倪培永,劉忠飛 ,白 龍
(南通大學 機械工程學院,江蘇 南通 226019)
摘要:現有吸塑機成型機構的穩定性較差,嚴重影響了塑料制品等的加工質量。據此,設計了一種曲臂式成型結構。在分析現有成型機構的工作原理的基礎上,運用 SolidWorks 軟件設計三維模型并進行裝配,建立曲臂的運動和受力方程。借助 Motion 模塊對機構進行運動仿真,采用 Ansys 軟件分別對起始位置與終止位置進行靜應力分析。仿真結果表明,每個曲臂組需要的推動力為1724 N,空動作循環時間為 3.3 s,材料的變形結果符合設計要求。研究結果為該裝置的研制提供了設計依據 。
關鍵詞:吸塑機;成型機構;曲臂式;運動仿真;靜態結構
吸塑機的成型部分決定了產品的形狀 、質量和生產效率等,是吸塑機的關鍵組成部分。近年來,隨著塑料行業的發展,吸塑也逐漸發展成為加工包裝材料的最重要的方法之一[1-2] 。目前,自動一體化吸塑機基本上已經實現從送料到成品的高度自動化。作為吸塑機的重要組成部分,現有的成型部分仍存在一定的不足,如合模氣壓不足、材料形狀復雜、加工困難等,不能滿足實際的生產需要[3-5]。
本文針對設計要求的模具開合尺寸,重新設計曲臂長度,基于機構學原理建立了曲臂成型機構運動方程和受力方程 ,通過分析確定氣缸的工作壓力,為氣缸選型提供依據,同時確定兩曲臂相交位置水平初始和終了位移,為運動模擬提供初始和終了條件。對建模完成的曲臂式成型機構分別運用Motion 與 Ansys Workbench進行運動仿真與有限元分析,驗證設計合理性。結合設計要求,完成曲臂式成型機構方案的理論設計,為下一步的試制提供有力的理論依據。
1 曲臂式成型機構設計
成型機構通過運動機構控制板的上下移動,來實現模具的開合,然后利用真空泵產生的真空吸力,將加熱軟化后的熱可塑性塑料片材經過模具吸塑成各種形狀的塑料制品等[6]。
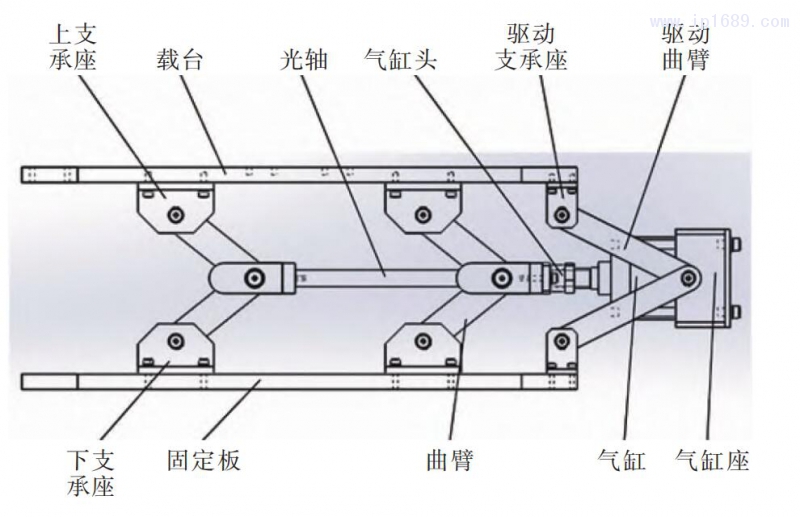
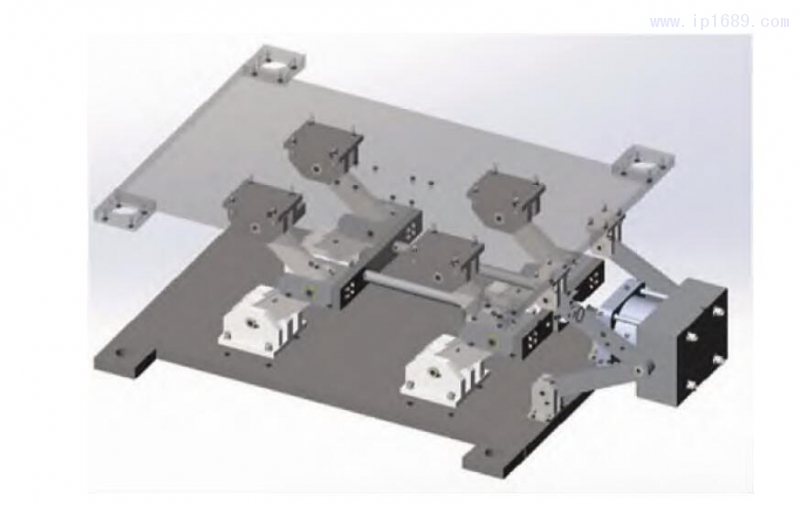
由氣缸驅動成型機構進行曲臂的張合,曲臂運動從而帶動模具載臺的上下運動,實現成型過程中的開模與合模過程 。曲臂式成型機構主要由上支承座、載臺、光軸、下支承座、固定板、曲臂塊、驅動支承座、驅動曲臂和氣缸座等組成[7-8]。圖1為結構示意圖,圖2為三維結構圖。
圖1 曲臂式成型機構
圖2 曲臂式成型機構模型
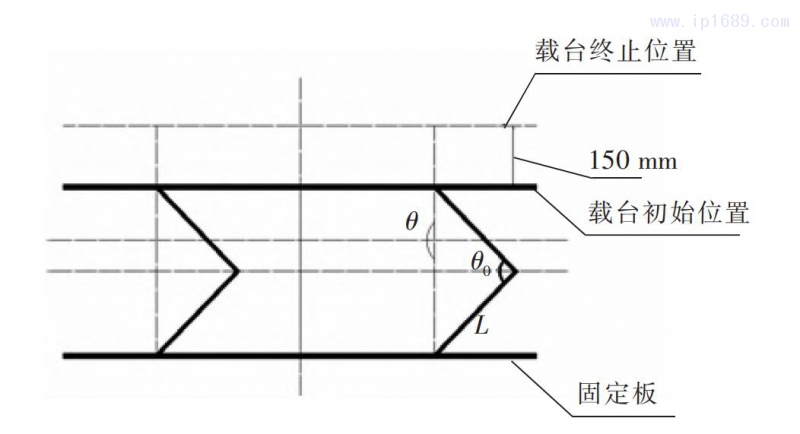
為了驗證曲臂長度是否滿足設計要求,為運動仿真提供初始條件,必須確定兩曲臂相交位置水平的初始和終了位移,因此需要建立機構的運動方程。另外,為了確定氣缸輸出壓力,需要建立機構的受力方程 。根據實際情況,提出以下幾點設計要求:開合尺寸為 300 mm;成型面積不得小于 750mm×600mm;合模壓力不小于0.5 MPa;空動作循環小于 4s。載臺位移簡圖與單個曲臂受力簡圖分別如圖 3、圖4 所示。
圖3 載臺位移簡圖
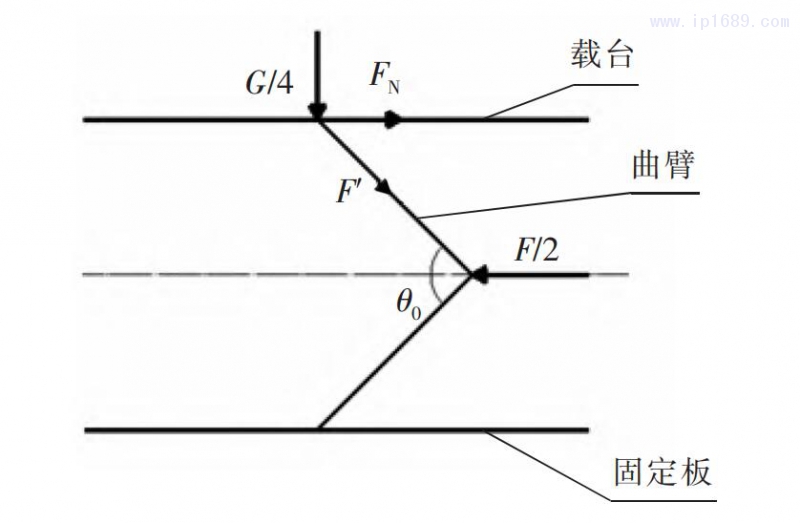
圖4 單個曲臂受力簡圖
根據設計要求與圖示得到各個參數關系式 ,其中:G為載臺 、模具機構的重力之和;F為氣缸輸出力;F′為曲臂桿所受作用力。
載臺行程需要滿足
2Lsin() - 2Lsin()= 150, (1)
式中:L為曲臂長度;θ0、θ分別為兩曲臂初始夾角和合模時的夾角。
曲臂塊水平方向行程
Lcos()- Lcos() = S, (2)
式中S為兩曲臂相交位置水平位移。
隨著θ的增大需要推動曲臂機構運動的力逐漸減小,起始力為最大力 。當達到最大位置時,模具合模,產生合模壓力P需達到0.5 MPa,接觸面積A按照750mm x 600mm計算。
載臺板材料選擇Q235A,密度為7.858 g/cm3;模具結構材料為鋁,密度為2.7 g/cm3,得G≈2 300 N,合模瞬間 G′ = PA + G = 227 300 N 。由式(5)中F與G的關系可知,合模時θ需足夠大,才能承受 0.5 MPa 的合模壓力。理想假設合模角最大狀態時,θ = 180°。由受力可知,此時輸出力為 0 N 時機構靜 平衡 ,即氣缸運動到最大位置 。假設θ =180°,L = 200 mm,由式(1)得θ0 ≈ 77.4°。將已知條件代入式(2)與式(5)中,求得 S=156 mm,F≈ 2 870 N。考慮氣缸效率,實際氣缸工作壓力選擇為 0.6 MPa,即工作壓力為 0.6 MPa 時的伸縮力應大于 2 870 N。由氣缸理論輸出表,結合假設得到的已知條件與實際生產情況,選用 AirTAC(亞德客)SC100 x 100 氣缸,該氣缸理想工作氣壓為 0.7 MPa,速度為 30~500 mm/s。
2 成型機構運動仿真
為了方便研究,避免結構過于復雜而影響仿真計算速度 ,將結構等效簡化 ,進行單個曲臂組的運動仿真[9-11] 。簡化結構和運動簡圖分別如圖 5、圖 6所 示。設計空動作循環為 3.3 s,成型機構在初始位置時, 氣缸做功,在1.5 s 時完成合模過程,1.5~1.8 s 內進行保壓,3.3 s 時恢復至初始位置,完成一個吸塑產品的成型動作 。加載 SolidWorks Motion 插件,通過運動仿真分析研究該設計是否合理,運動是否干涉。
設定曲臂初始夾角為 77.4°,曲臂與曲臂軸 、曲臂軸與支承座 、三曲臂塊與曲臂軸之間均為轉動 副,設置接觸類型為實體接觸[12-14] 。同時設置馬達參數函數為:STEP(time,0,0,1.5,155)+ STEP(time,1.5,0,1.8,0)+ STEP(time,1.8,0,3.3,-155)。設置
圖5 成型機構簡化結構
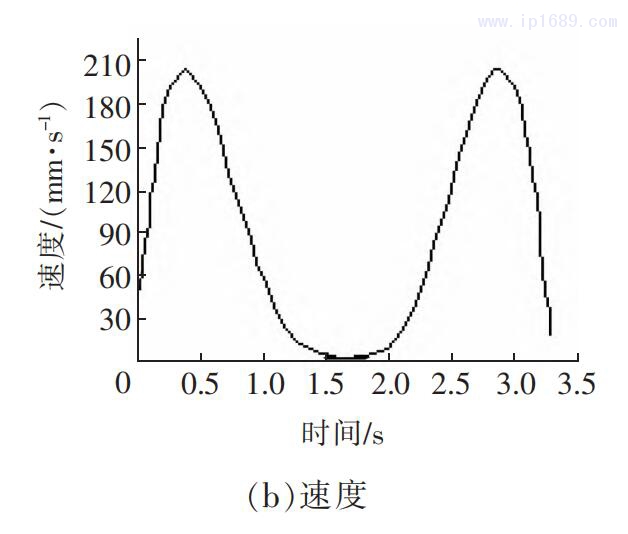
圖6 曲臂運動簡圖
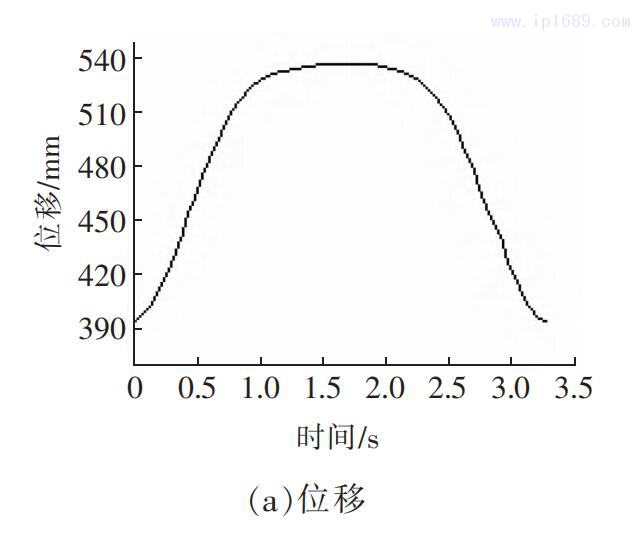
仿真時間為 3.3 s,仿真步數為 200 步 。后處理得到上支承座和曲臂運動曲線,如圖 7、圖 8 所示。
由圖 7(a)可以看出,上支承座最大位移變化為148.4 mm,接近開合尺寸的一 半 。從圖 8(b)可以看出 ,曲臂在運動過程中會發生速度突變 ,具有較大慣性 。與閉模過程相比 ,曲臂在開模的過程中,由于重力的作用其慣性更大 。針對這種情況 ,在實際使用中,可以適當增加成型結構的工作循環時間,即通過使用泄氣閥適當減少氣缸力的輸出,輔助開合模過程 ,以減小機構慣性力 。如果從幾何參數方面進行優化改進 ,相應的制造成本會增加 ,因此,適當減小氣缸壓力是較好的改進方法。模擬實驗還發現,曲臂與氣缸的夾角在 0~1.5 s 內從141.05°變成 90.24°, 符合設計要求。
3 靜應力分析
在驗證運動仿真符合設計要求后 ,再對設計方 案進行靜應力分析 。由受力關系式可知 ,起始位置需要的力最大 。當達到終點位置時由于受合模壓力的影響,曲臂受力發生變化,此時向下的力最大 。運用Ansys的Static Structure模塊分別對曲臂起始位 置與終止位置進行靜應力分析,考察零件是否發生嚴重變形等 。為了達到簡化模型的目的 ,只對一個曲臂組進行靜應力分析[15]。
在初始位置時,由運動仿真得到馬達力為1500 N, 設定曲臂受到的水平力為1500 N,且上支承座受到575N的重力,同時設置重力等參數,對下支承座設置約束。在終止位置由受力可知,曲臂受到的水平力幾乎可以忽略[16-17]。故只施加重力與合模壓力 0.125 MPa作用在上支承座表面,對下支承座設置約束,得到起始位置 、運動終止位置曲臂機構的應力圖 、應變圖,分別如圖9、圖10所示。由圖可以看出,曲臂組在起始位置時的最大應力為 63.07 MPa,未超過Q235A材料的屈服強度,其最大變形量為6.109 ×10-5 m,主要變形集中在上支承座與上曲臂之間。曲臂組在運動終止位置時,最大等效應力為 23.33 MPa,最大變形量為 2.366 × 10-5 m。由于隨著曲臂運動過程中,馬達力即氣缸力逐漸減小,故在終止位置時變形與應力較起始位置都減小。
4 結論
結合現有機構的原理與設計參數 ,對吸塑機曲臂式成型結構進行了改進設計,建立了曲臂的運動和受力方程,確定了機構運動的初始和終止位置參數 。經過改進設計的曲臂,在合模夾角為180°時,模擬得到的開合尺寸接近設計要求的開合尺寸;通過軟件進行運動仿真,得到每個曲臂組需要的推動力為1724 N,空動作循環時間為 3.3 s,該運動仿真結果基本符合設計要求。依據運動仿真得到的參數進行靜力結構分析,得到起始位置與終止位置的等效應力圖與形變圖,靜力結構仿真結果顯示應力和變形大小均未超過材料極限,所選材料符合要求。在實際使用中,可以通過使用泄氣閥適當減少氣缸力的輸出,輔助開合模過程,以減小機構的慣性力。
參考文獻 :
[ 1 ]劉瑋,郁舒蘭,丁偉.真空吸塑機及其性能實驗研究[J]. 包裝工程,2011,32(18):34-37.
[ 2 ]劉佳鴻,趙德權,田和保,等.碳納米管透明導靜電涂料制備及在吸塑上的應用[J].涂料工業 ,2015,45(8): 72-76.
[ 3 ]鄭鈞文.基于大工計控PLC的吸塑機控制系統設計與實 現[D].大連:大連理工大學,2014.
[ 4 ]JANSEN K M B,FLAMAN A A M. Construction of fast- response heating elements for injection molding applica- tions[J]. Polymer Engineering & Science ,1994 ,34(11): 894-897.
[ 5 ]張德海 ,馬戰勝 ,陳慧芳 ,等 . 一種單工位真空成型吸塑機的設計研究[J].機械制造,2008,46(9):10-14.
[ 6 ]鄶紅藝.自動下料機的機械結構設計與研究[D].太原:中 北大學,2017.
[ 7 ]GE C B,REN Q,WANG S P,et al. Steam-chest molding of expanded thermoplastic polyurethane bead foams and their mechanical properties[J]. Chemical Engineering Sci- ence,2017,174:337-346.
[ 8 ]GLODOVÁ I,LIPTÁK T,BOCKO J. Usage of finite ele- ment method for motion and thermal analysis of a specific object in SolidWorks environment[J]. Procedia Engineer- ing,2014,96:131-135.
[ 9 ]陳紅,趙美寧.屋頂盒灌裝機底部成型機構的設計及仿 真[J].包裝工程,2017,38(7):164-168.
CHEN H,ZHAO M N. Design and simulation of the bot- tom forming mechanism of gable -box filling machine [J]. Packaging Engineering,2017,38(7):164-168.(in Chi- nese)
[10]PENNOCK G R ,ISRAR A. Kinematic analysis and syn- thesis of an adjustable six-bar linkage[J]. Mechanism and Machine Theory,2009,44(2):306-323.
[11]ERKAYA S,U S,UZMAY I. Dynamic analysis of a slid- er-crank mechanism with eccentric connector and plane- tary gears[J]. Mechanism and Machine Theory ,2007,42(4):393-408.
[12]李大磊 ,丁天濤 ,程建民,等 .基于SolidWorks Motion 的空間擺動機構的運動分析[J]. 制造業自動化,2011,33(22):70-71.
[13]韓慶紅,張鎖懷,陳香利. 基于SolidWorks Motion的灌 裝機分瓶機構凸輪曲線設計[J].包裝工程,2016 ,37(5):110-114.
[14]吳昊,童志偉,陳航 ,等.基于SolidWorks Motion與ADAMS 在改進型BW-280/12泥漿泵的動力學仿真 [J]. 制造業自動化,2014,36(5):65-66.
[15]QI X D,SHEN X L. Multidisciplinary design optimization of turbine disks based on ANSYS workbench platforms [J]. Procedia Engineering,2015,99:1275-1283.
[16]汪建新,鄭小偉 . 基于 Workbench 的直線振動篩運動學和力學分析以及結構改進[J]. 機械強度,2014 ,36 (6):846-849.
[17]姜振廷,鄭忠才,董旭 . 基于ANSYS WORKBENCH的六自由度機械臂有限元分析及結構優化[J]. 制造業自動化,2014,36(1):109-110.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





