李志龍,左干清,張鵬程
(中國南方電網有限責任公司超高壓輸電公司廣州局,廣東 廣州 510663)
摘 要:以某智能巡檢機器人的監視裝置基座為實例,以模具表面溫度、熔體溫度和充填壓力為分析變量,塑件的體積收縮率為響應指標,設計了響應面試驗,構建了響應面分析模型。利用Design Expert進行了方差與響應面分析,并利用Moldflow軟件驗證優化分析的可靠性。結果表明:相比初始工藝參數,體積收縮率降低14.76%,有效避免了塑件體積收縮率過大的問題,提升了監視器基座成型的質量。
關鍵詞:響應面模型;注塑成型;巡檢機器人;優化分析
智能巡檢機器人用于替代工作中遇到的急、險、難和重復性工作,是基于多傳感器融合技術而搭建的智能移動平臺,廣泛應用于電力、油井、安防和防爆燈行業,為現場工作人員和設備安全運轉提供更多保障[1]。監視攝像機是 智能巡檢機器人重要的組成部分[2-3]。監視攝像機一般通過底座固定在智能巡檢機器人的軀體上[4],由于監視攝像機的底座與機器人的軀體存在配合要求,并且為了提高美觀性,對監視攝像機的底座加工質量要求較高。監視攝像機的底座一般通過注塑加工成型而成,Moldflow是注塑加工行業中常用的模流分析軟件,能夠準確模擬塑件的成型情況[5-6]。本實驗以某型號智能巡檢機器人監視攝像機底座為實例,基于響應面模型,對其注塑加工工藝進行優化,得到了較為良好的加工工藝參數。
1 成型工藝分析
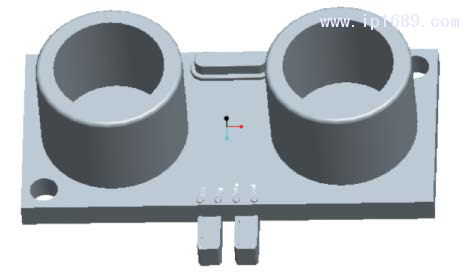
圖1為利用三維建模軟件Pro/E建立的某型號智能巡檢機器人監視裝置底座的模型。
圖1 監視裝置底座
監視裝置底座含有的結構類型較多,包括安裝孔、固定塊、攝像頭基座等。外形總尺寸為45 mm×13.64 mm×25.8 mm,平均壁厚3.2 mm,主要部分的厚度基本保持一致。監視裝置的底座材料選擇為Generic Default制造商,牌號為Generic PP的聚丙烯(PP)塑料[7],該塑料的熔體密度為0.737 54 g/cm3,固體密度為 0.894 17 g/cm3,表1為推薦工藝參數。
表 1 加工工藝參數
模具表面溫度/℃ 熔體溫度/℃ 模具溫度/℃ 頂出溫度/℃ 最大剪切力/MPa 最大剪切速率/s-
50 220 20~80 124 0.25 100000
2 響應面試驗設計法
圖2為網格劃分的結果。網格單元總數為10 368個, 表面積45.81 cm2,縱橫比最大為39.8,最小為1.16,平均為2.27,相互百分比91.2%,匹配百分比92.8%。
圖2 網格劃分結果
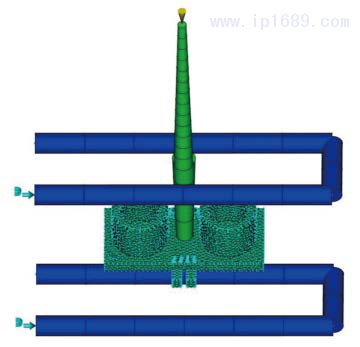
在Moldflow中創建監視裝置底座的冷卻系統和澆注系統,圖3為所得的有限元分析模型。為使塑件表面各處溫度保持一致,冷水管道設計為對稱布置,介質選為25 ℃的普通水。綜合考慮塑件的外形尺寸及結合最佳澆口位置分析結果,設計為單澆口的形式。
圖3 有限元分析模型
3 響應面模型構建與分析
3.1 分析模型建立
選取模具表面溫度(A)、熔體溫度(B)和充填壓力(C)為設計變量,將塑件的體積收縮率(S)作為響應指標變量,基于BBD試驗分析法進行響應面分析。表2為響應面的因素水平設計表。表3為響應面的實驗結果。
表2 BBD試驗因素水平設計
水平 因素
模具表面溫度A)/℃ 熔體溫度(B)/℃ 充填壓力(C)/MPa
-1 30 200 64
0 50 220 80
1 70 240 96
表3 BBD試驗方案和結果
方案編號 因素 S/%
A B C
1 1 0 1 12.80
2 -1 0 1 10.74
3 0 0 0 11.52
4 0 -1 -1 10.38
5 1 1 0 12.99
6 1 0 -1 12.11
7 1 -1 0 10.99
8 0 1 1 12.18
9 0 1 -1 12.21
10 0 0 0 11.52
11 0 0 0 11.52
12 0 0 0 11.52
13 -1 -1 0 9.84
14 -1 0 -1 10.85
15 0 -1 1 10.31
16 0 0 0 11.52
17 -1 1 0 11.61
在Design Expert中進行回歸分析計算,所得的各個參數與體積收縮率間的響應面模型為:
Y=11.34+0.73A+0.933 5B+0.06C+0.058AB+0.2AC+0.01BC+0.186 5A2-1 685 B2+ 0.098 5C2
3.2 方差與響應面分析
表4為方差分析結果。從表4可以看出,塑件體積收縮率的二階響應面模型P值小于0.000 1,同時失擬項的P值為0.238 1,表示所建立的響應面模型顯著和可靠,可以比較真實有效地反映工藝參數與塑件的體積收縮率的關系。
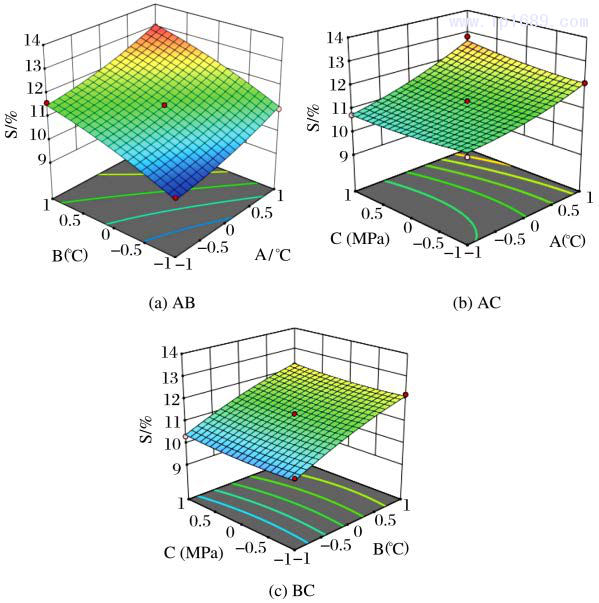
圖4為因素A(模具表面溫度)、因素B(熔體溫度)、因素C(充填壓力)相互作用下的3D響應面圖。從圖4a可以看出,在較低的模具表面溫度和熔體溫度的情況下,塑件的體積收縮率最小。從圖4b可以看出,較低的模具表面溫度和較高的充填壓力時,塑件的體積收縮率較小。從圖4c 可以看出,較低的熔體溫度和較高的充填壓力時,塑件的體積收縮率較小。因此,在實際生產時可以考慮降低模具表面溫度和熔體溫度,并適當提高充填壓力的方法來降低塑件的體積收縮率,以提高注塑成型的質量。
表4 方差分析結果
類型 SS DF MS F值 P值 顯著性
模型 11.750 9 1.3100 41.15 <0.0001 顯著
A-A 4.2700 1 4.2700 134.75 <0.0001 顯著
B-B 6.9700 1 6.9700 219.75 <0.0001 顯著
C-C 0.0288 1 0.0288 0.0978 0.2641
AB 0.0135 1 0.0135 0.4242 0.5357
AC 0.1600 1 0.1600 8.1900 0.0243 顯著
BC 0.0004 1 0.0004 0.0126 0.9137
A² 0.1528 1 0.1528 7.4900 0.0290 顯著
B² 0.1139 1 0.1195 6.1200 0.0426 顯著
C² 0.0442 1 0.0442 1.3900 0.2762
殘差 0.2221 7 0.0317
失擬項 0.1368 3 0.0456 2.1400 0.2381 不顯著
純誤差 0.0043 4 0.0013
總和 11.970 16
圖4 響應面3D 圖
4 工藝優化分析
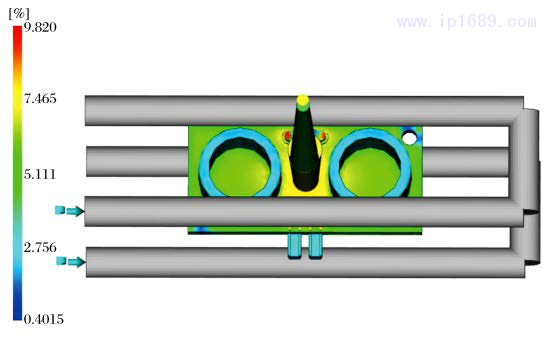
圖5為優化后的體積收縮率。
圖5 優化后的體積收縮率
與響應面預測值 9.84% 相比,Moldflow 驗證結果為 9.82%,僅相差0.02%,說明構建的響應面分析模型具有較高的可靠性和準確性。相比初始工藝參數(A為50 ℃ ,B為220 ℃ ,C為80 MPa)的注塑條件,與推薦工藝參數下的體積收縮率 11.52% 降低了14.76%,有效避免了塑件體積收縮率過大的問題,提升了監視器基座成型的質量。將上述注塑工藝參數進行試模驗證,圖6為試模樣品。從圖6可以看出,試模樣品外觀質量較高,能夠滿足使用要求。
5 結論
以某智能巡檢機器人的監視器塑料基座為實例,分析了其結構外形,選取了合適的材料與加工工藝參數,并建立了響應面模型對影響其體積收縮率的因素進行了優化分析,基于Moldflow軟件驗證了優化分析的可靠性。結 果表明:相比初始體積收縮率降低了14.76% 與推薦工藝參數相比,有效避免了塑件體積收縮率過大的問題,提升了監視器基座成型的質量。根據優化所得的參數進行試模,效果良好,能夠滿足要求。
參考文獻
[1] 徐波, 陳歡, 田定勝,等.基于Dijkstra的智能巡檢機器人避障算法[J].供用電, 2020, 37(12): 74-80.
[2] 王少成, 呂榮鑫, 于福超,等.智能巡檢機器人設計[J]. 中國科技信息,2020(23): 80-81, 83.
[3] 金濤.智能軌道式巡檢機器人在海洋石油平臺首次應用研究[J]. 化工設計通訊, 2020, 46(11): 24-25, 36.
[4] 王學民,徐海奇,劉小寨,等.變電站智能巡檢機器人塔桿傾斜識別深度研究[J]. 自動化與儀器儀表, 2020(11): 73-76.
[5] 葉立清.基于UG/MFI 的 LED 燈內殼注塑模具設計[J].塑料科技,2020,48(11):98-102.
[6] 宋云雪,楊天亮.基于響應面模型的防護箱箱體注塑成型優化[J].塑料科技,2020,48(10):8-12.
[7] 李付.基于計算機輔助技術的POE 交換機注塑模具優化分析[J]. 塑料科技, 2020, 48(11): 76-79.
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





