趙有俊 仇久安 齊在偉
(天津職業(yè)大學(xué),天津 300410)
摘要:文中詳細(xì)介紹了一種塑料餐盒吸塑成型循環(huán)生產(chǎn)系統(tǒng)的工作原理和設(shè)備構(gòu)成,且針對(duì)行業(yè)現(xiàn)有機(jī)型存在體積大、能耗高、成本及耗材成本高等問題,進(jìn)行了分析并提出了改進(jìn)辦法。研發(fā)這款吸塑成型循環(huán)生產(chǎn)系統(tǒng),旨在不降低制品品質(zhì)的前提下解決上述問題,該生產(chǎn)系統(tǒng)操作、維護(hù)簡(jiǎn)便,適用于中小企業(yè)中、小批量實(shí)際生產(chǎn)。
關(guān)鍵詞:塑料餐盒;吸塑成型;循環(huán)系統(tǒng)
引言
近年來,隨著互聯(lián)網(wǎng)時(shí)代的快速發(fā)展,各種外賣類APP雨后春筍般的涌現(xiàn),促使外賣餐飲占據(jù)了大半個(gè)餐飲市場(chǎng)。外賣餐飲市場(chǎng)的興起為廣大消費(fèi)者帶來了就餐的便利,適應(yīng)了快節(jié)奏生活。與此同時(shí),外賣餐飲的發(fā)展也大大增加了對(duì)外賣飯盒的需求。目前外賣行業(yè)大多采用塑料餐盒,以PP、PS、PET等材質(zhì)居多,該種餐盒無毒無害、耐熱、耐腐蝕,可通過回收循環(huán)應(yīng)用到其他領(lǐng)域。
目前塑料餐盒制作工藝多為熱塑性塑料片材,經(jīng)過高溫加熱軟化,通過負(fù)壓方式使軟化片 材覆貼在模具腔內(nèi),冷卻成型,再經(jīng)由裁切工位進(jìn)行裁切拾取以及廢料整理。目前餐盒制造行業(yè)的生產(chǎn)設(shè)備大多采用國(guó)外的進(jìn)口設(shè)備,設(shè)備龐大,價(jià)格昂貴、維修和維護(hù)費(fèi)用高、原材料成本高。國(guó)內(nèi)也有餐盒成型設(shè)備制造商,但設(shè)備生產(chǎn)工藝也大多沿用國(guó)外的工藝及技術(shù)。
本研究塑料制品吸塑成型循環(huán)生產(chǎn)系統(tǒng)突破現(xiàn)有生產(chǎn)工藝流程,實(shí)現(xiàn)從原材料顆粒到成型制 品的連續(xù)式規(guī)模化生產(chǎn),避免了片材二次加熱的高耗能加熱工序,與現(xiàn)有設(shè)備相比,該機(jī)器的整體能耗大幅度降低,吹吸塑結(jié)合成型,使得制品高質(zhì)量成型,提供了一種結(jié)構(gòu)合理、勞動(dòng)強(qiáng)度低、能耗低、安全可靠的全自動(dòng)循環(huán)生產(chǎn)系統(tǒng)。該生產(chǎn)系統(tǒng)適用于批量化生產(chǎn),其推廣前景廣闊。
一、塑料餐盒吸塑成型循環(huán)生產(chǎn)系統(tǒng)的工藝流程
(一)行業(yè)現(xiàn)有設(shè)備生產(chǎn)工藝流程
聚丙烯(PP)塑料的成型是近年來國(guó)外競(jìng)相發(fā)展的技術(shù),由于PP制品具有耐高溫蒸煮、阻濕、廉價(jià)等優(yōu)點(diǎn),以PP為基材的多層阻隔性實(shí)物容器發(fā)展極快,成為食品容器的重要發(fā)展方向[1]。行業(yè)現(xiàn)有設(shè)備均以PP等材質(zhì)的外購成型片材作為原材料,片材上機(jī)固定在輸送鏈后經(jīng)過大幅面、高能耗的加熱通道,將片材加熱軟化,達(dá)到成型溫度后,成型模具上下模合模,通過負(fù)壓抽取模內(nèi)空氣,將軟化后的片材貼覆在模具內(nèi)腔完成成型工序,上下模具分離,成型后的片材通過輸送鏈間歇運(yùn)行送至裁切工位,裁切模具合模裁切后輸送鏈再次運(yùn)行送至下一工位拾取出料。整個(gè)生產(chǎn)設(shè)備分為片材加熱、負(fù)壓成型、制品裁切、物料拾取等多個(gè)工位,采用間歇式運(yùn)行方式。其缺點(diǎn)是原料片材成本高,為勞動(dòng)密集型生產(chǎn)工藝,而且能耗高、生產(chǎn)效率低、科技含量低,并存在“多人一機(jī)、機(jī)器等人”的現(xiàn)象[2],且多工位設(shè)計(jì)設(shè)備占地面積大。其生產(chǎn)工藝流程分為:上料-片材進(jìn)成型機(jī)-預(yù)熱-加熱-成型-沖裁-落料-成品-包裝-邊角料收卷[3]。其設(shè)備運(yùn)行流程,如圖1所示。
(二) 塑料餐盒吸塑成型循環(huán)生產(chǎn)系統(tǒng)工藝流程
塑料餐盒吸塑成型循環(huán)生產(chǎn)系統(tǒng)生產(chǎn)工藝采用PP、PS、PET等塑料顆粒作為原材料,通過外購塑料擠出機(jī)、輥筒壓片機(jī)制作生產(chǎn)用片材,壓片輥筒可控制片材成型溫度,軟化片材掛于雙工位塑料吸塑成型機(jī)的連續(xù)輸送鏈上進(jìn)行片材輸送;成型模具、制品裁切刀設(shè)置在同一工位,稱為成型裁切機(jī)構(gòu),該機(jī)構(gòu)通過絲杠傳動(dòng)沿片材行進(jìn)方向做往復(fù)運(yùn)動(dòng),與片材同方向運(yùn)行時(shí)完成上下模合模、正負(fù)壓同步成型、分模、制品裁切、制品頂出動(dòng)作等多個(gè)動(dòng)作,動(dòng)作完成后機(jī)構(gòu)快速反回設(shè)備指定原點(diǎn)位置等待下一循環(huán)過程,同時(shí)片材廢料繼續(xù)沿片材輸送方向輸送,廢料經(jīng)過外購破碎機(jī)破碎成塑料顆粒,再通過真空輸送系統(tǒng)將破碎后的顆粒送至擠出機(jī)儲(chǔ)料罐料斗,進(jìn)行回收利用,裁切后的制品通過氣動(dòng)壓料裝置壓落于收料皮帶機(jī)進(jìn)行制品堆疊,當(dāng)成型制品數(shù)量達(dá)到額定數(shù)量后皮帶機(jī)橫向送出,工作人員進(jìn)行人工整理裝箱。其工藝流程,如圖2所示。
二、塑料餐盒吸塑成型循環(huán)生產(chǎn)系統(tǒng)結(jié)構(gòu)設(shè)計(jì)
(一)總體結(jié)構(gòu)
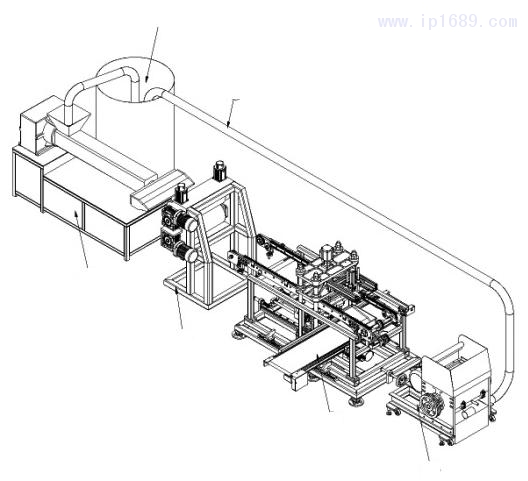
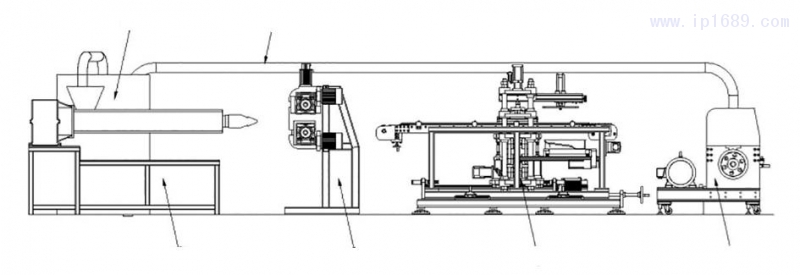
如圖3所示,塑料餐盒吸塑成型循環(huán)生產(chǎn)系統(tǒng)主要由外購塑料擠出機(jī)、塑料壓片機(jī)、雙工位塑料吸塑成型機(jī)、廢料破碎機(jī)、顆粒原材料儲(chǔ)料罐、顆粒真空輸送系統(tǒng)等設(shè)備構(gòu)成。塑料擠出機(jī)及破碎機(jī)選用市場(chǎng)上的現(xiàn)有設(shè)備。擠出機(jī)采用真空輸送方式上料,高溫加熱,再通過輸送螺桿將原材料塑料顆粒熱熔擠壓成高溫半成品流體片材。
塑料壓片機(jī)通過兩個(gè)對(duì)滾的鏡面輥筒,將流體片材壓制成規(guī)定寬度的生產(chǎn)用片材,鏡面輥筒 內(nèi)裝有溫度控制及加熱裝置,可使成型片材達(dá)到生產(chǎn)溫度,直接用于吸塑成型。
雙工位塑料吸塑成型機(jī)為連續(xù)式運(yùn)行方式,通過片材輸送鏈將壓片機(jī)壓制的高溫片材進(jìn)行連 續(xù)輸送,成型裁切機(jī)構(gòu)在片材行進(jìn)方向上做往復(fù)運(yùn)動(dòng),與輸送鏈同步運(yùn)行,在片材行進(jìn)的過程中完成吹吸塑成型及裁切工序,裁切結(jié)束后分模,成型裁切機(jī)構(gòu)快速返回原點(diǎn)位置進(jìn)行下一循環(huán)的生產(chǎn)。成型制品由于裁切時(shí)人為設(shè)置有連點(diǎn),因而可以繼續(xù)向前移動(dòng)。當(dāng)成型制品到達(dá)收料皮帶機(jī)上方時(shí),壓料氣缸下壓,將成型制品連點(diǎn)撕裂,制品掉落到收料皮帶機(jī)上,皮帶機(jī)計(jì)數(shù)堆疊,達(dá)到額定數(shù)量時(shí)皮帶機(jī)將堆疊好的制品送出,工作人員分揀裝箱。
裁切后的廢料輸送至前段設(shè)置的廢料破碎機(jī),破碎成原始顆粒狀,經(jīng)由真空輸送管路送回 至原材料儲(chǔ)料罐內(nèi)可循環(huán)利用。
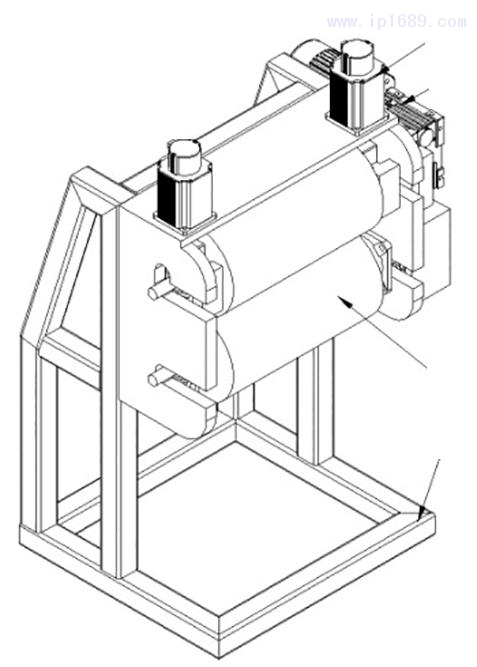
(二)塑料壓片機(jī)
如圖4所示,塑料壓片機(jī)構(gòu)由壓片機(jī)架體、對(duì)滾式鏡面壓片輥筒、壓片壓力調(diào)節(jié)電機(jī)、片材輸送電機(jī)、電氣控制等多部分組成。壓片機(jī)架體由槽鋼、方管等材料焊接成型,結(jié)實(shí)耐用,能承載壓片時(shí)的壓力。兩個(gè)壓片輥筒采用鏡面輥筒,可有效地避免片材壓制過程中熔融制品的粘黏現(xiàn)象。且輥筒內(nèi)部安裝有溫度傳感器和加熱冷卻等溫度調(diào)節(jié)裝置,使壓制的片材恒定保持制品成型所需的額定生產(chǎn)溫度。通過壓片壓力調(diào)節(jié)電機(jī)可調(diào)節(jié)成型片材的材料厚度,片材輸送電機(jī)可調(diào)節(jié)片材的壓制速度。
(三)雙工位塑料吸塑成型機(jī)
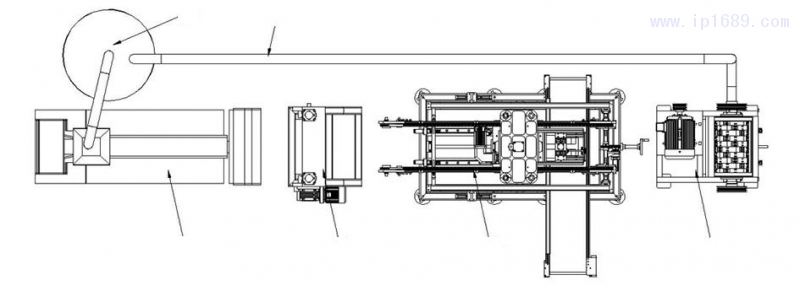
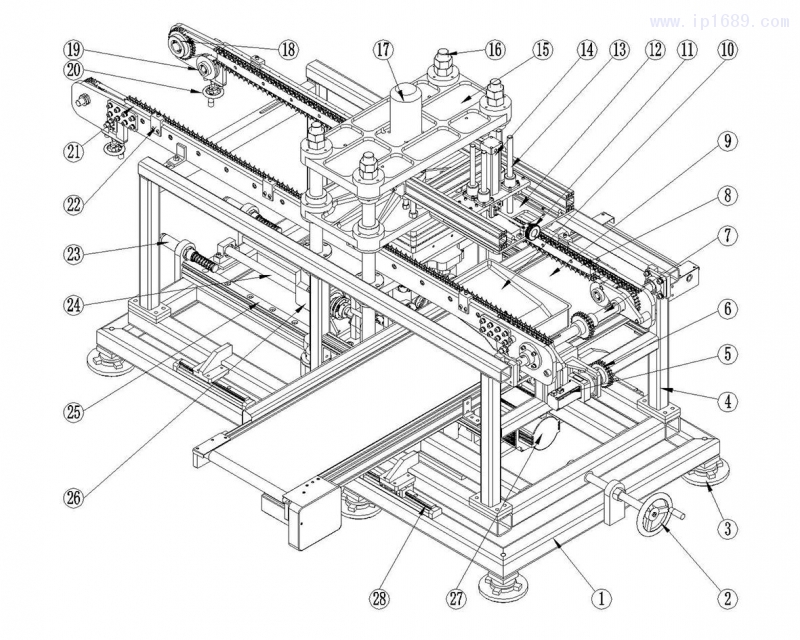
雙工位塑料吸塑成型機(jī)主要由底架組件、片材連續(xù)輸送鏈機(jī)構(gòu)、成型裁切機(jī)構(gòu)、出料機(jī)構(gòu)、收料皮帶機(jī)構(gòu)、氣路系統(tǒng)、PLC控制系統(tǒng)等部件組成。該機(jī)器結(jié)構(gòu)示意圖和主視圖如圖5(a)?(b)所示。機(jī)器實(shí)際運(yùn)行效率約為2~3秒/版,每版制品數(shù)量取決于模具的排版,最大制品尺寸:450長(zhǎng)*330 寬*100深。整機(jī)功率9kw,機(jī)器外形尺3000mm*2200mm*1700mm。
1.底架組件
底架組件承載機(jī)體重量,采用方管焊接成型,底部安裝有機(jī)床墊鐵便于調(diào)節(jié)設(shè)備水平。成 型裁切機(jī)構(gòu)往復(fù)運(yùn)行的絲杠、導(dǎo)軌及動(dòng)力總成均安裝在底架組件上,伺服減速電機(jī)為絲杠傳遞動(dòng)力,成型裁切機(jī)構(gòu)沿導(dǎo)軌方向往復(fù)運(yùn)行,其正向行進(jìn)速度與輸送鏈同步,反向可快速回程。底架設(shè)有調(diào)節(jié)導(dǎo)軌及調(diào)節(jié)手輪,實(shí)際生產(chǎn)中可在線調(diào)節(jié)片材張力,以確保熱熔片材掛鏈時(shí)不會(huì)被拉斷或片材垂度過大脫離輸送鏈。往復(fù)導(dǎo)軌兩端設(shè)有緩沖器,有效減緩機(jī)構(gòu)快速回程產(chǎn)生的慣性,保證了往復(fù)電機(jī)、滾珠絲杠的使用壽命。
2.片材連續(xù)輸送鏈機(jī)構(gòu)
片材連續(xù)輸送鏈選用伺服電機(jī)作為傳動(dòng)動(dòng)力,通過PLC使輸送鏈及往復(fù)行進(jìn)速度同步,使 得片材在成型裁切過程中不會(huì)發(fā)生相對(duì)位移。輸送鏈條由左右兩條鏈條組件構(gòu)成,兩鏈條組件寬度間距可手動(dòng)調(diào)節(jié),以滿足不同寬度產(chǎn)品的需求。輸送鏈條采用單邊帶刀尖附件形式的鏈條,熱熔片材掛于鏈條刀尖處進(jìn)行輸送,鏈條兩側(cè)設(shè)有吹風(fēng)冷卻管,用于對(duì)鏈條降溫,使片材掛鏈部分快速冷卻定型。
3.成型裁切機(jī)構(gòu)
成型裁切機(jī)構(gòu)由底板、頂板、陽模組件、陰模組件、合模輔助氣缸、裁切油缸、導(dǎo)向軸、合 模鉸鏈、合模伺服電機(jī)等零部件構(gòu)成。該機(jī)構(gòu)結(jié)構(gòu)示意圖,如圖6所示。
成型裁切機(jī)構(gòu)采用四柱結(jié)構(gòu),導(dǎo)向軸起到引導(dǎo)作用,使陰模陽模組件沿軸向運(yùn)動(dòng)完成合模, 同軸運(yùn)動(dòng)保證合模精度。同時(shí)導(dǎo)向軸也起到支撐、連接頂板及底板的作用。底板、頂板及陰陽模固定板均采用鑄鋼材質(zhì),米字形加強(qiáng)筋結(jié)構(gòu)增強(qiáng)了剛度,模具安裝面經(jīng)過精加工,確保了合模精度及裁切精度。
陰模組件合模動(dòng)作通過合模減速電機(jī)帶動(dòng)鉸鏈動(dòng)作完成,由于陰模組件重量較重,合模電機(jī) 的啟動(dòng)轉(zhuǎn)矩要求較大,為了提高合模電機(jī)使用壽命,底板兩側(cè)分別安裝輔助氣缸,以減少電機(jī)的啟動(dòng)負(fù)荷,有效提高電機(jī)的使用壽命。
陽模組件配有正壓吹風(fēng)板組件,吹風(fēng)板配有密封條、裁切刀模、孔板等。密封條用于確保成 型時(shí)模具的密封空間;裁切刀模用于裁切制品;孔板使正壓空氣充滿模具腔體。吹風(fēng)板結(jié)構(gòu)如圖7所示。
陰模組件配備有模具盒組件,模具盒采用鋼板焊接成型,其上安裝有承切板及模具。模具安 裝后模具盒內(nèi)形成中空腔體,成型過程中通過下置吸風(fēng)孔抽真空,負(fù)壓輔助成型。模具盒結(jié)構(gòu),如圖8所示。
成型裁切機(jī)構(gòu)工作流程為:
(1)陽模靜止,啟動(dòng)合模電機(jī),輔助氣缸同時(shí)動(dòng)作推動(dòng)陰模完成合模;
(2)陽模組件通入高壓空氣正壓成型,同時(shí)陰模組件抽真空形成負(fù)壓,正負(fù)壓結(jié)合成型,使制品質(zhì)量大幅度提升;
(3)陽模裁切液壓缸下壓,使合模密封條形變,置于陽模的裁切刀與陰模承切板接觸以完成裁切動(dòng)作,裁切刀采用定制激光刀模,刀條設(shè)有3~4處0.2mm缺口,使得裁切后制品既可與片材連接而不脫離,又能在氣缸下壓時(shí)順利落料;
(4)裁切結(jié)束,陰模陽模同時(shí)返回原位,循環(huán)運(yùn)行。
4.成品出料機(jī)構(gòu)
成品制品采用下壓出料方式,其結(jié)構(gòu)包括鋁型材框架、位置導(dǎo)向軸、位置調(diào)節(jié)螺桿、安裝 板、壓料氣缸、壓料導(dǎo)向軸等零部件組成。出料機(jī)構(gòu)可安裝在成型裁切機(jī)構(gòu)上,隨成型裁切機(jī)構(gòu)同步往復(fù)運(yùn)行,也可安裝與設(shè)備架體上,固定位置下壓出料。氣缸下壓出料,行程短,反應(yīng)速度快,可使制品快速壓出。
5.收料皮帶機(jī)構(gòu)
收料皮帶機(jī)構(gòu)采用食品級(jí)輸送帶,步進(jìn)電機(jī)驅(qū)動(dòng)。PLC采集出料機(jī)構(gòu)氣缸信號(hào),進(jìn)行計(jì)數(shù)堆 疊,達(dá)到額定值后收料皮帶間歇運(yùn)行將成型制品送出,人工收料裝箱。
三、結(jié)語
塑料餐盒吸塑成型循環(huán)生產(chǎn)系統(tǒng)的開發(fā)不同于傳統(tǒng)設(shè)備的生產(chǎn)工藝,實(shí)現(xiàn)了從原材料顆粒到成型制品的連續(xù)式規(guī)模化生產(chǎn),避免了片材二次加熱的高耗能工序,使機(jī)器的整體能耗低于現(xiàn)有設(shè)備,吹吸塑結(jié)合成型,自動(dòng)化控制節(jié)省勞動(dòng)力并降低人工成本,材料循環(huán)利用系統(tǒng)大幅提高了材料的利用率,降低了生產(chǎn)成本。該生產(chǎn)系統(tǒng)適用于批量化實(shí)際生產(chǎn),其推廣前景廣闊。
參考文獻(xiàn):
[1]張根軍. 臺(tái)達(dá)機(jī)電產(chǎn)品在塑料杯熱成型機(jī)上的應(yīng)用[J]. 伺服控制. 2013(01):82-85.
[2]黃學(xué)佳,包能勝,謝榮生,蔡健偉.集成吸塑成型沖切一體化工藝的全自動(dòng)片材設(shè)備的研制[J].包裝工程,2011(07):72-75+121.
[3]余磊.四方伺服控制系統(tǒng)在成型機(jī)上的應(yīng)用[J].伺服控制,2015(Z2):46-47+45.















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













