許惠芳,魏福慶,巨娟俠,李朋朋,李艷芹
(中國石油蘭州化工研究中心 ,甘肅 蘭州 730060)
摘要:考察了中國石油蘭州石化公司低密度聚乙烯 2420 H 吹膜時吹脹比、加工溫度、薄膜厚度對薄膜 性能的影響。 結果表明:當吹脹比為 3.0 時,薄膜的加工工藝穩定,橫向拉伸斷裂應力較高,魚眼較少,透明 性較好;加工溫度在 160~185 °C時,薄膜拉伸性能、直角撕裂強度性能較佳;薄膜厚度對薄膜性能有明顯影響。
關鍵詞:低密度聚乙烯;2420 H;吹脹比;加工溫度;薄膜厚度
中國石油蘭州石化公司 (以下簡稱蘭州石 化)低密度聚乙烯(牌號為 2420 H)是在 20 萬 t/a 低密度聚乙烯裝置上,采用 basell 公司高壓管式 反應法工藝技術生產的產品,由于其優異的綜合 性能廣泛應用于薄膜領域。 吹膜工藝條件對低密 度聚乙烯薄膜的性能有很大影響,但關于這方面 的研究較少,多集中于低密度聚乙烯裝置生產工 藝優化、助劑及新產品開發[1-3],吹膜樹脂產生魚 眼原因分析及預防[4-5],低密度聚乙烯產品性能 及應用以及低密度聚乙烯薄膜成型加工與性能 方面[6-8]的研究。 本工作對 2420 H 在吹膜過程中 的吹脹比、加工溫度以及薄膜厚度對薄膜性能的 影響進行了研究,優化出綜合性能較佳的吹膜條 件,為產品應用提供指導。
1 實驗部分 1.1 原材料
低密度聚乙烯 2420 H,顆粒料,由蘭州石化 生產。
1. 2 樣品制備及性能測試
在德國 Collin 公司生產的 E 45 P 型吹膜機
上進行吹膜試驗。 采用英國 Dffusion 公司生產的 EEL 57 D 型霧度計按照 GB/T 2410—2008 進行 霧度測試。 采用美國 Instron 公司生產的 Instron 1121 型電子拉力機按照 GB/T 1040—2006 進行 拉伸性能測試。 采用美國 Instron 公司生產的 Instron 1121 型直角撕裂強度儀按照 QB/T 1130— 2009 進行直角撕裂強度測試。按照 GB/T 11115— 2009 中方法 2 進行魚眼測試。
2 結果與討論
2. 1 吹脹比對薄膜性能的影響
在吹膜溫度為 175 °C的條件下, 進行 2420 H 吹膜。 吹膜過程中發現,當吹脹比依次為 2.5,3.0 時,薄膜膜泡均比較穩定;當吹脹比達到 3.5 時, 膜泡開始擺動,工藝穩定性降低。 這是因為吹脹 比增大,來自口模熔體流動和風環冷風存在的不 均勻性增加,導致薄膜厚度不均勻性增加;吹脹 比增大,會使膜泡表面積增大,易受牽伸影響,使 膜泡穩定性變差,易使薄膜產生皺褶,降低薄膜 外觀質量。 因此,2420 H 吹制薄膜時吹脹比不宜 超過 3.5,并根據設備特點進行相應調整。
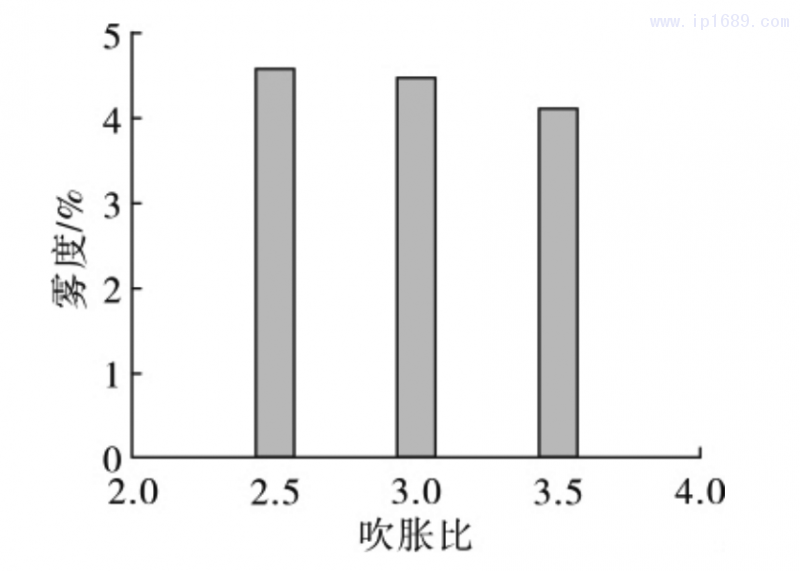
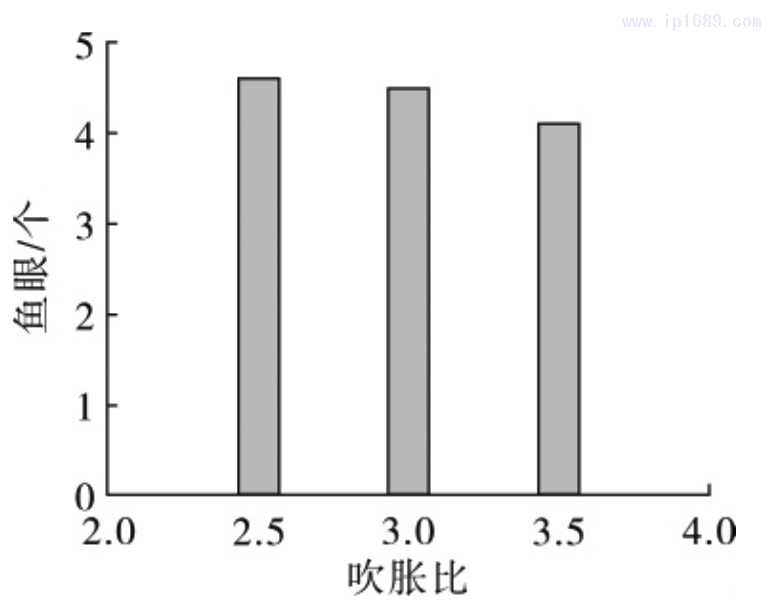
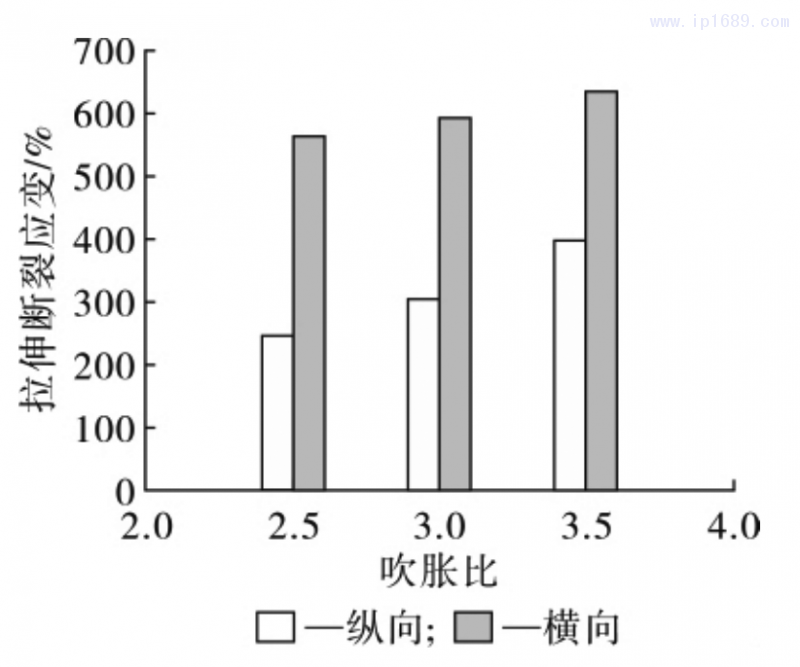
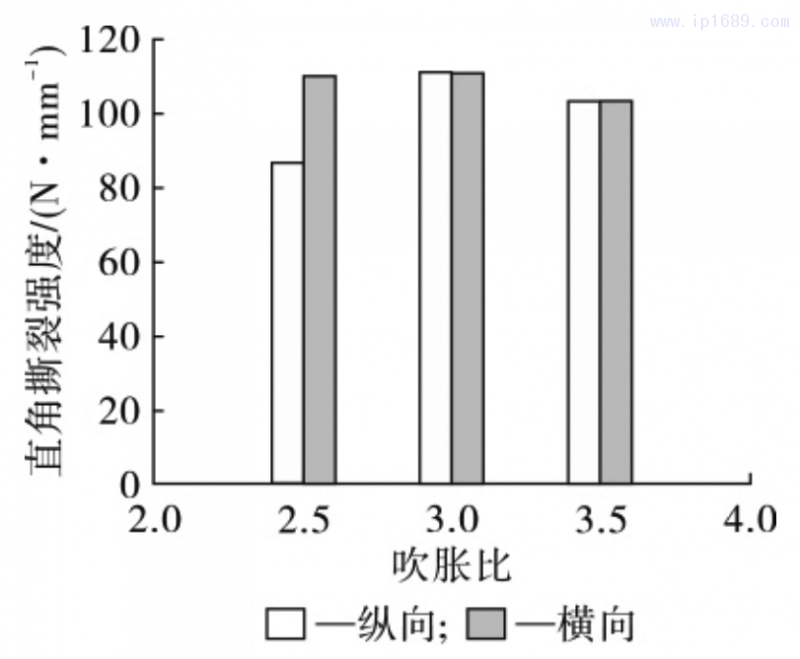
吹脹比對 2420 H 薄膜性能的影響如圖 1~圖 5 所示。可以看出:隨吹脹比增大,薄膜霧度、魚眼呈 下降趨勢;橫向拉伸斷裂應力呈上升趨勢,縱向 拉伸斷裂應力呈下降趨勢。 這是因為隨著吹脹比 增大,薄膜的橫向拉伸作用增大,分子鏈沿橫向 的取向增強, 從而薄膜的橫向拉伸斷裂應力增 加,同時引起薄膜縱向取向變弱,致使薄膜的縱向拉伸斷裂應力有所下降;縱橫向拉伸斷裂應變 呈上升趨勢, 橫向直角撕裂強度呈下降趨勢,縱 向直角撕裂強度呈先上升后下降的趨勢。 當吹脹 比為 3.0 時,薄膜綜合性能較好。
圖 1
薄膜霧度隨吹脹比的變化
圖 2 薄膜魚眼隨吹脹比的變化
圖 3 薄膜拉伸斷裂應力隨吹脹比的變化
圖 4 薄膜拉伸斷裂應變隨吹脹比的變化
圖 5 薄膜直角撕裂強度隨吹脹比的變化
2. 2 加工溫度對薄膜性能的影響
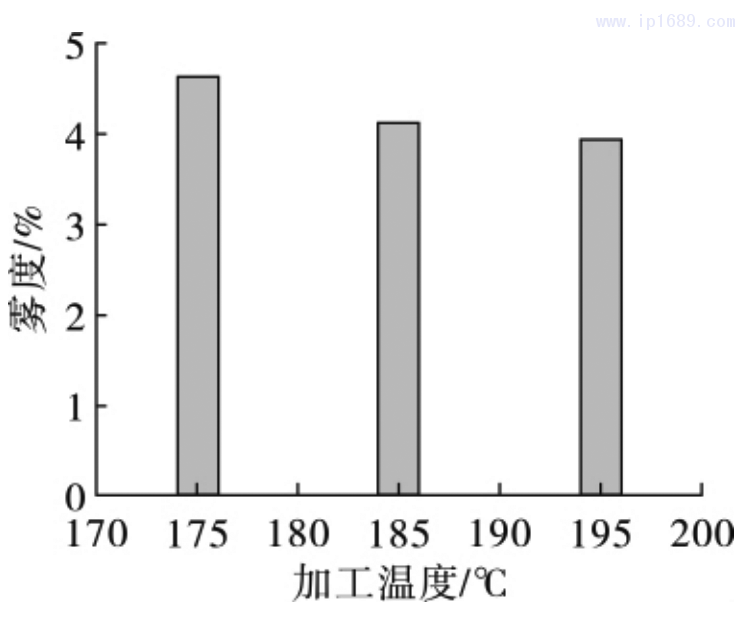
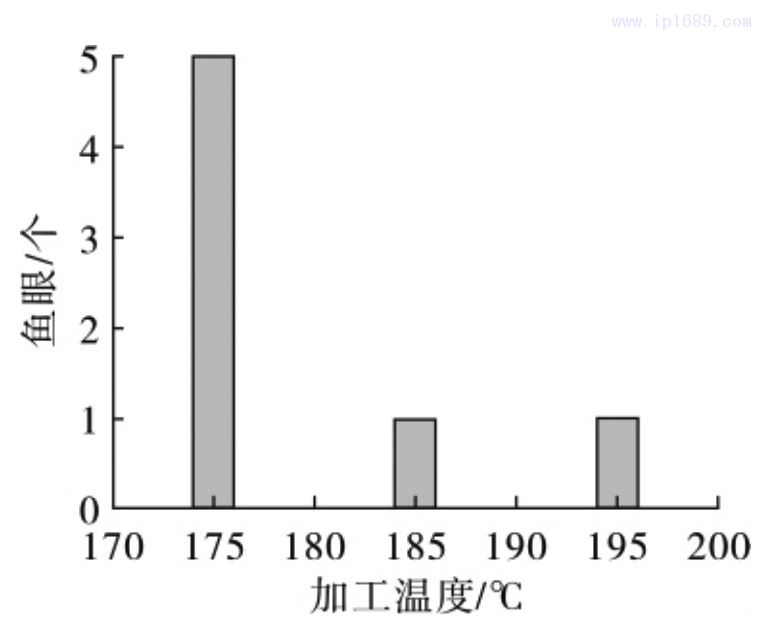
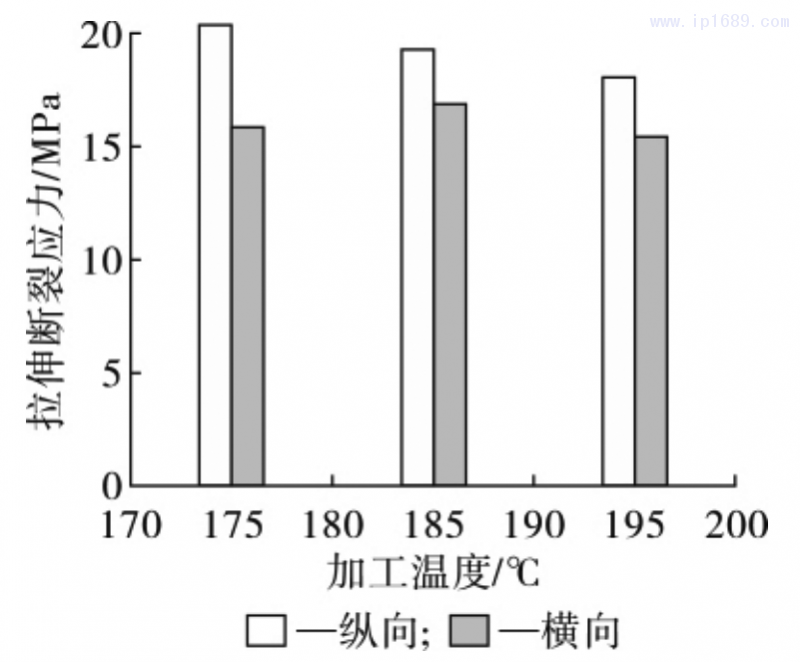
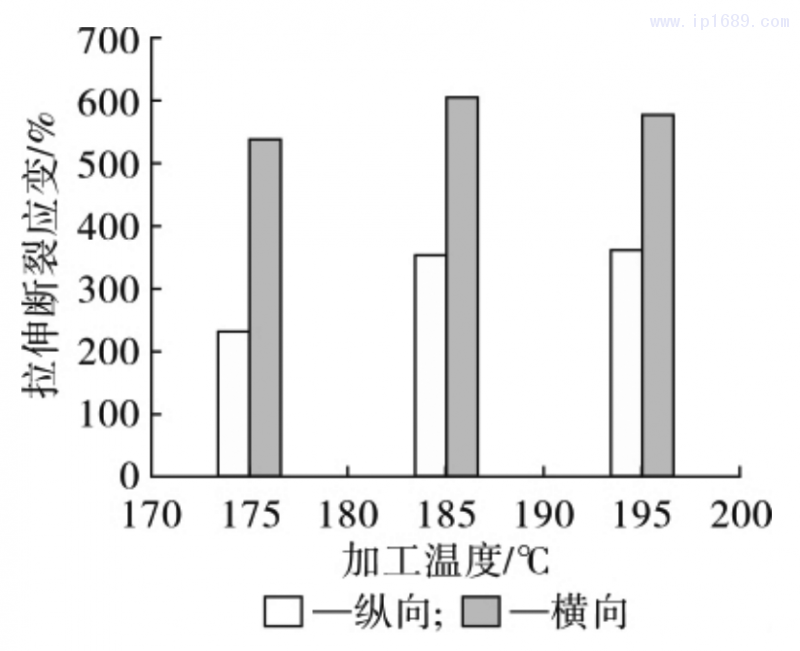
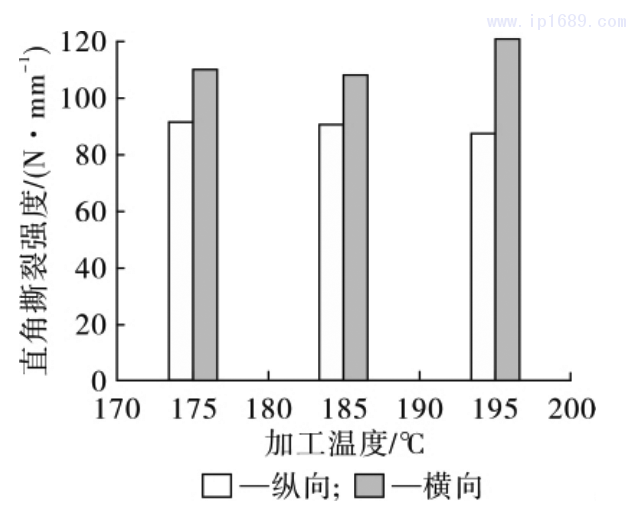
由圖 6~圖 10 可見:隨加工溫度的升高,薄膜霧度呈降低趨勢,這是因為升高加工溫度,分子 鏈會產生松弛,取向變弱,致使結晶過程中的不規則程度增加,結晶度降低,從而使薄膜的透光 度提高;魚眼呈下降趨勢,這是因為溫度升高,大 分子部分充分得到塑化,不熔物減少,魚眼減少; 薄膜縱向拉伸斷裂應力呈下降趨勢,橫向拉伸斷 裂應力呈先上升,185°C后下降的趨勢, 縱橫向拉 伸斷裂應變呈上升趨勢,但 185 °C后變化較小;橫 向直角撕裂強度先下降,185 °C后呈增加趨勢,縱 向直角撕裂強度呈降低趨勢。 因此,建議薄膜廠 家加工溫度設定在 160~185 °C, 可根據所生產薄 膜的用途及設備情況進行相應的工藝調整,為了 降低能耗可以在 175 °C進行加工, 為了提高透明 性能,減少魚眼可以在 185 °C進行加工。
圖 6 薄膜霧度隨加工溫度的變化
圖 7 薄膜魚眼隨加工溫度的變化
圖 8 薄膜拉伸斷裂應力隨加工溫度的變化
圖 9 薄膜拉伸斷裂應變隨加工溫度的變化
圖 10 薄膜直角撕裂強度隨加工溫度的變化
2. 3 薄膜厚度對薄膜性能的影響
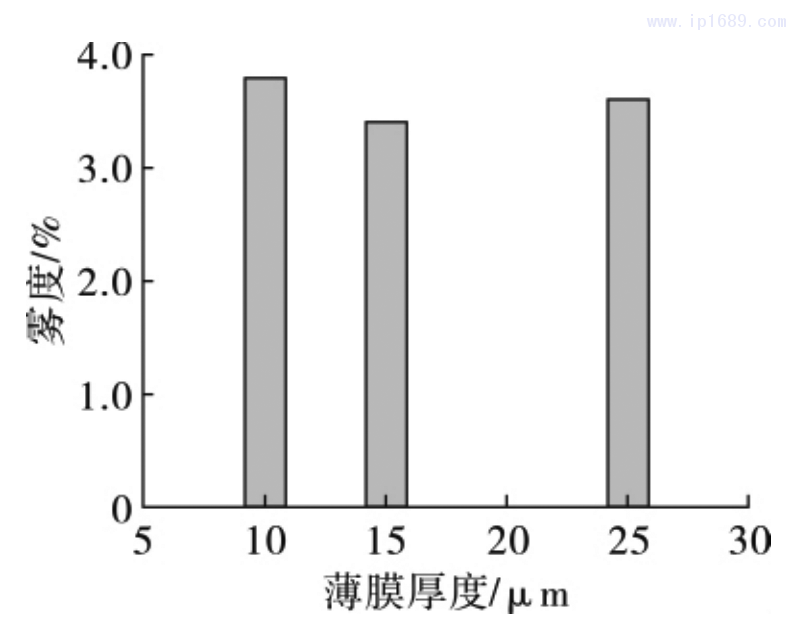
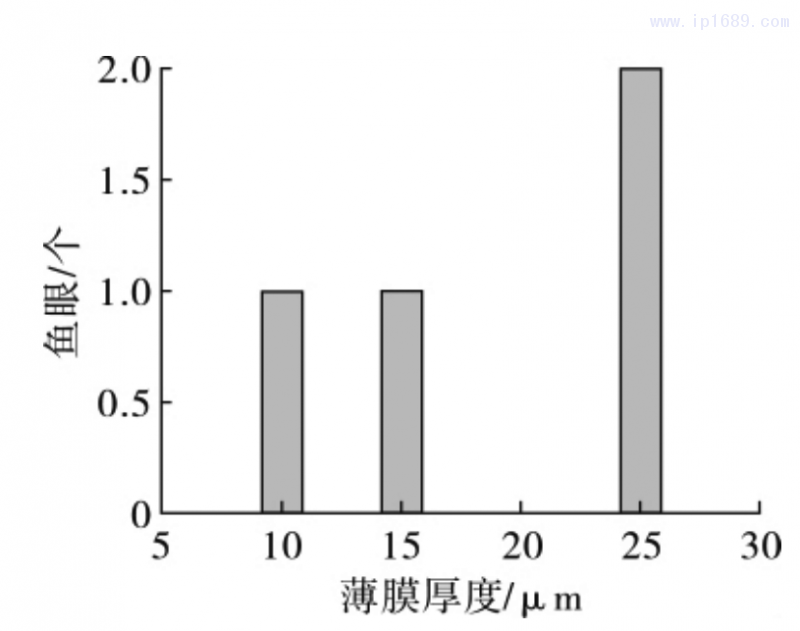
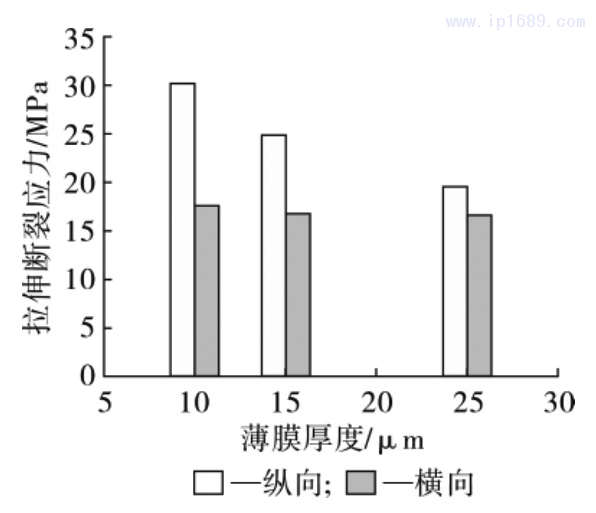
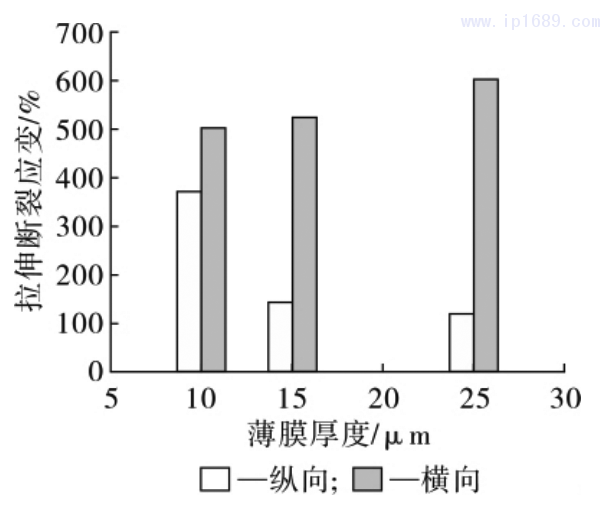
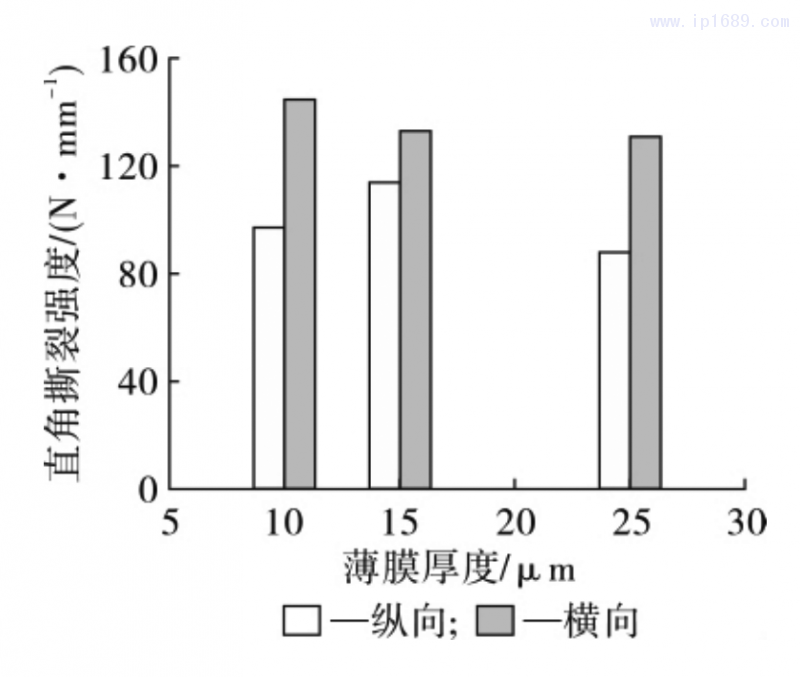
在吹膜溫度為 175 °C, 吹脹比為 3.0 的條件下, 考察了薄膜厚度對低密度聚乙烯 2420 H 薄 膜性能的影響,結果如圖 11~圖 15 所示。 可以看 出:薄膜厚度對薄膜性能有明顯的影響;隨薄膜 厚度減小, 薄膜的霧度呈先下降后增加的趨勢, 這是因為隨著薄膜厚度變薄, 透光率會增加,霧 度降低,但當薄膜厚度太薄,薄膜產生褶皺,會導 致霧度增大;魚眼呈增加趨勢;薄膜橫向拉伸斷 裂應力變化很小, 縱向拉伸斷裂應力呈下降趨勢;橫向拉伸斷裂應變隨薄膜厚度增加呈上升趨 勢,縱向拉伸斷裂應變呈下降趨勢;薄膜橫向直 角撕裂強度呈下降趨勢,縱向直角撕裂強度呈先 增加后減小趨勢。
圖 11 薄膜霧度隨薄膜厚度的變化
圖 12 薄膜魚眼隨薄膜厚度的變化
圖 13 薄膜拉伸斷裂應力隨薄膜厚度的變化
圖 14 薄膜拉伸斷裂應變隨薄膜厚度的變化
圖 15 薄膜直角撕裂強度隨薄膜厚度的變化
3 結論
a.2420 H 吹膜時吹脹比不宜超過 3.0,當吹脹 比為 3.0 時,薄膜的加工工藝穩定,橫向拉伸斷裂 應力較高、魚眼較低、透明性較好。
b.2420 H 吹膜時加工溫度設定在 160~185 °C; 為了降低能耗可在 175 °C進行加工, 為了提高透 明性能,減少魚眼可以在 185 °C進行加工。
c.薄膜厚度對薄膜性能有明顯的影響。
參考文獻:
[1] 趙東波,熊華偉.優化工藝提高低密度聚乙烯裝置產量[J].合成樹脂及塑料,2011,28(3):34.
[2] 周兵.高透明膜用低密度聚乙烯 2436 H 的開發[J].合成樹脂 及塑料,2010,27(5):21-23.
[3] 任曉兵.開口爽滑劑在低密度聚乙烯薄膜中的應用[J],當代 化工,2017,46(1):173-176.
[4] 閆琇峰. 低密度聚乙烯產品魚眼產生的原因分析及對策[J]. 塑料科技,2002(6):33.
[5] 金學蘭,王彬.吹膜樹脂產生魚眼原因分析及預防[J].黑龍江 石油化工,1996(3):12.
[6] 朱瑞璋,楊云芹,李心怡.高壓聚乙烯薄膜的成型加工與物理 性能[J].塑料工業,2016,44(3):72-74.
[7] 宋美麗,谷宇,田廣華,等.聚乙烯薄膜的性能及應用綜述[J]. 合成材料老化與應用,2018,47(3):115-118.
[8] 鄭萃,姚雪容,史穎,等.結晶高分子薄膜的內部和表面結構及 光學性能[J].高分子材料科學與工程,2018,34(11):56-62.
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





