牛 旭,劉 越,張雅靜
(東北大學材料科學與工程學院,沈陽 110819)
摘 要: 造粒模板是切粒系統的主要部位之一,造粒模板內部包括加熱通道與物料通道,通道內部流動介質分別為導熱油和聚乙烯。探究在同等條件下,導熱油進口速度分別為0. 01、0. 05、0. 1 m/s 的情況下物料擠出速度與造粒帶溫度分布的均勻性。應用 SolidWorks 軟件對造粒模板進行三維建模,采用 ANSYS軟件對聚合物與導熱油的流動與傳熱進行數值模擬,獲得了造粒模板的溫度分布與流體流場分布。結果表明,導熱油的進口速度對造粒模板溫度場的影響明顯,導熱油進口速度在0. 01、0. 05、0. 1 m/s 3 個條件下,物料的擠出速度變化不大,造粒帶的溫差分別為14. 08、7. 14 和 5. 39 ℃ 。在導熱油進口速度為0. 1 m/s 時,造粒帶溫度分布最均勻。
關 鍵 詞: 造粒模板;溫度場;流場;數值模擬
中圖分類號: TQ325. 1 文獻標識碼:B 文章編號: 1001-9278(2021)12-0076-05
DOI:10. 19491/j. issn. 1001?9278. 2021. 12. 013
0 前言
造粒機是塑料深加工裝置的關鍵設備,而造粒模板是造粒機的關鍵部位之一。 目前,造粒機的造粒質量問題通常是物料的擠出速度過高、溫度不均勻所導致的。 因此,合理控制造粒模板溫度場、物料流場的均勻性對造粒均勻具有重要意義。為解決造粒模板溫度場與流場的不均勻性所帶來的造粒質量問題,王敦旭[1]研究了導熱油不同進口速度時,造粒模板流場與溫度場分布,得出當速度為 50mm/s 時其傳熱效果最好,溫度分布均勻。黨沙沙[2]對 1/4 造粒模板進行了模擬研究,得出造粒模板造粒帶處受到冷卻水的作用,溫度最低,造粒模板內部導熱油的溫度高,因此造粒模板加熱通道附近溫度高。趙國群等[3]與趙良知[4]模擬了聚合物熔體在收縮口模內的流動過程,得到了收縮口模內速度場、溫度場的分布。有學者[5]研究了口模的幾何尺寸對口模內流動的影響。任世雄等[6]構建了切粒模板的三維傳熱模型,計算了冷卻水、加熱油對對流換熱系數以及模板溫度場的影響。柳和生等[7?9]對聚合物在擠出口模內的流動進行模擬,分析了口模內熔體流動過程的溫度場和速度場。劉曉峰[10]采用有限元法對造粒模板受力變形進行研究,得出影響模板受力變形的主要因素是造粒模板的溫度場分布不均勻。王建[11]模擬了物料在單個模孔內的流動情況,得到物料的最大流速在物料通道的出口處。本文針對造粒模板的溫度場與流場進行仿真模擬,探究在同等條件下,當導熱油在不同的進口速度時,造粒帶溫度分布是否均勻,物料擠出速度是否合理,通過調整導熱油的進口速度進而提升造粒帶溫度均勻性與 控制物料擠出速度,以提升造粒模板的造粒質量。同時對導熱油的進口速度進行改進,以得到最好的溫度場與流場模擬結果來滿足造粒模板最終的造粒質量問題。
1 數值模型與模擬方法
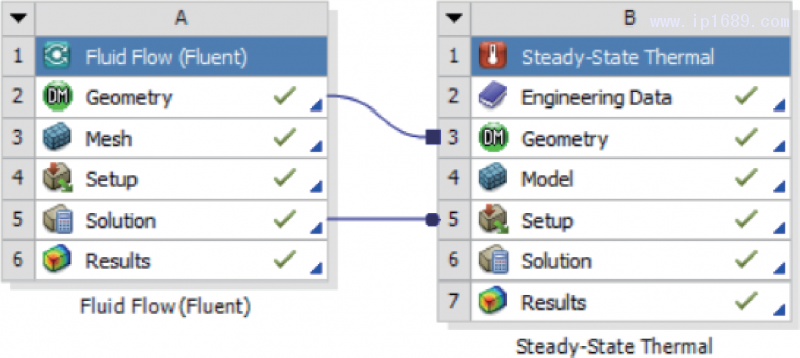
應用 ANSYS WorkBench 模擬軟件中的 Fluent 模塊與Steady-State-Thermal模塊分別對造粒模板流場與溫度場進行模擬,如圖1所示,兩模塊有兩處數據傳遞:
(1)模型信息的數據傳遞,即兩個模塊共用造粒模板模型。
(2)將 Fluent 模 塊 的 流 體模 擬結果 導入 Steady-State-Thermal 模塊中進行溫度場計算。
圖1 模擬方法的選用
ANSYS 軟件的模擬過程如下:
(1)將三維實體模型模擬導入ANSYS模擬軟件;
(2)定義材料屬性及參數,進行網格劃分;
(3)施加邊界條件、載荷,確定加熱介質與物料入口、出口參數(包括入口溫度、壓力、速度);
(4)在 ANSYS 軟件 CFD 環境中進行有限元求解;
(5)求解后,獲得流體的流場分布,與導熱油在流動過程中的溫度變化情況;
(6)將物料與導熱油在流動過程中的溫度變化情況導入 Steady-State-Thermal模塊中進行造粒模板整體溫度場計算。
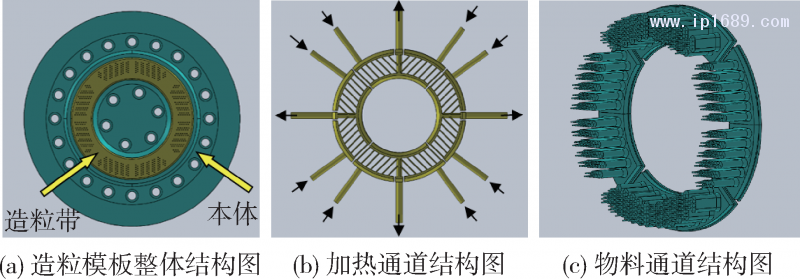
根據模擬方案,首先需應用 SolidWorks 軟件對造粒模板三維實體與兩種流道進行建模。造粒模板整體結構如圖2所示。此模板為八進四出型造粒模板,模板整體上包括本體材料 1Cr13 不銹鋼、造粒帶TiC 金屬陶瓷,如圖 2(a)所示,造粒模板內部包括加熱通道,加熱通道內部加熱介質為導熱油,包括 8個導熱油進口與4個導熱油出口,如圖 2(b)所示、物料通道包括 544 個擠出模孔如圖2(c)所示。物料通道的擠出模孔均勻地分布在加熱通道分流道內,以達到導熱油均勻地向物料傳遞熱量的目的。造粒模板整體結構材料包括本體 材料為1Cr13 不銹鋼、造粒帶材料為 TiC 金屬陶瓷、加熱介質為導熱油、物料為聚乙烯。在 ANSYS 材料庫中選擇4 種材料,其物性參數如表 1 所示。
圖2 造粒模板結構示意圖
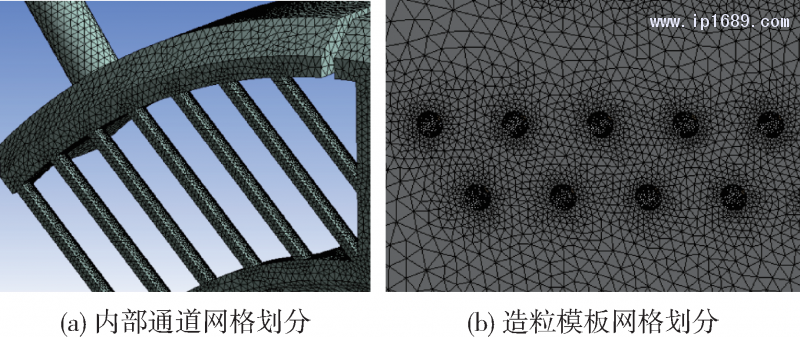
為對造粒模板進行精確模擬與分析,經驗證造粒模板的溫度場與流場分布呈1/4 對稱,因此可對 1/4 造粒模板進行模擬計算。保證計算結果準確性的同時,大大減少模擬時間。對模型進行網格劃分,網格劃分結果如圖3 所示。加熱通道與物料通道的網格劃分包括節點數1528052;單元數 6983267,如圖 3(a)所示,對造粒模板的網格劃分包括節點數2349 706;單元數1394160,如圖3(b)所示。網格劃分結束后,施加邊界條件并進行計算。
圖3 網格劃分結果(局部)
2 模擬結果與分析
根據上述對造粒模板的溫度場與物料的流場進行模擬,對模擬結果進行分析。通過計算造粒帶溫差,分析造粒模板造粒帶溫度是否均勻,觀察物料擠出時是否存在溫度過高或過低的現象,并分析物料的擠出速度是否合理,是否能滿足與切粒刀相互配合,切出質量合格且大小均勻的聚乙烯粒料。通過調整導熱油的進口速度研究其對造粒模板溫度場與流場的影響,選擇最優的導熱油進口速度,提升造粒帶溫度的均勻性。
2. 1 流場模擬結果
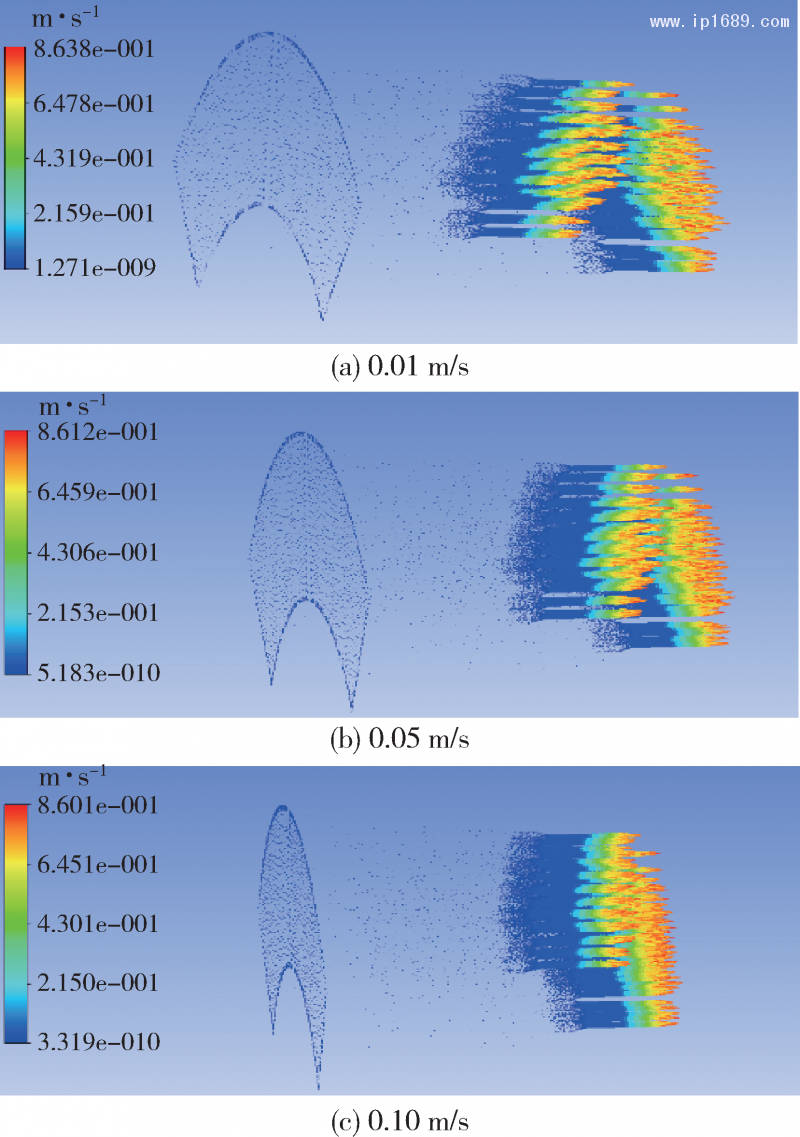
對于流場的模擬,主要觀察物料在受到導熱油加熱作用情況下,物料在通道內的流動情況,探究不同導熱油進口速度對物料擠出速度的影響是否明顯,并分析物料的擠出速度是否合理。 當導熱油入口速度分別為0. 01、0. 05、0. 1 m/s 時計算得到物料的速度分布結果分別如圖4 所示。
圖4 物料流場模擬結果
分析模擬結果顯示,物料在通道內的流速從入口至出口是逐漸變大的,當物料通道的孔徑開始變小時,速度變化較為明顯,最大速度均集中在出口處,在3個導熱油入口速度下,物料的出口速度分別為 0. 863 8、0. 861 2、0. 860 1 m/s,且均無回流現象發生。可見,導熱油入口速度對物料擠出速度的影響不大,且物料的擠出速度合理,能滿足切粒質量的要求。
2. 2 溫度場模擬結果
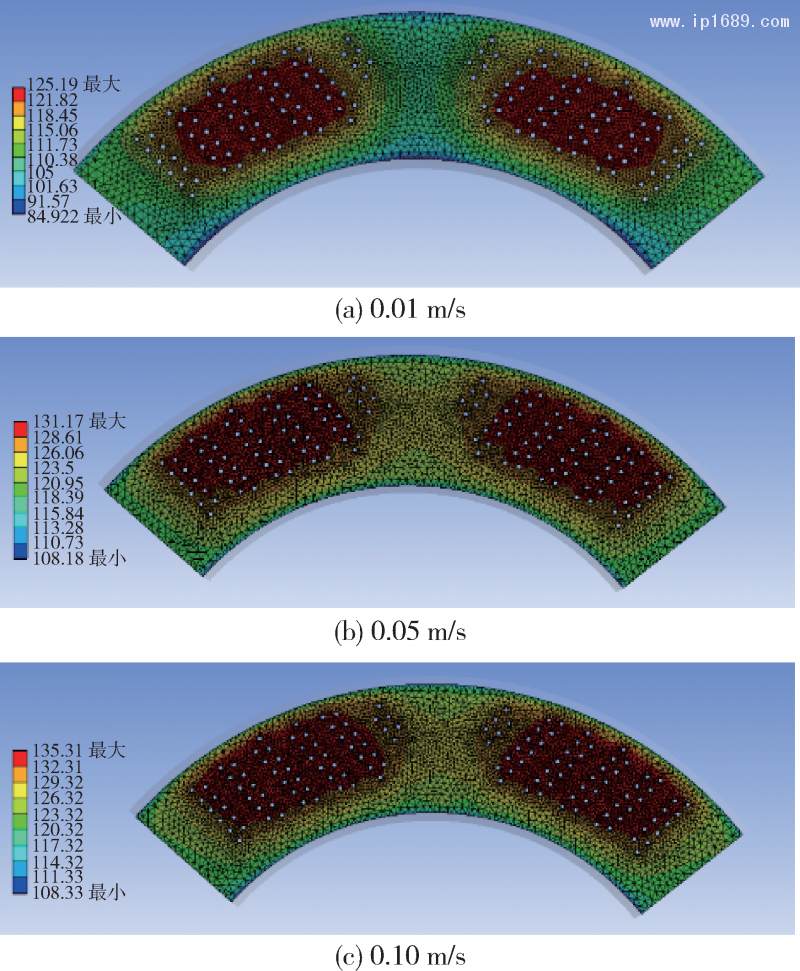
物料的流場模擬結束,且模擬結果合理后,進行造粒模板溫度場的模擬。重點觀察造粒帶的溫度分布,得到物料在擠出時的溫度。因此選擇金屬陶瓷與冷卻水的接觸面進行溫度計算并進行觀察,得到如圖5 所示的結果。圖 5(a)為物料進口速度為0. 01 m/s時造粒帶的溫度分布,在此工作面上的最高溫度為125. 19℃,最低溫度為94. 9℃。圖5(b)為物料進口速度為0. 05 m/s 時造粒帶的溫度分布,在此工作面上的最高溫度為131. 17℃,最低溫度為108. 18℃。圖 5(c)為物料進口速度為0. 1 m/s 時造粒帶的溫度分布,在此工作面上的最高溫度為135. 31 ℃,最低溫度為108. 33℃。由此結果得出造粒帶的溫差較大,分析原因為模孔處的物料溫度較高,而造粒帶的邊界與冷卻水相接觸,且邊界處受 到物料與導熱油的傳熱較少,因此溫度較低。
圖5 造粒帶溫度分布情況
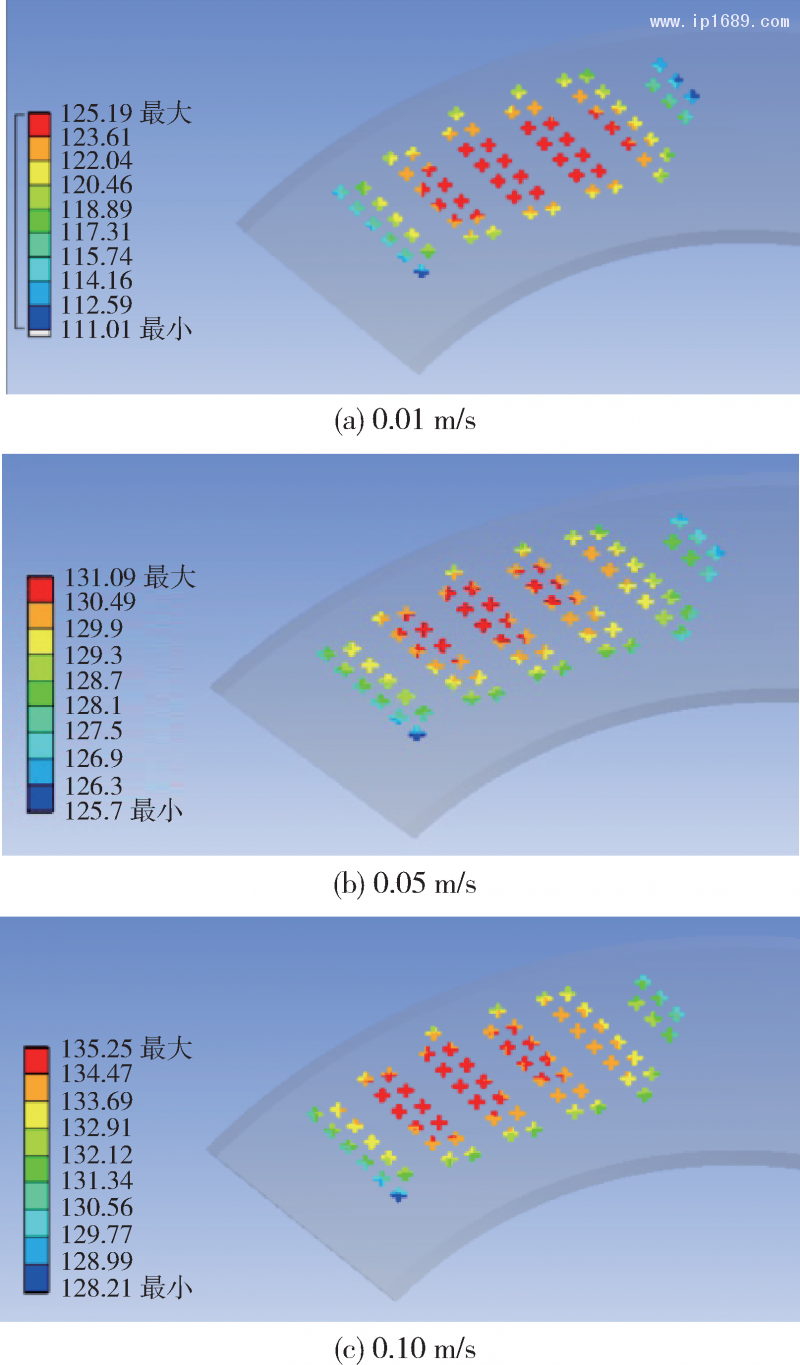
為了更精確地獲得造粒帶模孔區的溫度均勻性,對造粒帶上的模孔進行溫度分析。由于造粒模板在結構上呈1/8 對稱,因此工作面上選取1/8造粒模板上共計68個模孔位置如圖 6 所示進行模孔處的溫度分析。圖 6(a)為導熱油進口速度為0. 01 m/s 時68個模孔的溫度分布,68個模孔的最高溫度為125. 19℃,最低溫 度為111. 01℃,溫差為14. 18℃。圖 6(b)為導熱油進 口速度為0. 05 m/s 時68個模孔的溫度分布,68 個模孔的最高溫度為 135. 25 ℃,最低溫度為128. 21℃,溫差為7. 14℃。圖6(c)為導熱油進口速度為0. 1 m/s時68個模孔的溫度分布,68個模孔的最高溫度為131. 09℃,最低溫度為125. 7℃,溫差為5. 39℃。根據模擬結果可以得出,導熱油進口速度為0. 1 m/s 時,模孔處的溫差最小,溫度分布最均勻,隨著導熱油進口速度增加,造粒帶溫度的均勻性有所提高。
圖6 造粒帶上選取的 10 個模孔
2. 3 模擬結果總結
對造粒帶溫度場模擬結果進行總結如表2 所示。隨著導熱油進口速度的增大,物料的擠出速度呈現變小的趨勢,且造粒帶溫度差越來越小,造粒帶溫度越來越均勻。因此,為最終滿足造粒質量,在其他條件一致時,應選取導熱油進口速度0. 1 m/s、進口溫度280℃,以使物料的擠出速度為0. 860 1 m/s、造粒模板造粒帶 的溫度分布為125. 7~131. 07℃、造粒帶的溫度差為5. 39℃ 。實現擠出速度合理,且造粒帶溫度分布均勻,達到提升造粒質量的目的。
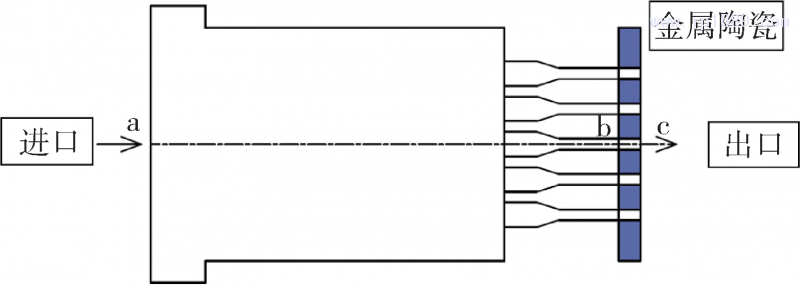
為探究物料在通道內流動過程中的溫度變化情況,選取物料流動過程的一條路徑,物料的流動路徑如圖7所示,a點為物料的進口、b 點為物料開始流經金屬陶瓷的位置、c 點為物料出口。在3種不同的導熱油進口速度時觀察物料在通道內流動過程中的溫度變化,如圖8所示,在物料通道內ab 段流動過程中,物料受導熱油的加熱作用,溫度呈現上升的趨勢。流經bc段時物料受到冷卻水的影響,溫度呈線性降低的趨勢,最終溫度在c點處達到最低。通過3條溫度曲線的觀察,導熱油在進口速度為0. 1 m/s 時,物料在通道內的溫度相對較高,分析其原因:導熱油流速快,單位時間內傳遞的熱量多,熱量損失小,物料在流動過程中受熱情況明顯。
圖7 物料流經路徑
圖8 物料在通道內不同位置處的溫度情況
3 模擬結果可行性分析
通過設置材料的參數,物料與導熱油的邊界條件,以及物料與造粒模板本體,導熱油與本體,本體與外部環境、冷卻水與金屬陶瓷間的換熱形式與換熱系數,在ANSYS 模擬軟件上實現一個特定的計算,模擬造粒模板在實際工況條件下物料與導熱油的流動情況,以及物料在受到加熱與冷卻作用下的溫度變化情況。通過將造粒模板模型劃分為若干個有限的單元,使得計算更加精確。
造粒模板最終造粒尺寸為?2 mm×2 mm,即擠出的物料經冷卻后被切粒刀切粒的長度為2mm,物料的擠出速度為0. 860 1 m/s。由于造粒尺寸是由物料的擠出速度與切粒刀相互配合實現的,而切粒刀的結構與轉速是可控的,因此可由此計算出切粒刀的轉速。經計算,當切粒刀的切割當量為180次/s、切粒刀刀片數量為20,切粒刀的轉速為9 rad/s,此條件可以實現。因此,此模擬結果可以滿足最終切粒質量要求。
4 結論
(1)采用 ANSYS 模擬軟件 Fluent 模塊與Steady-State-Thermal模塊對造粒模板溫度場與流場進行模擬計算是可行的,能夠準確地實現物料的擠出速度與造粒帶工作面溫度的均勻性;
(2)隨著導熱油進口速度的增加,物料的出口速度逐漸降低,且造粒帶的溫差逐漸減小,造粒帶溫度均勻性越好,可見導熱油的流動傳熱作用影響著造粒模板的溫度場與流場;
(3)同等條件下,導熱油進口速度為0. 1 m/s、進口 溫度為280℃ 時,造粒帶溫度均勻性 最好,溫差為5. 29℃,物料的擠出溫度為0. 860 1 m/s。
參考文獻:
[1] 王敦旭 . 造粒模板換熱系統流動和傳熱的仿真研究[D] .沈陽:沈陽大學2008.
[2] 黨沙沙 . 聚合物與導熱油在切粒模板中的流動與傳熱研究[D]. 北京化工大學,2010.
[3] 趙國群,秦升學 . 擠出口模內冪律流體的罰有限元模擬[J]. 高分子材料科學與工程,2006,22(3): 21-24.
[4] 趙良知 . LDPE 熔體在圓錐形短口模擠出過程的粘彈性行為研究[J]. 塑料科技,2005(2): 27-32.
[5] CHIRUVELLA R V,JALURIA Y,ABIB A H. Numerical simulation of fluid flow and heat transfer in a sing-screw ex-truder with different dies[J] . Polymer Engineering Science, 1995,135(3): 261?273.
[6] 任仕雄,盧 濤,黨沙沙,等 . 聚合物水下切粒模板溫度場的數值模擬研究[J]. 中國塑料,2008,22(11): 87?91. REN S X,LU T,DANG S S,et al. Numerical analysis of temperature field of die for polymer pelletizing under water [J] . China Plastics,2008,2(11):87?91.
[7] 柳和生,涂志剛 . L 型異型材料擠出口模內聚合物熔體三維冪律等溫流動的數值模擬[J]. 機械設計與制造,2004,(5): 57-60.
[8] 柳和生,熊洪魁 . 矩形收斂流道內聚合物熔體三維冪律等溫流動的數值模擬[J]. 輕工機械,2004(1): 26-30.
[9] 柳和生,涂志剛 . 聚合物熔體在 L 型異型材擠出口模內三維粘彈流動的數值模[J]. 塑性工程學報,2007,14(2): 114-117.
[10] 劉曉峰 . 水下模板造粒成型過程的理論分析及擴展應用研究[D] . 北京:北京化工大學,2013.
[11] 王 建 . 水下切粒機的模板研究與分析[D] . 北京:北京交通大學,2012.
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





