cm-3;當(dāng)螺桿轉(zhuǎn)速為90r·min-1時(shí),膠粉的溶膠含量增大至42%,交聯(lián)密度減小至1.44×10-4mol·cm-3。螺桿轉(zhuǎn)速提高,剪切力場(chǎng)增大,膠粉中橡膠的C—S和S—S交聯(lián)鍵被打斷的幾率也增大,脫硫效果更明顯。
圖5 螺桿轉(zhuǎn)速對(duì)膠粉脫硫的影響
2.2脫硫膠粉膠料的拉伸性能
在雙螺桿擠出機(jī)中,膠粉在剪切力場(chǎng)和溫度場(chǎng)的雙重作用下,橡膠的C—S和S—S交聯(lián)鍵被打斷,膠粉的交聯(lián)結(jié)構(gòu)遭到破壞,交聯(lián)密度減小,但同時(shí)橡膠大分子的C—C鍵也遭到破壞,導(dǎo)致溶膠含量增大。膠粉的交聯(lián)密度減小表明橡膠大分子受交聯(lián)鍵的束縛作用減輕,但C—C鍵被破壞則有可能降低膠粉膠料的性能。脫硫工藝條件對(duì)脫硫膠粉膠料拉伸性能的影響如圖6所示。
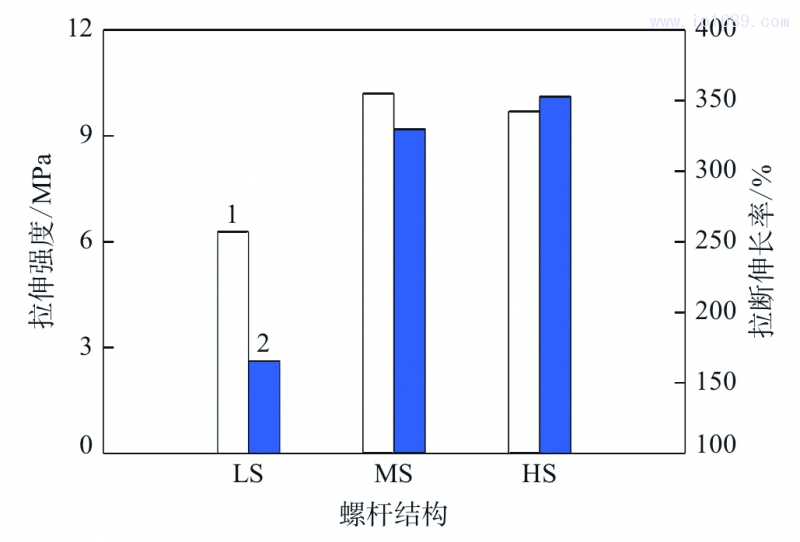
(a)螺桿結(jié)構(gòu)
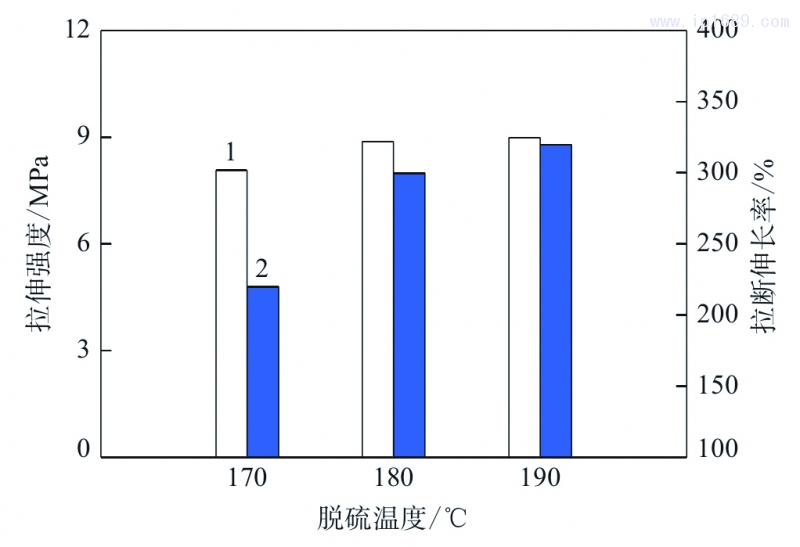
(b)脫硫溫度
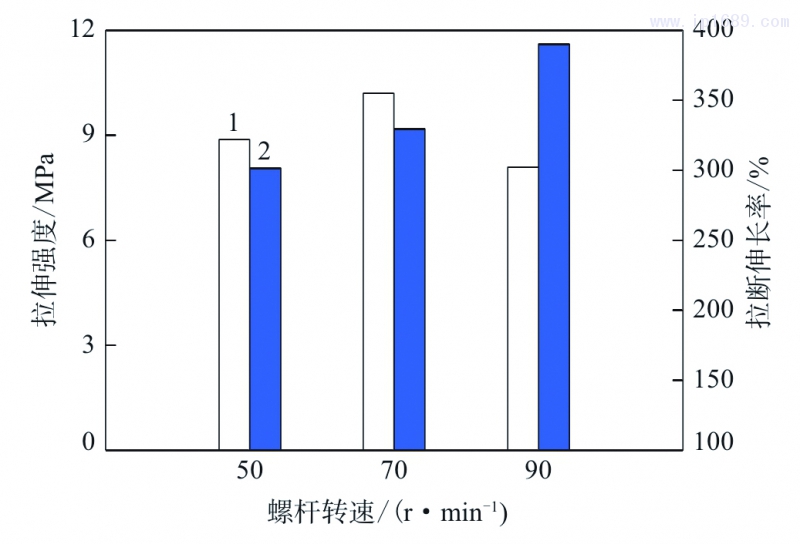
1—拉伸強(qiáng)度;2—拉斷伸長(zhǎng)率。
(c)螺桿轉(zhuǎn)速
圖6 脫硫工藝條件對(duì)脫硫膠粉膠料拉伸性能的影響
從圖6可以看出,螺桿結(jié)構(gòu)對(duì)脫硫膠粉膠料的拉伸性能的影響很大,LS螺桿脫硫的膠粉膠料的拉伸強(qiáng)度只有6.3MPa,拉斷伸長(zhǎng)率也僅為166%,而MS螺桿和HS螺桿脫硫的膠粉膠料的拉伸強(qiáng)度接近9.0MPa,拉斷伸長(zhǎng)率超過330%。脫硫溫度對(duì)脫硫膠粉膠料的拉伸性能有一定影響,脫硫溫度較高(180~190℃)時(shí),脫硫膠粉膠料的拉伸性能較好。隨著螺桿轉(zhuǎn)速的增大,脫硫膠粉膠料的拉伸強(qiáng)度先增大后減小,拉斷伸長(zhǎng)率增大;當(dāng)螺桿轉(zhuǎn)速為70r·min-1時(shí),脫硫膠粉膠料的拉伸強(qiáng)度最大,達(dá)到10.2MPa;當(dāng)螺桿轉(zhuǎn)速為90r·min-1時(shí),脫硫膠粉膠料的拉斷伸長(zhǎng)率達(dá)到391%,這可能與螺桿轉(zhuǎn)速過高導(dǎo)致膠粉中橡膠大分子斷裂有關(guān)。
3結(jié)論
(1)在雙螺桿擠出機(jī)中,在剪切力場(chǎng)和溫度場(chǎng)的共同作用下膠粉中橡膠的交聯(lián)鍵斷裂,膠粉實(shí)現(xiàn)脫硫。
(2)螺桿的混合和剪切能力越大,膠粉的溶膠含量越大,交聯(lián)密度越小;當(dāng)脫硫溫度從170℃升高至190℃時(shí),膠粉的脫硫效果有一定改善;當(dāng)螺桿轉(zhuǎn)速從50r·min-1增至90r·min-1時(shí),膠粉的脫硫效果明顯改善。
(3)當(dāng)脫硫溫度為180~190℃、螺桿轉(zhuǎn)速為50~70r·min-1時(shí),MS螺桿脫硫的膠粉的脫硫效果較好,脫硫膠粉膠料的拉伸性能較優(yōu)。
參考文獻(xiàn)
[1] 戈風(fēng)行,田衛(wèi)東,張珠珠,等.液體再生橡膠作為反應(yīng)型高分子增塑劑的應(yīng)用研究[J].橡膠工業(yè),2023,70(1):41-45.
[2] MYHRE M,SAIWARI S,KIERKES W,et al.Rubber recycling: Chemistry,processing and applications[J].Rubber Chemistry & Technology,2012,85(3):408-449.
[3] ASARO L,GRATTON M,POIROT N,et al.Devulcanization of natural rubber industry waste in supercritical carbon dioxide combined with diphenyl disul?de[J].Waste Management,2020,118: 647-654.
[4] WANG Z F,ZENG D D.Preparation of devulcanized ground tire rubber with supercritical carbon dioxide jet pulverization[J].Materials Letters,2021,282:128878.
[5] SEGHAR S,ASARO L,ROLLAND-MonNET M,et al.Thermo mechanical devulcanization and recycling of rubber industry waste[J]. Resources,Conservation & Recycling,2019,144:180-186.
[6] 叢后羅,孫鵬,徐云慧,等.芐基三硫代碳酸酯基丙酸在廢舊橡膠再生中的應(yīng)用[J].合成樹脂及塑料,2022,39(3):42-45.
[7] 田衛(wèi)東,曾天忠,張國強(qiáng).綠色制備廢舊輪胎顆粒再生膠成套技術(shù)[J].橡塑技術(shù)與裝備,2020,46(17):32-35.
[8] 晁夫奎,王玉.我國廢舊輪胎資源化技術(shù)應(yīng)用現(xiàn)狀及研究方向[J]. 再生資源與循環(huán)經(jīng)濟(jì),2021,14(9):27-29.
[9] 強(qiáng)金鳳,黎廣,李濤,等.廢舊橡膠回收再利用方法概述[J].橡膠科 技,2020,18(12):675-677.
[10] SHI J,ZOU H,DING L L,et al.Continuous production of liquid reclaimed rubber from ground tire rubber and its application as reactive polymeric plasticizer[J].Polymer Degradation and Stability,2014,99(1):166-175.
[11] SIMON D A,BÁRÁN Y T.Effective thermomechanical devulcanization of ground tire rubber with a co-rotating twin-screw extruder[J].Polymer Degradation & Stability,2021,190:109626.
[12] YAZDANI H,KARRABI M,GHASMI I,et al.Devulcanization of waste tires using a twin-screw extruder:The effects of processing conditions[J].Journal of Vinyl & additive Technology,2011,17(1): 64-69.

















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













