眾所周知,單一材料生產的制品往往不能滿足市場對制品的多元化需求,如特性、外觀、功能等特殊要求,最重要的是必須符合經濟效益,復合材料制品能夠迎合終端大部份需求,其中復合包裝膜是包裝材料中最具變化性及發展最快的。現今塑料包裝材多采用共擠工藝生產,其所生產的薄膜具有阻隔性與強度高、耐熱性良好、無殘留溶劑污染、質量輕、膜壁薄等特點,因此,這類的產品被廣泛地使用在各種制品。
共擠法是近年來發展快速的一種多層復合材料加工方法,目前業界采用共擠加工方式有三種: 特殊設計的共擠壓出模具、共擠吹膜技術、多層結構分配器。前述兩種加工方式均仰賴模具本身設計達成多層次制品,但制品種類會因模具設計被侷限,而最大的生產困難度莫過于不易掌握制品各層次的精準比例分配,導致制品良率不易提升,因此采用多層結構分配器搭配模具,不但適用制品種類多元,生產效益高,同時可符合環保要求,因此受到業界越來越多的關注與青睞,成為共擠加工的主流趨勢。
采用多層結構分配器搭配模具的共擠生產工藝相較于共擠結構設計的模具而言,具有下列三大特性:
1.設備成本較低
2.容易操作
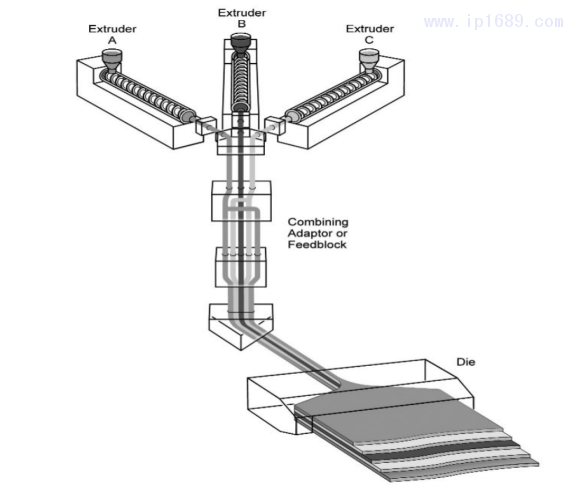
3.可因應生產需求增加層數與熔膠的混合更換(combination change),如圖一所示,此為三軸共擠生產采用多層結構分配器的配置,可生產出多種層次變化產品,包含基本的3軸3層、變化的3軸4層以及特殊需求的3軸5層甚至6-7層,甚至可以因應生產需求制造2層或單層制品。
圖一
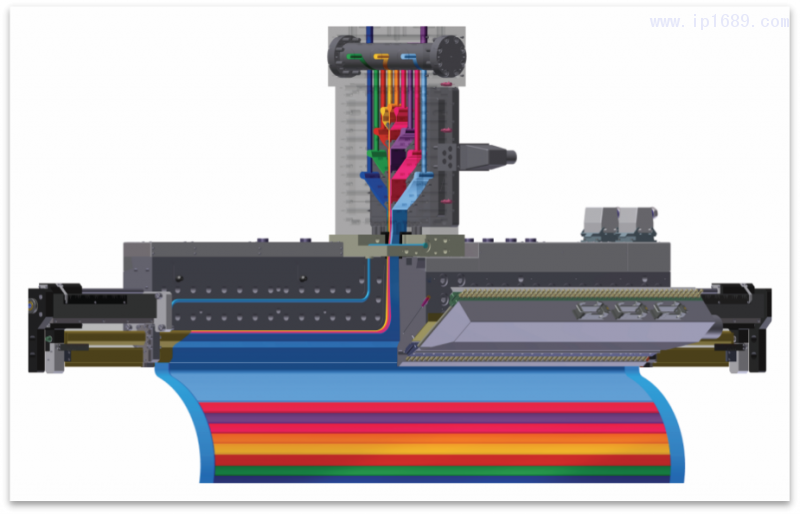
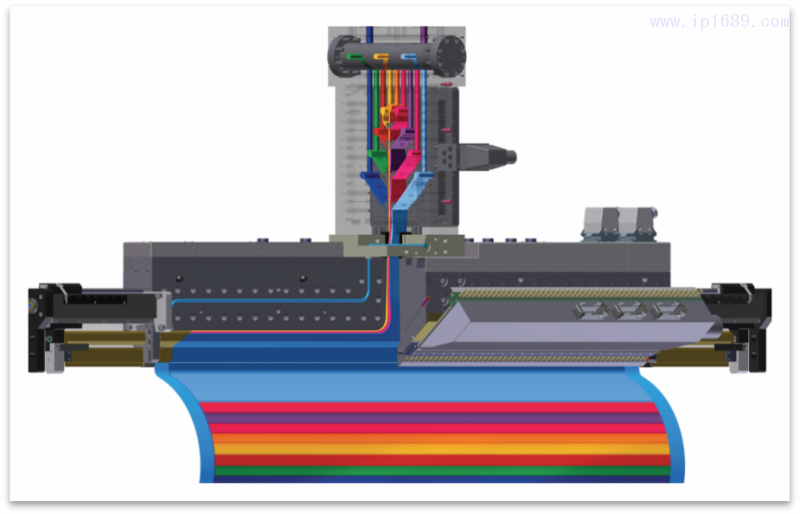
政鈺憑借近30年市場經驗、研發案例以及對市場變化的敏銳觀察,于2014年開始針對食品包裝客戶們,率先開發出9軸11層分配器,同時搭配全新開發的包邊模具(如圖二),配合制品配方以及其他機械操作等因素下,協助客戶能夠量產具穩定質量的具隔水以及阻氣功能的食品包裝用膜。在成本效益方面,透過政鈺這套創新設計,可以將原本在生產過程中產生約3-5%的耳料耗損,透過特殊結構設計,在不影響制品質量的前提下,將耗損耳料轉為可用的回收原料,有效降低成本,提高原料可用性。
圖二
復合性材料被廣泛運用在制作出多功能性的多層制品,多層制品在結合制造過程中容易出現界面不穩定或層厚不均的情況,界面不穩定常肇因于各種不同塑料剪切力不同,在生產過程中當塑料到模唇出口區時,受到高分子的拉伸黏度影響,界面不穩定的現象更加明顯,因此,采用多層結構的分配器來處理復合材料,運用設計前的專業高階的CAE模擬系統分析(參照圖三),可以更充分掌握實際各種塑料在生產中所可能發生的流動性與流速變化,輔以適當的設計與精確加工技術,才最終制品層層分明的最佳生產效果。
圖三
9軸11層分配器現今已在客戶生產線上順利運作,此創新的設計突破以往實際生產上的三大困難點:
第一點是層與層之間的安排。政鈺研發團隊針對各層塑料特性、物性以及塑料間的黏合,采用最先進的計算機模擬系統,與客戶研討出最適的各層比例分配,透過分配器的結構設計,達到精準的分層比例。
第二點是流道路徑。如何在分配器內使各種物性不同的塑料結合,并能順暢流入模具中成型,在短暫的時間壓力下,同時考量塑料生產中流速、容積以及溫度等變化因子,透過政鈺客制的設計流道路徑都能加以克服。
第三點是模具內塞結構的包邊設計。為了有效降低成本,政鈺結合目前國際最新技術以及研發團隊設計,開發出特殊模具設計,能夠將耳料重復回收再生產,成功實現客戶降低成本的需求,同時兼具客戶在生產不同寬度的包裝膜寬度,透過模具所搭配的主副流道全面性內塞結構,可以調整模具寬度也能夠回收耳料,達到最佳的生產經濟效益。
政鈺長期深耕于押出設備市場三十年,從研發、設計、加工生產乃至后續客戶服務,具有完善的研發與工作團隊,能提供且協助客戶設備上更新與改善,面對越來越多元性的市場考驗,政鈺始終與客戶并肩前行,創造更多的可能性。























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





