王富玉1 ,郭金強1 ,張玉霞1∗,楊 濤2
(1. 北京工商大學化學與材料工程學院,北京100048;2. 宜興市光輝包裝材料有限公司,宜興 214262)
摘 要:概述了從源頭減少消費后塑料包裝材料的各種減量化技術,包括薄膜與容器等的減薄、包裝結構的簡化、反復使用與循環利用、使用回收料等;闡釋了為便于回收利用使用盡可能減少材料種類的理念——單一材質化與相應措施等。
關 鍵 詞:塑料包裝材料;減量化;單材質化;反復使用;循環利用;回收料
0前言
塑料包裝材料性能優異,廣泛用作食品、藥品、快遞等的包裝材料。然而,由塑料包裝廢棄物隨意丟棄和/或處置不當等造成的環境污染問題日趨嚴重。塑料包裝材料應大力提倡源頭減量,同時盡可能使用單一材料,便于消費后的收集與回收及高值(質)化利用。減量化包裝是指在滿足包裝基本功能的前提下,減少包裝材料用量,從根源上解決包裝材料污染問題。包裝材料減量化要求優先選用質量輕、韌性好、強度 高、可回收、可重復再利用的輕薄型材料,同時還要求 包裝中使用的材料種類盡可能少[1]。使用量最低且材料種類使用最少的包裝材料對環境而言是最好的包裝[2]。馬雪子等[3]提出了減少資源使用和重復使用兩項現代包裝設計中應遵循的原則。在現在廣為提倡的3R、4R[4]中,減量都是第一位的,即減量化設計原則最為重要,目前是國內外公認的首位包裝原則,是治理塑料包裝所造成的污染最有效的措施之一。對此,設計研究者們提出了減少包裝層數、包裝體積及包裝材料種類和使用可循環再生材料等設計原則[5]。未來包裝材料勢必朝著減量、減薄;材質單一化和可回收循環再利用等趨勢發展[6]。本文概述了從源頭減少消費后塑料包裝材料的各種減量化技術,包括薄膜與容器等的減薄、包裝結構的簡化、反復使用與循環利用、使用回收料等。
1塑料包裝廢棄物處理現狀與減量化
相關法規
1.1 塑料包裝廢棄物處理現狀
近20 年來,我國塑料包裝行業取得了長足進步和發展,但由于塑料廢棄物處理重視不夠,缺乏科學有效的防治政策與措施,造成了“白色污染”,給人們生產和生存產生較嚴重的環境問題。
相關數據表明,我國在2008年的塑料制品回收率僅僅為20%,其余高達80%的塑料制品處理方式是填埋和焚燒,對環境的污染引起較大影響。然而據統計,同年歐盟國家的塑料制品回收率達到51%,其中瑞士、丹麥和德國的回收率分別高達 99. 5%、96. 5%和96. 3%[7]。
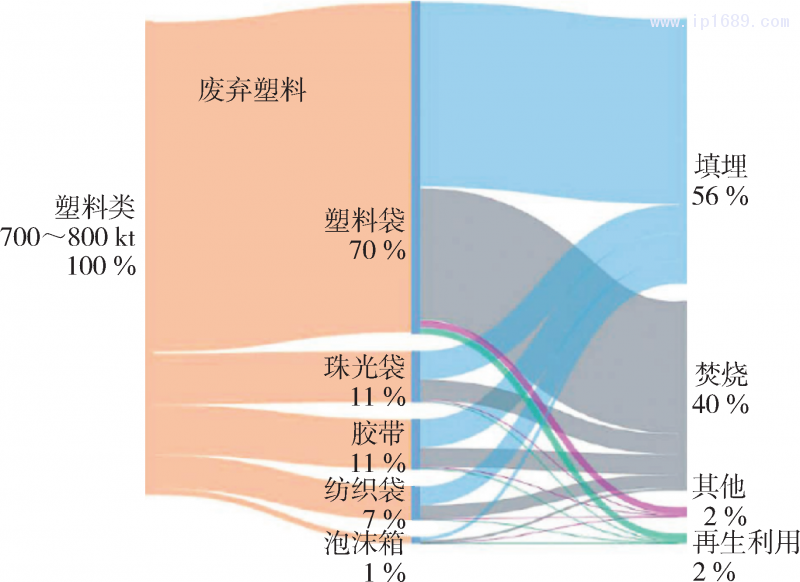
近年來,隨著快遞業的發展,由快遞包裝產生的塑料廢棄物越來越多,但目前我國快遞業中塑料的實際回收率不到10%。2018 年我國快遞行業消耗的塑料類包裝材料中塑料薄膜袋(包括填充薄膜)694. 3 kt,編織袋54. 7kt,珠光袋111 kt,泡沫箱11 kt,膠帶80. 7 kt[8]。但從圖1[9]中看出,在快遞塑料包裝材料中,只有2%的得到再生利用,形勢不容樂觀。
據悉我國塑料包裝廢棄物將近5 000 kt/a 被填埋,且包裝廢棄物的產生量逐年增加,因此首先要從源頭上對塑料包裝實行減量化處理,且建立一個科學的完整的塑料包裝廢棄物可回收循環再利用體系[10]。
圖1 快遞塑料包裝廢棄物流向分析(處置方式根據生活垃圾清運情況測算,2018 年)
1.2 減量化相關法規
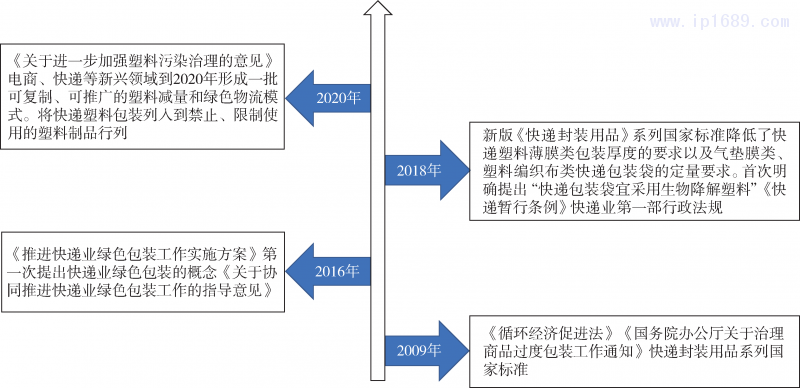
針對越來越多的快遞包裝塑料廢棄物,我國相關部門在不同時期出臺了治理過度包裝、薄膜減厚、減量等相關標準、條例、方案和指導意見等。
圖2 2009—2020 年我國出臺的有關快遞包裝相關政策[8]
國務院辦公廳于2020年11月30日,轉發來自國家發展改革委等部門發布的《關于加快推進快遞包裝綠色轉型意見的通知》(國辦函〔2020〕115 號,下文簡稱《115 號文》),通知中明確提出,推進快遞包裝材料源頭減量,鼓勵通過包裝結構優化減少填充物使用。
在此之前美國在《資源保護與回收利用法》中規定“減少包裝材料的消耗量,并對包裝廢棄物進行回收再利用”[11]。甚至歐盟國家關于包裝及其廢棄物94/62/,EC 指令也規定降低資源和能源的損耗,首要是實行減量化,盡可能避免包裝廢棄物的產生,嚴禁過度包裝(2018 年6月14日歐盟在官方公報上發布了其修訂條例(EU)2018/852)。
在確保包裝功能的同時,實現塑料包裝源頭減量,包括減薄、材料單一化、使用回收料等一直是塑料包裝材料制造商和使用者追求的目標,這樣可減少資源浪費和廢棄包裝材料的產生;對企業來說,可以降低原料成本,這肯定是企業愿為之事,而且已經做了很多嘗試。問題的關鍵是要運用先進的科技手段,不斷開發新材料,研究新工藝;對于已有塑料包裝材料的結構設計、原料優選、應用研究等加大研發投入,可能還需要設備改造,甚或是更新換代,進一步提升減量化技術水平,取得更好的效果。
2減量化技術
塑料包裝材料減量化技術有多種,有直接減量,如塑料薄膜、塑料容器等直接減薄設計、由實壁換為發泡或空心結構等;也有間接減量,如摻用邊角料或/和回收料等;更有隱性減量,如增加塑料包裝材料使用次數、延長制品使用壽命等。針對不同塑料包裝材料和制品,可以科學選取和采用不同的減量技術,進而實現減量化目的。
2.1 優化材料性能,實現塑料包裝材料減薄
2. 1. 1 塑料包裝薄膜的減薄
塑料軟包裝質輕、柔軟、成本低,比硬包裝更具競爭力,是降低包裝質量的最有效方式。由于軟包裝技術的出現,用于包裝的塑料平均質量下降28;歐洲包裝材料中塑料包裝材料約占17,但卻包裝了歐洲商品的50[12]。與復合型紙盒相比而言,柔性包裝袋在燃料的消耗、溫室氣體的排放、水的消耗量,產品與包裝的比率、垃圾的填埋量,都占有明顯的優勢。預計在2026年,全世界的塑料柔性包裝市場,柔性包裝的年復合增長率約為4. 77[13]。
據不完全統計,塑料薄膜約占塑料包裝材料總量的50 左右,是造成“白色污染”的主要污染源。做好塑料薄膜減量化和科學規范的回收處置工作,能較好地抑制由其造成的污染問題。
薄膜減量技術是指在保證薄膜順利完成保護內容物、方便于產品的運輸及攜帶、有利于銷售等功能的前提條件下,以包裝材料的使用量達最小值為目的,通過一系列材料的選擇、改性、多功能化、及加工工藝創新等手段或措施。
在日本和美國,為減少包裝廢棄物總量,已經大量使用更薄、質輕強度高的薄膜材料。針對塑料包裝強勁的市場需求,制造商們一直在研究滿足性能要求的薄膜減量化技術。
杜邦公司與德國吹塑薄膜設備制造商合作,利用其特殊牌號的TMSurlyn®,通過優化擠出吹塑工藝,制得的阻隔薄膜比普通 7 層 聚酰胺/聚乙烯(PA/PE)薄膜薄20,且透明度、沖擊性能和密封性能等都得到提高。用這種離聚物與其黏合樹脂生產的11層功能塑料薄膜厚度僅為20~110 µm,且具有高阻隔性、高透明度、抗撕裂性強、抗沖擊力強等優點,可節省高達50%的原材料,減重效果明顯[14]。
Borchardt 等制備的多層復合薄膜包裝袋采用強度逐層遞增的方法調控強度,從而使所制得的薄膜強度得到大幅度的提高,而且實現了減薄[15]。
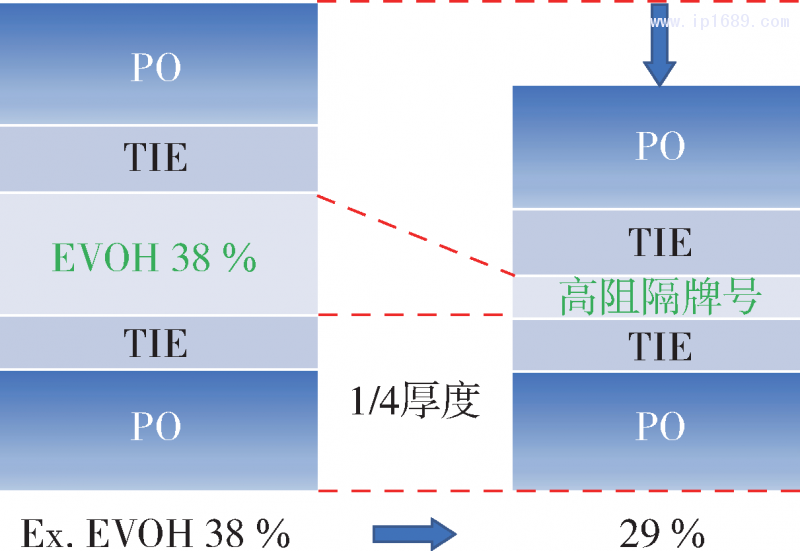
在多層聚烯烴/黏結劑/EVOH(38%)/黏結劑/聚烯烴(PO/TIE/EVOH/TIE/PO)復合薄膜中將乙烯含量38%(摩爾分數,下同)的 EVOH 換為乙烯含量為29%的高阻隔型號EVOH,在保持阻隔性能不變的情況下,可使阻隔層實現減薄1/4[16]。
圖3 EVOH 中乙烯由38%減少至29%后復合薄膜減薄1/4
目前在復合薄膜減量減薄方面的研究,我國也取得了較大進展,甚至有些研究已達到國際領先水平。例如,利用茂金屬聚烯烴材料的高強度性能,可減少復合薄膜厚度;利用共擠出復合技術和先進設備精確控制復合薄膜各層的厚度,從而實現復合薄膜整體減薄。此外,利用茂金屬聚乙烯還能使重型包裝袋實現減薄化,降低成本,同時還可使其密封性能、防潮性能、防水性能、抗老化性能等更加優越,且具有遇高溫不軟化變形、遇嚴寒不脆斷破裂的優點。一款中石化包裝袋采 用茂金屬聚烯烴實現 FFS 膜包裝袋厚度由原來的0. 16 mm 減薄到0. 14 mm,自 2019 年元月在福建聯合石化公司試點成功以來,又先后在廣州石化、揚子石化、天津石化等多家企業成功推廣。
2. 1. 2 塑料包裝容器的減薄
據不完全統計塑料容器約占塑料包裝材料總消費量的22%左右,是塑料包裝的重要組成部分。
塑料包裝容器的薄壁化就是在保證容器強度和阻隔等性能要求的情況下,盡可能地使用薄壁容器,這一方面可通過采用高性能的材料,如高強度和高阻隔性能的材料來實現;另一方面可通過各種工藝軟件進行仿真分析,優化容器壁厚,實現最大程度的減薄。
康師傅集團的一款飲料瓶在保證容量和性能的基礎上將瓶重由18 g降低到12 g,減重1/3,效果明顯[17]。寶潔公司計劃今年在歐洲推出一款洗發水補充裝,與傳統的洗發水瓶相比,每毫升容量的補充袋包裝減少使用60%的塑料。其旗下的海飛絲、潘婷等洗發水系列也將于2021 年初推出全新包裝袋,其美容部門的目標是到2021 年底洗發水和護發素包裝的塑料數量減少1/2 以上[18]。
2. 1. 3 緩沖泡沫的減量
據不完全統計,塑料泡沫在塑料包裝材料占比6%左右,是一類特色鮮明的塑料包裝材料。
作為緩沖材料的EPS 泡沫輕且具有優異的緩沖性能,但其性脆,在商品落下時可能出現斷裂,緩沖性能就會大打折扣。而 EPP 或 EPO 泡沫材料因具有較高的彈性、抗裂性能,及沖擊性能,因此對于震動敏感的產品如等離子電視、筆記本電腦等高質量電子電器產品而言,EPP 或EPO 泡沫材料是非常合適的運輸包裝。在滿足同樣的緩沖性能要求時,其厚度可以比EPS 泡沫減少60%[19]。
2. 2 優化包裝制品結構,實現減量與再利用包裝結構優化是指根據商品可能遇到的各種條件,在保證包裝強度和性能等前提下,簡化包裝結構,優化包裝基材和輔材,實現減量目的[1]。
李蓓蓓等[20]研究發現,運輸包裝通過優化設計,可以實現減量——減少包裝材料的用量,減容——減少包裝箱體積或容積率,增效——增強保護效能。
2. 2. 1 優化結構設計,實現減薄
包裝結構的減量化設計涉及適量包裝、適度包裝等,我國現行包裝很多都是過度包裝。在塑料包裝方面,突出的是多層、大體積等。如有的藥品,里面只有少量的藥粒,卻使用幾倍于其體積的塑料瓶。另一方面,大型塑料容器,為了增加強度,設計安全系數一般偏于保守,采用大值,富余量大。目前,對于此類產品,可以采用先進的不確定性設計分析方法,采用概率分析方法確定結構設計許用值,通過可靠性分析,使整個產品達到統一的安全效率水平;對變量進行統計學描述和概率分級,以此確定各變量的影響度、出現頻率和極限值。此外,已廣泛使用的CAD/CAM/CAE 設計、計算機仿真、模擬與分析技術等可以廣泛用于優化產品結構。例如,近年來格力集團在電器包裝設計方面,使用 CAE 仿真軟件全面分析產品結構、包裝方案,研究運輸過程中發生產品損壞的原因,從而找出產品結 構及包裝方案設計的不足之處,提高包裝對產品的保 護能力,減少包裝材料的使用量,降低產品的成本[19]。
再比如,通過包裝容器的結構設計,小包裝改大包裝,減少塑料包裝材料的使用量;大包裝改小包裝,減少被包裝物浪費(這是另一種節約資源方式);研究包裝效率,即以最輕的包裝質量裝下最多的包裝物。《科學報告》最新發表一篇環境研究論文稱,作為灌裝非酒精飲料塑料瓶的主要材料PET將20的小塑料瓶飲料包裝變成中塑料瓶飲料包裝,或能讓美國每年減少超過9 000t的PET廢棄物的產生[21]。
新冠肺炎對消費模式產生了重大影響,包裝尺寸 偏好兩極分化,呈現大的、多規格尺寸和較小的獨立包裝等特點。例如,隨著消費者在封鎖前囤積食品、飲料等,對大尺寸的需求從1. 5 L以上開始上升。此外還發現因更小尺寸的便捷性產生了更大的需求[22]。另外, 新冠疫情下,更多貨品或以組合包裝的形式銷售較小獨立包裝的產品[23]。人們對小型且注重衛生與便利性的塑料包裝如洗護用品等小型化包裝的需求也持續增加。
2. 2. 2 改變結構設計,使用回收料
在塑料包裝制品設計中,對于多層結構產品,在保證使用性能等要求的前提下,可以在非直接接觸層使用回收料,例如多層包裝薄膜、保裝容器等;對于原有非多層結構設計,也可以改為多層結構,加大回收的塑料包裝材料的使用量。如洗護用品使用的高密度聚乙烯(PE-HD)瓶,同樣厚度時,可以采用3層結構,中間層、外層使用PE-HD 回收料,材料相容性好,不影響包裝效果。例如,Aveda 公司洗發香波塑料瓶最初用的是共擠出PE-HD-原生外層/再生層/原生內層,再生層占45%。改進后,所有 PE-HD 瓶只有最內側采用原生料,外層和中間層都使用再生PE-HD,再生層占比最多可達-83%。此外,其瓶蓋中也使用了再生聚丙烯(PP)。這樣,新瓶不僅減重,而且這種新的設計每年可節約143 t 原生PE-HD 和9 t 原生PP,同時也使用了大量的PE-HD 回收料[24]。
2. 2. 3 政策鼓勵與支持
國務院辦公廳《115 號文》中明確提出,推進快遞包裝材料源頭減量,鼓勵通過包裝結構優化減少填充物使用。2021 年 2 月 3 日交通運輸部部務會議審議通過的《郵件快件包裝管理辦法》中要求,無論寄遞企業還是個人應按照環保節約的原則,以物品的性質、尺寸及質量為依據,減少包裝層數、降低空隙率和減少填充物使用等進行合理的減量包裝。
2. 3 延長保質期(貨架期)
使用高性能材料,延長保質期或貨架期,從長遠來看,不僅可以減少因食品、藥品等變質產生的浪費,而且可以減少塑料包裝材料的總用量。
通過產品結構設計延長包裝產品生命周期。塑料軟包裝普遍的作法是通過多層共擠出吹膜生產線生產的5、7、9 層甚至11 層食品軟包裝專用阻隔膜滿足公眾對減少食品浪費和延長產品貨架期的要求。
另外,可以通過提高塑料包裝材料的性能,延長保質期。著名的希悅爾公司(Sealed Air)開發的干腌火腿包裝用新型高阻隔熱收縮膜的抗戳穿性和阻隔性高且具有一定的熱收縮率,比真空包裝節省材料,且肉質得到了改善,貨架期得到了明顯延長[24]。
新冠疫情下,關于貨品保存期限的問題,很多企業都有新的考慮,現在一些產品在貨架上的存放時間更長。2021年將會有更多的生產商專注于使用多層瓶坯等技術來延長保質期,這些技術有助于乳品和小包裝碳酸軟飲料等飲品的保存和保護[25]。
2. 4 簡化包裝
在滿足對被包裝物的保護等性能要求下,盡可能避免層層包裝等過度包裝,使包裝輕薄化,這既能減少包裝環節,節省設備、材料和人力財力投入,又能減少包裝廢棄物,從而實現源頭減量的目的。
2. 4. 1 政策鼓勵
國內外都有政策法規等對簡化包裝提出要求。
日本倡導簡易包裝,鼓勵快遞包裝回收再利用,實現減量;韓國對過度包裝高額罰款,避免過度包裝,實現減量[11]。
國務院辦公廳《115 號文》中提出,到2022 年,電商快件不再二次包裝比例達到85%;到2025 年,電商快件基本實現不再二次包裝。
2. 4. 2 改變包裝設計
通過改變材料使用方式,實現簡化包裝,進而減量。如將整塊的緩沖材料進行分割,分為若干小塊,使用部分分割塊填充以滿足緩沖防護的要求,從而達到減量化目的(圖4)[19]。
圖4:緩沖材料分割
通過蒸鍍生產高阻隔薄膜,如氧化鋁或氧化硅蒸鍍薄膜,用以替代多層共擠出薄膜,減少阻隔包裝薄膜的厚度。近年來發展的無機二元阻隔性蒸鍍薄膜在表面上同時蒸鍍氧化硅和氧化鋁兩種物質的薄膜,較之只蒸鍍一種氧化物的一元蒸鍍薄膜,這種二元蒸鍍薄膜具有優良的阻隔性能。同樣阻隔性能要求時,減薄效果更明顯[26]。
2. 5 多次與循環使用包裝材料
重復或/和循環使用的概念在包裝材料的設計和回收中早已提出。多次重復與循環使用包裝材料能夠有效遏制環境污染和資源浪費,是減少塑料包裝廢棄物的有效措施之一。應設計長壽命的包裝材料,重視其重復使用。現有包裝材料重復利用的主要方法有將其回收后重復利用與通過設計實現其在使用之后的新用途2 種。復用型設計使得包裝材料在使用之后可以具有新的用途[27]。
2. 5. 1 國外普遍重視
據悉德國的包裝市場調研協會調查結果顯示,德國于2012 年使用塑料手提袋達60 億個,消費總量相當于86 000t,年人均消費手提袋數量約76個,而歐洲年人均消費塑料袋數量198 個。德國針對塑料袋使用已實行新政策,目前手提袋可再生占總量的48 %,且消費者會多次使用手提袋的數量高達72%[28]。
2018 年10 月,在“我們的海洋”會議期間,由雀巢、可口可樂、強生、寶潔、聯合利華等250 個跨國生產商、零售商、包裝回收商、政府與非政府組織共同簽署了《從源頭消除塑料污染的全球承諾》一書,承諾從源頭上杜絕塑料的污染,攜手致力于達成3個奮斗目標:(1)消除有問題或不必要的塑料包裝,從一次性使用轉向可重復使用的包裝模式;(2)通過創新,確保到2025 年100 的塑料包裝可以方便、安全地重復使用、回收或堆肥;(3)顯著增加塑料的重復使用或回收數量,并制成新的包裝或產品。到2019 年3月,簽署企業達350 家[29]。
雀巢在一份聲明中稱,爭取在2025 年前實現所有的包裝可回收或可重復使用,并在此期間將全新塑料的使用量降低1/3;迄今為止,其塑料包裝的66%是可回收或可重復使用的[30]。
2.5. 2 國內政策鼓勵
國務院辦公廳《115 號文》中提出,推廣可循環包裝產品,鼓勵在同城生鮮配送、連鎖商超散貨物流中推廣應用可循環可折疊快遞包裝、可循環配送箱、可復用冷藏式快遞箱,減少一次性塑料泡沫箱等的使用。到2022 年和 2025 年,可循環快遞包裝應用規模分別達700萬個和1 000 萬個,快遞包裝循環化水平明顯提升。
2021年2月3日,我國交通運輸部部務會議審議通過《郵件快件包裝管理辦法》,管理辦法中倡議寄遞企業及個人對包裝袋和箱、填充物等包裝材料進行回收或再利用,對外形完好無損、質量達標的包裝產品直接再利用。
政府還應繼續加大宣傳力度,形成減少使用、重復利用、再生利用的社會氛圍,采取消費后塑料包裝材料產生源頭減量化措施[31]。
2. 5. 3 消費者積極參與
對于超市購物用的PE塑料袋,如果沒有污染、破損,可反復使用,一般3、4次沒有問題;對于超市用于自包裝的塑料袋,如包裝蘋果、柑橘等的自包裝塑料卷膜袋,用后可以再用作垃圾袋使用。對于收到的快遞包 裝,如氣泡袋、氣柱袋、泡沫箱等可以保存,再次使用。消費者的這些行為也符合節約型和低碳型社會發展要 求。要提倡反復使用光榮,浪費可恥,與食品的浪費一 樣,要大力提倡節約使用塑料包裝材料,形成勤儉節約的良好社會風氣。
2. 6 加大使用回收料力度
歐洲委員會(EC)在2018 年1 月發布的《歐洲循環經濟中的塑料戰略》中要求所有成員國在2025 年前再利用和回收所有塑料包裝廢棄物中的50%,到2030年增加到55%。近年來,許多公司都積極研究塑料包裝材料回收利用技術,并投入實際應用。
2. 6. 1 加大回收料使用力度
Pact Group Holdings 等3 家公司近期在澳大利亞成立合資企業,并斥資4 500 萬澳元建造處理能力50 kt/a 的回收工廠,2021年10月全面投產后,每年回收塑料原料相當于10億個 600 mL PET 瓶,每年將用于生產超過20 kt 新的rPET瓶和食品包裝[32]。
熱成型包裝食品應用公司Direct Pack 開發一款由100%可回收的PET 制成的雞蛋包裝。其將消費后回收的PET 瓶和熱成型的PET包裝作為原材料,通過熱成型重新加工成包裝制品。而且采用內嵌BOPP 標簽,解決了粘在PET 包裝上的紙質標簽和膠水導致的rPET薄片的污染問題,從而實現100 %可回收[33]。
Faerch 公司正越來越多地采用從食物托盤回收的消費后包裝材料替代瓶子來制備rPET,以充分利用這些寶貴的資源。其在荷蘭的綜合回收設施每月回收2500萬個rPET托盤,而且數量還在進一步增加[34]。
2. 6. 2 包裝薄膜中使用回收料
軟包裝塑料薄膜一般較薄,在其中使用回收料,技術要求相對較高。
2020 年,陶氏(DOW)公司開發并商業化一種新型消費后回收樹脂,其中含有 40 的消費后再生材料,并可生產出性能與原生樹脂近似的薄膜,該膜能夠100%地用于熱收縮膜的中間層,使得其結構中的消費后再生材料含量達到13 ~24[35]。
總部位于美國得克薩斯州的軟包裝制造商Indev- co Plastics 推出含有可高達50%消費后樹脂(PCR)的成型填充密封(FFS)薄膜、開口袋等,并通過優化使薄 膜性能與使用100 %純樹脂制成的薄膜保持一致。其之前還推出了一種用于飲料和食品加工行業的可回收收縮捆扎膜,其中使用了50% 的PCR 材料[36]。
2.6. 3 護理用品包裝使用回收料
現在,美發、洗護等護理用品的消費量增速明顯, 所使用的PE-HD 等樹脂的消費量巨大,需加大回收力度,大力使用回收料。
在 2019 年底,美國 Frederic Fekkai 公司使用95回收PE-HD 制作,推出新洗發水系列包裝及容器。歐洲Unilever 公司采用同樣的技術,使用100 回收PE-HD 用來生產“Love Beauty and Planet”洗手液包裝瓶。瑞士Amcor 公司2020 年為品牌Ritual 多種維生素瓶使用100%回收PET生產。
圖5 Frederic Fekkai 公司新洗發水系列包裝[37]
圖6 Ritual 維生素瓶產[37]
歐萊雅集團計劃到2025年其塑料包裝中回收料的使用達到50%,現在又在其2030 年可持續發展目標中提出產品包裝的塑料100%源自回收或是生物基材料。從中國市場上看,巴黎歐萊雅全套護發系列包裝已經由100 消費后塑料制成[38]。
3 使用單一材料,推廣單材質化技術
受環保政策和可持續發展觀念的影響,塑料包裝材料使用單一材料日益受到重視。在保證包裝性能要 求的前提下,盡可能采用單一材料,以利于回收利用, 這已成為行業健康發展的共識。塑料包裝材料回收能 夠得以高值(質)化利用的前提是回收到的廢棄包裝材料的純度要高。而食品、藥品等等的包裝,傳統的單一包裝材料往往不能滿足對不同氣體的阻隔性能要求,因此常常采用多層和/或多種材料包裝,如3、5、7 層,11層的現在也很常見;材料構成中,不僅有塑料層,常常還有鋁箔、涂層等。多層復合的塑料包裝材料使用后,進行分揀、分類過程繁瑣而困難,首先需要將其剝離,然后進行回收再利用。包裝使用的材料種類越少,越有利于包裝的回收再利用;包裝使用的材料種類越多, 回收處理難度越大[1]。不需要高水平(人工或人工智能 等科技手段)減少分揀、分選的有效措施之一就是使用單一材料。
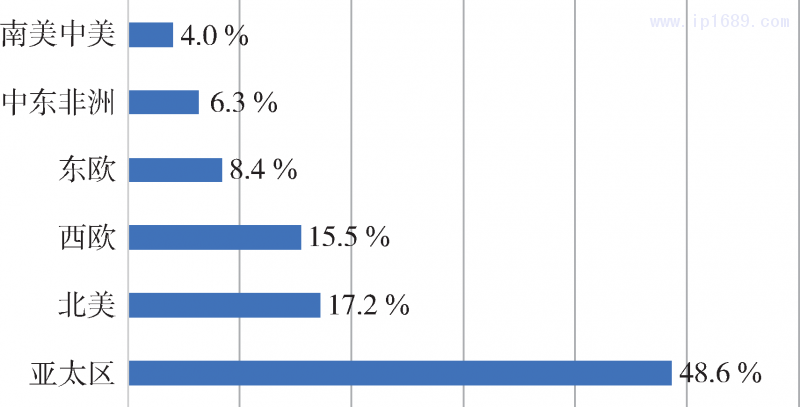
近年來,北歐化工、陶氏、埃克森美孚和沙特基礎工業公司等公司相繼推出可回收利用的單一材料塑料薄膜。Smithers在發布的《單一材料塑料包裝薄膜市場的未來2025年》[39]報告中指出,自 2015—2019 年,全世界的單一材料塑料包裝薄膜市場的年復合增長率為3.5%。目前 2019 年全球的市場產量為20440kt,在2025年有可能將達到26030kt,年復合增長率達3. 9%。據統計在2020 年,全球3大消費單一材料塑料包裝薄膜的市場亞太、北美和西歐,3者的占比如圖7所示 ,分別為48. 6% 、17. 2%和 15. 5%。
圖7 2020 年全球各區域單一材料塑料包裝薄膜市場情況[39]
國務院辦公廳《115 號文》中明確提出,加快推進快遞包裝材料的減量化進程,減少難分類回收的包裝材料的使用,堅持盡量使用單一材料,提高包裝材料的可回收再利用性。
3. 1 通過提高單一材料性能,滿足高阻隔等性能要求
據預測,在2020—2025 年期間對單一材料薄膜PP 類的消費量將會大幅增長。PP、PE 材料的復合,回收過程處理簡單,因此單一材料薄膜PE 類將會是快速增長的另一類單一材料[39]。
據了解,雙向拉伸聚乙烯(BOPE)薄膜在大米真空包裝、速凍食品包裝、飲料透明包裝等領域有著廣闊的應用前景。僅以2019 年我國高端大米為例,當年產量約1 000 kt,如果全部采用BOPE薄膜代替傳統包裝,可以減少塑料包裝材料消費量5500t左右;此外,這種包裝還可降低破袋率,減少保存和運輸等過程中的損失,同時更好地保持大米的質量。使用單一材料包裝材料的關鍵是要解決其滿足包裝性能要求的問題,如其有時很難滿足對氧氣、水蒸氣等不同氣體的阻隔要求,這一方面要提高單一品種材料性能;另一方面要優化產品結構和設計。
目前,對PE 進行改性,其剛性及拉伸性能有所提高,基本可以實現對PP、PA、PET 等薄膜材料的替代, 使其中一部分的復合軟包裝,如 PE/BOPP、PE/PET 等轉變為單一材料結構。如W&H 公司等通過單向拉伸技術不僅提高PE的剛性和拉伸性能,而且薄膜的透明性、印刷適性以及熱封性能等都得到改善[29]。
韋麗明[40]以 BOPE 薄膜、多層共擠流延聚乙烯(CPE)薄膜作為復合材料,以聚乙烯醇(PVA)復配水性膠水作為阻隔膠粘材料,制備了BOPE/PVA 阻隔水性膠水/CPE復合薄膜,發現,BOPE 薄膜具有優異的力學性能;CPE 薄膜具有優異的熱封性能;PVA 復配水性膠水顯著提高了復合薄膜的氣體阻隔性能。BOPE 薄膜及CPE 薄膜材料同材質,有利于回收循環再利用,符合環保趨勢。
埃克森美孚公司在K2019上介紹了其新型全PE 層壓包裝解決方案,其采用了 Exceed XP、Exceed 和Enable高性能PE,解決了傳統層壓結構薄膜相關的回收問題。
其他材質的塑料包裝材料也應盡可能采用單一材料。總部位于丹麥的包裝制品公司Faerch 推出使用再生的單一PET材料制成的新款Eco HotPro 系列包裝,耐高溫,可進行高溫滅菌處理,用于食物的熱灌裝包 裝;并可循環再生利用,制成相同品質的食品級包裝 產品[41]。
3. 2 通過優化產品結構,使用單一材料
塑料軟包裝材料回收之所以比硬包裝困難,是由于硬包裝多由單一材料生產,而大多數塑料軟包裝材料都是經過多次或多道工序加工的多層復合結構,回收分類難度過大所致。
由于對阻隔性能等的要求高,很多包裝都要求使用多層和/或多種材質的包裝材料,嚴重影響其消費后的回收與高值(化)利用。研究表明,目前 PP、PE 和PET 中的氧化硅或氧化鋁涂層厚度≤100 nm、PP 和PE 中EVOH 含量<5%(質量分數,下同)、在不干擾分揀過程的前提下PET 中PA 以及金屬化箔含量<5%等的復合包裝材料理論上可以回收[42]。
布魯克納機械有限公司在2021年2月11日的新聞稿中宣稱,其將在 2021 年中國國際橡塑展(Chinap- las2021)展示其最新的高速雙向拉伸 BOPE 薄膜生產線,速度超過600 m/min。用其生產的單一材料薄膜具有優異的力學和光學性能,能夠替代以往由不同材料制成的多層薄膜。其采用的核心技術——新型在線涂布機能生產厚度在納米級的超薄功能層,不會破壞分類和回收,但卻提高了阻隔性,薄膜具有鍍鋁膜或采用氧化鋁涂層的復合薄膜的高阻隔性。
凸版印刷株式會社與聯合利華日本公司合作,采用基于PET的單材質氣相沉積透明阻隔膜包裝力士獨立小袋洗發露,新產品的制造方法和材料構成確保了優異的氧氣和水蒸氣阻隔性能。這款洗發露原來采用的是PET基材與鋁和PE等的復合薄膜包裝。新產品中單材質的使用提高了可回收性,而鋁膜的棄用使包裝制造過程中的CO2 排放量減少了約25%[43]。
2019 年秋季,德國 Werner & Mertz 公司與Mondi 公司合作推100%可回收的直立單層PE袋,成型后貼上PE的印刷標簽層,消費者使用后可直接撕掉兩面標簽,或將標簽回收。包裝設計為可分離層結構,855的材料無印刷,可輕易分離印刷層與非印刷層,分別進行回收,與原有復合包裝相比可以達到70%的材料減量[37]。
4 結 語
減量化和單材質化是塑料包裝材料環保化設計的2個重要技術途徑,是從原料消耗和廢棄物回收利用兩個不同角度闡釋塑料包裝材料環保化產品理念。
塑料包裝減量化是包裝環保化的首要原則,是減少和治理塑料包裝污染的重要且有效的技術措施之一,包括直接減量、間接減量、隱性減量等多種不同的“減量化”形式,可依實際包裝的功能要求和具體需要靈活選用。其核心思想和設計理念就是降低包裝材料的實際消耗量,進而減少廢棄物總量,有效節省日益緊張的自然資源。
塑料包裝單材質化是從廢棄物有利于回收、利用角度提出,并已達成行業共識的健康發展理念之一,其前提和基礎是塑料包裝材料的制備技術進步與性能提升,單一材質具備全面滿足產品包裝功能的需求。塑料包裝單材質化設計和使用,可有效減少難分類回收包裝材料的使用量,提高包裝材料可回收再利用性,對塑料包裝污染治理具有積極、有效的推動作用。
通過減量化和單材質化技術的廣泛推廣和使用,一方面可從源頭實現塑料包裝減量,另一方面便于塑 料包裝廢棄物的回收利用,可以有效解決當前塑料包 裝產品造成的環境污染問題,推動塑料包裝行業向低 碳、可持續方向健康發展。
參考文獻:
[1] 鄭克俊,遲青梅,朱海鵬 . 企業視角的快遞包裝減量化策略與案例[J]. 物流工程與管理,2018,40(12):54?55.
[2] 張 燕,彭少賢,孫義明,等. 淺談減量包裝在環境保護中的作用[J]. 科技資訊,2007(8):208?209.
[3] 馬雪子. 基于可持續發展的現代包裝設計基礎性研究[J]. 設計,2017(3):78?79.
[4] 曾鳳彩,王雯婷,王富晨 . 從綠色包裝模式談包裝減量化設計在可持續發展戰略中的重要性[J]. 包裝世界,2014(1):10?11.
[5] 全心怡,徐慕云,譚 志. 淺談包裝減量化現狀及實現途徑[J]. 大眾文藝,2017,(6):110?111.
[6] 包裝材料的六大發展方向[J]. 中國包裝,2020,(10):9.
[7] 王曉華. 我國塑料包裝廢棄物污染狀況的調查分析;資源強制回收產業技術創新戰略聯盟. 我國塑料制品回收率低的根本原
[8] 姜青苗,劉海清,莊凌峰,等. 綠色物流下我國快遞塑料包裝材料再生利用研究[J]. 再生資源與循環經濟,2020,13(12):14?18.
[9] 段華波,劉 曉,周 穎,等. 快遞塑料包裝廢棄物產生特性及管理對策研究[J]. 世界環境,2020,(6):28?33.
[10] 戴鐵軍,肖慶豐 . 塑料包裝廢棄物的物質代謝分析[J].生態經濟,2017,33(1):97?101.
[11] 鄭克俊,楊 興,朱海鵬. 政府視角的快遞包裝減量化治理研究[J]. 物流科技,2019,(1):49?52.
[12] 李沛生. 北京市產品包裝現狀與實施減量化、回收再利用、再資源化的對策(下)[J]. 中國包裝工業,2007,(3): 34?39.
[13] 每日食品,中國塑料橡膠.“高能”柔性包裝,收獲市場青睞[J]. 2020,(6):31-32.
[14] 高功能包裝薄膜[J]. 國外塑料,2014,32(5):29.
[15] 徐 萌,高達利,張師軍. 食品包裝高分子材料技術進步與升級[J]. 中國塑料,2021,35(3):74?82.
[16] 三菱化學(中國)管理有限公司 . 高阻隔+可持續材料[EB/OL].
[17] 劉若根. 包裝減量化設計實施的有效方法和途徑[J]. 才智,2016:273?274.
[18] 雅式橡塑網. 寶潔、高露潔……“減塑”出新招,有牙刷、洗發水,還有剃須刀
[19] 黃勝文. 家電包裝減量化技術應用與探討[J]. 上海包裝,2014,(12):35?38.
[20] 李蓓蓓,黃秀玲,沈黎明 . 運輸包裝優化設計案例分析[J]. 包裝工程,2016,37(21):137?141.
[21] 孫自法. 中國新聞網. 國際最新研究:小塑料瓶改用中塑料 瓶 或 減 少 PET 廢 棄 物 [EB/OL].
[22] 第 九 設 計 . 2021 年 飲 料 十 大 包 裝 趨 勢
[23] 廢塑料新觀察. 2021 年飲料包裝十大發展趨勢
[24] 黃秀玲,徐蘭萍,李 明. 包裝的減量與環保及案例分析[J]. 包裝工程,2010(31):133?135.
[25] 廢塑料新觀察. 2021 年飲料包裝十大發展趨勢[EB/OL]. http://china. chemnet. com/,2021?01?29 /2021?03?04.
[26] 陳昌杰. 功能性包裝膜論略(四)[J]. 塑料包裝,2015,25(04):1?3.
[27] 張錦華,賈銘鈺,張弘弢,等 . 設計倫理與綠色包裝設計[J]. 綠色包裝,2017,(7):59?63.
[28] 德國塑料袋消費量低于歐盟平均水平的一半[J]. 國外塑料,2014,32(2):19.
[29] 宋慧慧. 復合軟包裝循環利用勢在必行[J]. 印刷技術,2020(1/2):14?15.
[30] 中國日報網. 可口可樂、百事、雀巢連續三年位列全球塑料污染源前三[EB/OL].
[31] 周炳炎,郭琳琳,李 麗,等 . 我國塑料包裝廢物的產生和回收特性及管理對策[J]. 環 境 科 學 研 究,2010,23(3):282?287.
[32] 雅式橡塑網. 5 萬噸/年回收量,澳大利亞最大PET 回收廠 將 投 產[EB/OL].
[33] 雅式橡塑網. 100 rPET 雞蛋包裝+BOPP 標簽,看看這家企業怎么做[EB/OL].
[34] 雅式橡塑網. 這家丹麥公司用rPET 造乳制品包裝,耐高溫還可同級回 收[EB/OL].
[35] 石油化工論壇. 陶氏、SABIC、歐萊雅都在關注的PCR 塑料 [EB/OL].
[36] 雅式橡塑網. 含50%再生料,Indevco 開發 100%可回收的工業用袋和薄膜[EB/OL].
[37] 劉小靜. 歐美包裝行業可持續包裝發展動態[J]. 上海包裝,2020,(2):38?44.
[38] 石油化工論壇. 陶氏、SABIC、歐萊雅都在關注的PCR 塑料 [EB/OL]
[39] 2025 年,單一材料塑料包裝全球市場需求將達到 710 億美元[J]. 印刷工業,2020(5):13?14.
[40] 韋麗明. 材質一體化可回收高阻隔復合軟包裝的研究[J]. 塑料包裝,2019,29(5):24-30.
[41] 雅式橡塑網. 這家丹麥公司用rPET 造乳制品包裝,耐高溫還可同級回 收[EB/OL].
[42] 榮格塑料工業. 柔性多層復合材料包裝的多重難題,該如何破解?
[43] 中塑在線. 日本聯合利華引入PET 單材質軟包裝[EB/ OL].


























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





