傳統的橡膠試驗方法,如門尼粘度計和無轉子硫化儀(MDR)測試,已被用于監測混合批次的質量達數十年之久。然而,由于彈性產品性能要求變得越來越苛刻,并且需要高度工程化的材料來滿足這些要求,因此對粘彈性性能差異有更大敏感性的測試方法是必不可少的。
高分子材料的物理和結構性能,包括分子量、分子量分布和長鏈支化的程度,是與大體積化合物和流變行為變化有關的最具影響的參數之一。聚合物體系結構的差異直接影響到加工性和流變行為,如熔體流動速率、離模膨脹、熔體加工穩定性以及在吹塑、注射成型、壓片成形、電纜套管擠出和其他加工過程中的可恢復剪切和內部應力。使用橡膠加工分析儀 (RPA) 的流變特性提供了一種快速、簡便的方法來測量這些性能,提供了一種理解聚合物結構和開發整體性能結構關系的手段。這些方法可以為生產工程師和生產商提供關于原料聚合物和彈性化合物的加工性的寶貴的預測性信息,可用于加快和有效地開發出外理問題的解決方案。
本文介紹了在小應變狀態下的線性粘彈性以及在高應變狀態下的非線性粘彈性的先進的流變測量,以及如何關聯這些測量值到彈性產品的聚合物鏈結構。利用橡膠加工分析儀對高分子和橡膠化合物的分子量、分子量分布和長鏈支化進行了評價。我們提出了一些場景,在這些場景中,RPA用于識別與加工差異相關的樣品中的關鍵不同點。一些測試技術包括標準頻率掃描和標準應變掃描實驗的線性和非線性響應。這些測試的結果也與標準測試,如來自無轉子硫化儀的門尼粘度和硫化曲線相比較。
實驗
RPA Elite(特拉華州紐卡斯爾的TA儀器公司)是一款先進的無轉子旋轉剪切流變儀,它致力于聚合物、橡膠和橡膠化合物在加工制造的所有階段中提供完整的粘彈性特性。通過硫化過程和原位硫化狀態,RPA Elite提供了有關材料在預硫化狀態下的粘彈性行為的寶貴數據。就像橡膠行業的標準一樣,樣品被密封在雙錐形模中并施加高壓力壓縮。本設計提供了一種封閉的測試腔, 防止試樣邊緣的熔體斷裂,且壓縮力可防止試樣在測試過程中滑移。這兩種特性對于在非線性體系中獲得準確的數據至關重要,特別是在大振幅振蕩應變(LAOS)測試中。采用標準振蕩試驗,如頻率掃描和應變掃描等方法,在RPA中獲得了三元乙丙橡膠、BR和橡塑化合物的粘彈性性能。頻率掃描是從0.0628 rad/秒到314 rad/秒或0.01赫茲到50hz,使用一個適當的應變幅度內的線性粘彈性狀態的測試標本,而應變掃描,則執行從0.1°到90°的弧度,使用適當的頻率振蕩。在測試腔內使用約5.5克的材料(±5%), 并用4.5巴夾緊壓力進行壓縮。在進行粘彈性測量之前,允許樣品在測試腔內松馳10~15分鐘,以便在加載過程中有足夠的時間來處理任何內部應力消散。
結果與討論
含三元乙丙橡膠(EPDM)的加工挑戰
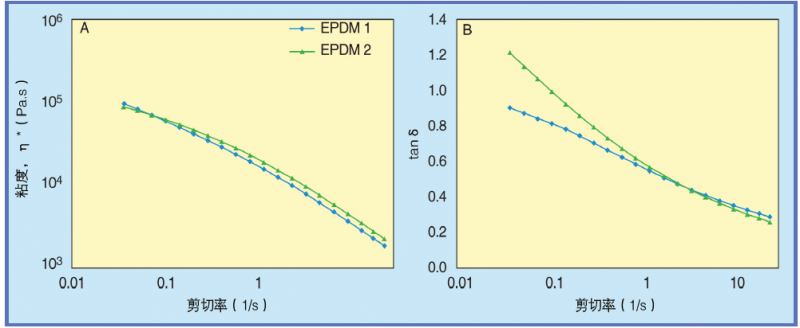
在本例中,原料供應商從EPDM 1改為EPDM 2。兩種樣品都有類似的產品規格,其門尼粘度相當于65 MU,乙烯含量約為50%,ENB含量分別為9%和7.5%。盡管有類似的規格,EPDM 2生產的化合物經歷了重大的加工挑戰,如擠出和油結合的困難。利用頻率掃頻來測量每個試樣的粘彈性響應,作為時間或頻率的函數。作為頻率函數的復態粘度如圖1A所示。復態粘度是測量材料的流動能力。測量表明,與一個較低的復態粘度樣品相比,一個更高的復態粘度樣品將表現出更大的流動阻力。分析復態粘度作為一種頻率函數,可以通過生產過程來了解聚合物化合物的整體流動狀況。例如,兩個樣品顯示出剪切稀釋性, 表現為隨著剪切速率或頻率的增加,復態粘度下降。這與生產這些材料所需的功率的降低有關,因為較低粘度的材料通常比較高粘度的化合物需要更少的能量來加工。在較高頻率下,EPDM 1復態粘度低于EPDM 2,并表現出更大程度的剪切稀釋。
圖1、從頻率掃描數據顯示復態粘度(A)和tanδ(B)作為EPDM 1和EPDM 2的剪切速率函數;盡管有著類似的門尼粘度規格, 頻率譜卻顯示出兩種材料之間的粘彈性差異
除了復態粘度,頻率掃描的數據也可以通過繪制tanδ作為頻率函數來分析,如圖1B所示。tanδ只是粘性模量與彈性模量的比值(G〞/Gˊ),與材料的彈性有關。我們可以看到,兩個樣品的tanδ的剪切速率約為1.6 1/秒, 這與在門尼試驗中應用于樣品的剪切速率有關。這是預期的,因為兩個樣品都顯示有一個門尼粘度為65MU。反之,在低剪切率下觀察到行為的較大差異,這相當于較長的時間尺度。EPDM 1顯示較低的tanδ值,約為0.85的最低測試剪切速率,而EPDM 2的tanδ約為1.25。較小的tanδ值表示材料內的彈性較大,這可能與較高的分子量或分支的存在相關。在與長時間尺度相關的低頻上觀察到復態粘度和tanδ的顯著差異,表明高分子結構,如分子量或支化度不同。在低頻區域內進行探測會產生與分子量相關的信息,而門尼試驗則無法測量。低頻響應對于預測這些材料在具有低剪切率的過程中的流動行為特別有用,例如在制造過程的啟動期間,特別是當材料在模具內松弛和流動時。
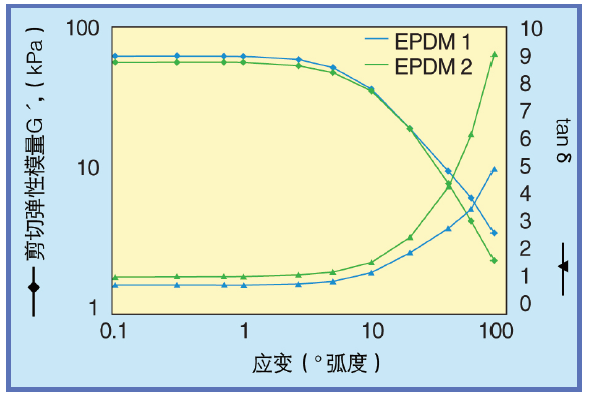
圖2、以彈性模量(Gˊ)和tanδ作為應變函數,從應變掃描中的數據繪圖;在高應變、非線性狀態下EPDM 1與EPDM 2之間有著顯著差異
然后用應變掃描來研究兩個樣品之間長鏈支化的存在和程度,如圖2所示。兩種樣品在小應變下表現出相似的行為,彈性模量Gˊ在低應變下大約80 kPa。彈性模量與材料中的彈性分量有關,并與材料內部的結構程度有關。高模量值對應于一個強大的顯微結構,如高分子量、更剛性的聚合物鏈化學結構或聚合物和添加劑之間的相互作用。在小于近似2°弧度的應變下,兩個試樣的模量與應變無關。這是預期的,并被確定為線性粘彈性狀態。在比2°臨界應變高的應變中,兩個模量均下降,表現出對應變的依賴性。這個區域被稱為非線性狀態,可以提供對材料分支性質的洞察。在高應變振幅下,兩個聚合物之間的顯著差異透過tanδ的偏差被觀察到。在非線性狀態中的應變測試顯示,對聚合物體系結構的差異有更大的敏感性。
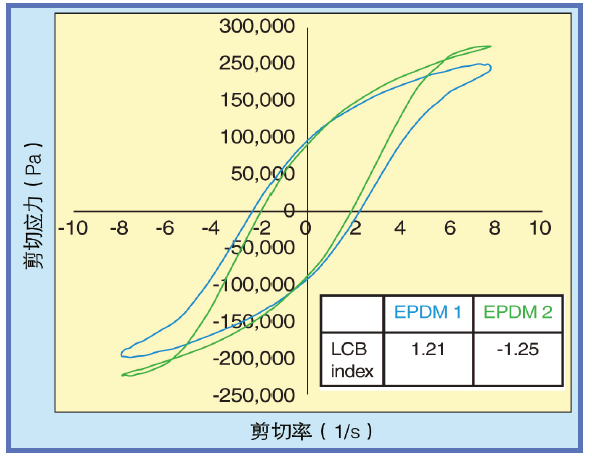
圖3、原始應力與剪切速率圖, 稱為利薩茹圖, 圖所示為EPDM 1和EPDM 2在90°弧度或1255%的應變;EPDM 2觀測到二次循環, 而EPDM 1未見循環, 表明長鏈支化存在差異
通過仔細觀察利薩茹曲線圖(以瞬時應力對應剪切速率繪制的圖),如圖3所示,在90°弧度和1255% 應變處,樣品響應的差異是顯而易見的。眾所周知,利薩茹圖顯示二次循環是一個線性聚合物結構的表征,而無二次循環則是支化聚合物結構的特征。數據顯示,EPDM 1為支化聚合物,而EPDM 2則是一種線性聚合物。進一步定量分析可以通過計算基于應力和剪切率響應的長鏈支化 (LCB) 指數。負LCB指數表示的是線性聚合物,而支化聚合物則顯示為正數值。在這種情況下,EPDM 1的LCB指數為1.21,而EPDM 2的LCB指數為-1.25,可確認EPDM 1是支化結構,而EPDM 2是線性的。如圖1所示的頻率掃描,EPDM 1的支化性質也驗證了在低頻下具較高粘度和較低的tanδ,這兩種情況都表明了材料具有更高的彈性。此外,與EPDM 2相比,EPDM 1表現出較大程度的剪切稀化。長鏈支化可以改善添加劑的加入和材料的剪切稀化的能力,這有助于加工。從EPDM 1轉換為EPDM 2時所遇到的加工問題,可追溯到EPDM 2中缺乏長鏈支化。通過對 RPA的測試,可以幫助解決和發現在更換EPDM供應商后所出現的加工處理難題的根本原因。幾乎沒有其他分析技術可用于實際表征這些重要的聚合物性能。
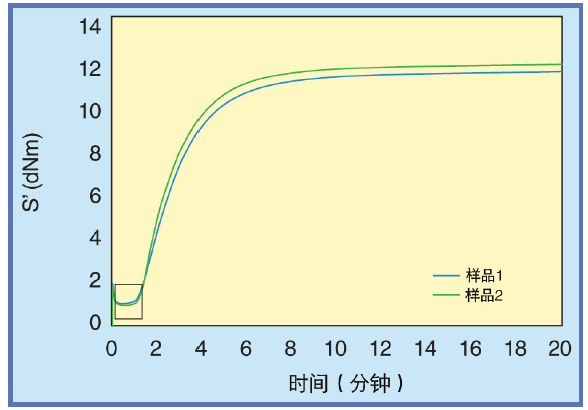
圖4、兩批橡膠復合物的無轉子硫化儀的硫化曲線;這兩條曲線的最小扭矩是相似的, 表明它們加工過程相似;然而, 制造過程中的行為卻不同
橡膠復合物的擠出不穩定性
RPA不僅可以通過測量原材料的粘彈性特性來解決處理中的問題,還可以用來測量橡膠化合物的性能。粘彈性性能的差異會導致生產過程中出現困難。在本例體驗到在生產過程中擠出的不穩定性。一批材料加工未出現問題,而另一批則在擠出機上顯示出燒焦問題,導致產品表面帶有橙色或桔皮紋理。兩批橡膠都用無轉子硫化儀進行測試, 具有代表性的曲線如圖4所示。硫化曲線表明,樣品1在加工過程中表現出燒焦行為,比沒出現加工問題的樣品2的硫化速度慢。此外,這兩條曲線顯示一個類似的約1 dNm的最小扭矩。MDR測試的結果無法區分材料之間的差異,也沒有顯示確定處理問題的根本原因所需的信息。
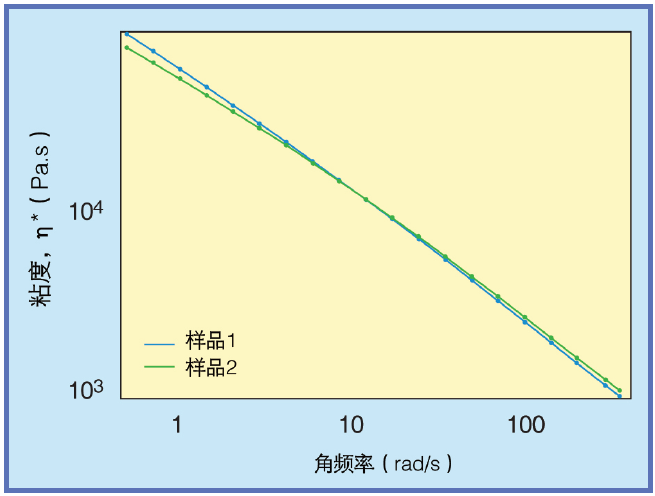
圖5、從頻率掃描數據顯示復態粘度作為樣品1和樣品 2的角頻率函數;頻率譜顯示兩種樣品在加工過程中的相似行為, 特別是在高剪切速率范圍內, 與擠出工藝中的流動行為相關
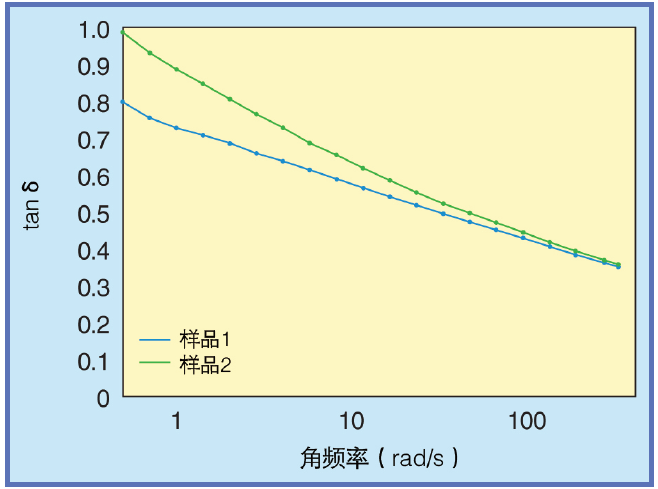
用RPA進行頻率掃描測試,以表征兩個樣品,并將其粘彈性與加工行為聯系起來。復態粘度在圖5中顯示為角頻率函數。當角頻率與剪切速率的增加,復態粘度減小,兩種試樣均表現為剪切稀化行為。然而,樣品1顯示在提高頻率時粘度略低,這與高剪切率相對應。相反,樣品1也顯示了在低角頻率下有較高的粘度,這與更強的流動阻力相對應。這通常與較高的彈性有關。相同的數據重繪tanδ作為頻率函數,圖6中突出顯示了樣品之間的彈性差異。兩個樣品之間的tanδ有很大的不同,在1 rad/秒下樣品1顯示的值為 0.725, 而樣品2為0.89。這表明樣品1比樣品2更有彈性。彈性的增加可以歸因于較高的分子量或長鏈支化的存在。
圖6、從頻率掃描數據顯示tanδ作為樣品 1和樣品2角頻率的函數;在低角頻率下觀察到試樣粘彈性響應的顯著差異, 與高分子結構相關;樣品 1顯示了一個較低的tanδ值, 表明具較高的彈性
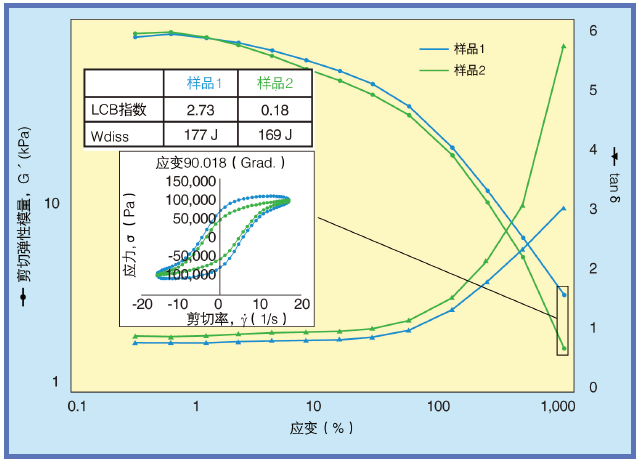
進一步的分析包括一個大振幅振蕩應變剪切測試的兩個樣品, 其中的應變變化從0.3% 到1000% 以上的應變。兩個樣品的存儲模數(Gˊ)和tanδ顯示為圖7中的應變百分比函數。在非線性狀態中,行為偏差被視為應用應變增加。樣品1的貯存模量仍高于樣品2,表明材料內有較強的彈性結構。如前所述,這等同于更強的微觀結構,通常是由于較高的分子量,聚合物剛性和添加劑的相互作用所引起的。這也證實了tanδ信號,與樣品1顯示一個更低的tanδ,對應于更大的彈性。將瞬態剪切應力與利薩茹圖中的剪切速率進行繪制,可以重構90°弧度的數據或1255%的應變百分比。從利薩茹圖可以計算長鏈支化指數。兩個利薩茹圖都表現出二次循環的缺乏,表明了長鏈支化的存在。這是確定的正長鏈支化指數值,當中樣品1是2.73,樣品2是0.18。長鏈支化指數表明,與樣品2相比樣品1具有較高的長鏈支化,這可通過頻率和振幅譜中的tanδ值確定。回想一下,樣品1展示了一個更低的tanδ,它對應于更高的彈性程度。
圖7、用應變掃描中的數據繪圖,彈性模量(Gˊ)和tanδ作為應變的函數;在高應變中觀察到橡膠化合物樣品之間的顯著差異;在非線性狀態中, 利薩茹圖顯示兩個樣品在90°弧度(內凹)應用振蕩期間長鏈支化和能量耗散的差異
長鏈支化的存在有助于材料的彈性特性。通常,長鏈支化的存在改善了加工性。然而,盡管長鏈支化的程度較高,但工藝工程師發現了樣品1的挑戰和燒焦的問題。在繪制瞬態應力應變時,通過測量橢圓內的面積,從利薩茹圖可以計算出振蕩和剪切過程中消散的功。這消散的功與粘性發熱有關,這種熱量必須從材料中除去,否則會導致局部溫度升高。在90°弧度,或1255%應變百分比上分析, 顯示樣品1和 樣品2的功消散分別為177焦和169焦。與樣品2相比,在高剪切下,樣品1顯示了較大的能量消散,這是類似于在擠出機內經歷的剪切率。由于在擠出機內剪切,能量耗散量越大,試樣內的局部溫度就會增加。
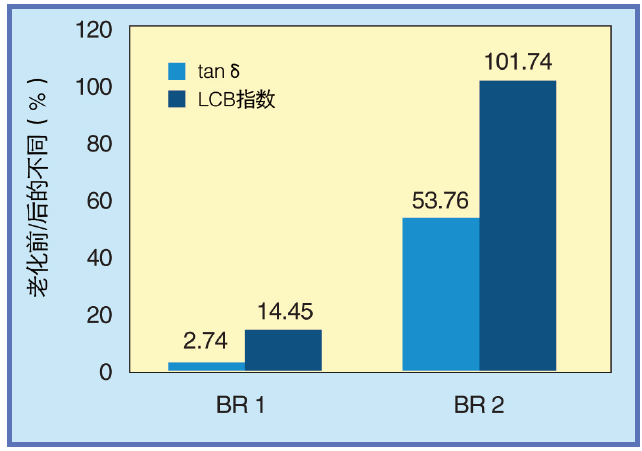
圖8、兩個丁二烯橡膠樣品模擬混合前后的tanδ和長鏈支化(LCB)指數;BR 1的粘彈性性能相對不受剪切和溫度的影響, 而BR 2則表現出顯著的變化, 表明材料中的一些不穩定性
盡管DMR曲線顯示樣品1將硫化較慢, 但在樣品內的局部溫度升高,會造成在擠出過程中由于誘發剪切產生的能量耗散可能導致的樣品1在擠出過程中燒焦。RPA能夠量化兩種橡膠化合物之間的差異,并幫助工藝工程師通過降低擠出機的速度來優化其加工條件,然后重新評估配方設計。
圖9、顯示了模擬混合步驟引起的BR 1和BR 2的百分比變化;BR 1中的tanδ和LCB指數不受影響,百分比變化小于3%和15%,而BR 2的粘彈性性能受到高度影響,有著近似于50%和100%的變化
不同供應商BR的穩定性差異
對于某些聚合物,如BR、SBR和丁腈橡膠,了解在受剪切和溫度的影響(例如在混合過程中所經歷的老化量)是很重要的。在這種情況下,RPA可以用來在高剪切和溫度下給聚合物加壓,模擬混合過程,通過測量粘彈性性質來評估聚合物結構的變化。通過適當的測試方法, RPA可用于在混合過程前對材料進行表征, 模擬混合過程, 然后在模擬混合后對材料進行表征, 全部在一次測試中完成。兩個BR樣品從不同的供應商獲得, 含有45 MU的相同規格, 順式1,4丁二烯含量>96%。在RPA中在150℃,以1赫茲400%的振蕩應變處理10分鐘,模擬老化過程。在老化過程前后,采用頻率掃描和振幅掃描法測量粘彈性性能。其老化過程前后的tanδ和長鏈支化指數如圖8所示。在模擬混合步驟中,BR 1的粘彈性性能沒有顯著變化,tanδ僅剩2.5左右,LCB指數增加不到1。然而,在模擬混合步驟后,BR 2的tanδ從大于4降到小于3,LCB指數從不到4上升到超過7,表明由于混合過程,聚合物體系結構發生了重大變化。如圖9所示,BR 1的tanδ和LCB指數的變化分別小于3%和15%;而相比之下,BR 2的tanδ改變超過50%,LCB指數改變了100%。tanδ的減少和LCB指數的增加對應于混合步驟后支化程度的增加。據了解,對于某些丁二烯橡膠樣品,在骨架上的碳-碳雙鍵上會發生剪切反應,這可以在聚合物中產生長鏈分支,這取決于合成過程中使用的穩定方法。測試這兩個丁二烯橡膠顯示BR 2比BR 1更不穩定。通過混合過程量化和測量聚合物體系結構的變化,可以幫助工程師在生產過程中及早篩查,并根據需要進行調整。
總結
RPA可以用來測量橡膠化合物和原始聚合物的粘彈性特性,作為剪切速率和撓度的函數,直接與流動和加工行為有關。從頻率掃描和振幅掃描獲得的數據可以用來識別聚合物體系結構的差異,如長鏈支化的存在和分子量與分子量分布的變化。對RPA的測試能夠區分許多來自不同供應商的EPDM以及那些標準門尼和MDR測試失效的橡膠化合物的差異。
此外,RPA可用于模擬在受控溫度下的剪切過程。在模擬混合步聚前后的粘彈性試驗可以用來測量丁二烯橡膠的穩定性,并能識別由于長鏈支化增加而導致聚合物穩定性的不足。
了解材料在幾個剪切速率下的流動行為變得越來越重要,因為現在正在使用各種不同的催化劑的合成技術,這可能會導致從供應商到供應商的一系列不同粘彈性性能,甚至從一批到一批的不同。通過RPA測試數據可以用來識別聚合物體系結構的變化,提供對流動行為的洞察力,從而可以提前優化生產參數,減少浪費。
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





