張維合1 馮國(guó)樹2 宋東陽(yáng)2 杜海2 王靖2 魏海濤2
(1.廣東科技學(xué)院,廣東 東莞,523000;2.廣東華睿智連電子科技有限公司,廣東 東莞,523777)
摘要:針對(duì)汽車多功能旋鈕傳統(tǒng)水路冷卻方案存在的問(wèn)題,結(jié)合產(chǎn)品結(jié)構(gòu)特點(diǎn),設(shè)計(jì)了基于3D 打印的隨形水路冷卻系統(tǒng),顯著提高了模具的冷卻效率和溫度分布均勻性,尺寸精度達(dá)到了 MT3,模具型腔達(dá)到十六腔,綜合產(chǎn)能大幅提高。
關(guān)鍵詞: 汽車多功能旋鈕3D打印 隨形水路 注塑模具
3D 打印是一種綠色環(huán)保的數(shù)據(jù)驅(qū)動(dòng)化增材制造技術(shù),3D打印在模具領(lǐng)域的應(yīng)用具有重大意義。由于鉆削工藝和成型塑件形狀的限制,傳統(tǒng)的注塑模具冷卻水路很難做到均勻冷卻和快速冷卻。基于3D打印的隨形水路是一種新型模具冷卻水路,其截面形狀和分布能夠更貼近模具型腔表面,達(dá)到更好的熱傳導(dǎo)作用,有效均衡模具溫度和提高制品質(zhì)量[1]。下面通過(guò)汽車多功能旋鈕(以下簡(jiǎn)稱旋鈕)注塑模具隨形水路溫度控制系統(tǒng)的設(shè)計(jì),介紹了3D 打印隨形水路設(shè)計(jì)的要點(diǎn)和技巧。
一、 汽車旋鈕結(jié)構(gòu)分析
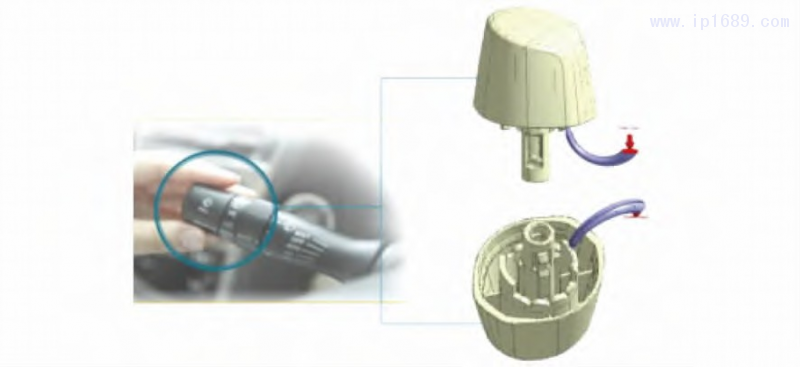
圖1 豐田汽車旋鈕和裝配示意
原材料為丙烯腈-丁二烯-苯乙烯三元共聚物(ABS)(PA-777B,臺(tái)灣奇美實(shí)業(yè)股份有限公司),具有優(yōu)異的耐熱性和高抗沖擊性能。塑件尺寸小但內(nèi)部結(jié)構(gòu)復(fù)雜,尺 寸精度不低于 MT3(GB/T 14486—2008),要求很高,成型零件中冷卻水道的設(shè)計(jì)是難點(diǎn)和重點(diǎn)。
二、傳統(tǒng)旋鈕注塑模具冷卻水道
由于常規(guī)鉆削加工工藝的限制,傳統(tǒng)冷卻水路只能為圓柱形直孔,無(wú)法完全貼近模具型腔表面,冷卻效率低且冷卻不均衡,導(dǎo)致注塑周期長(zhǎng)、成型制品變形量大。
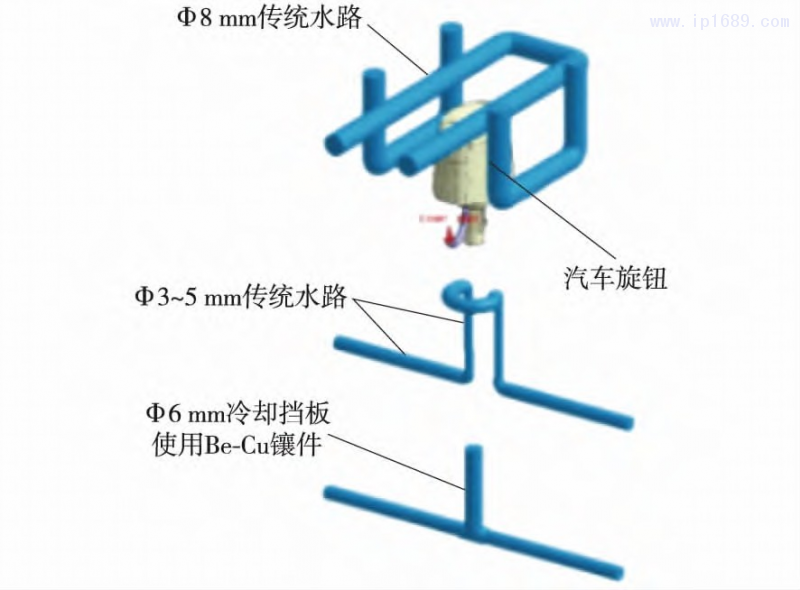
為了提高冷卻效率,汽車旋鈕注塑模具溫度控制系統(tǒng)通常采用如下方案(如圖2所示):a)采用強(qiáng)化的冷卻水路設(shè)計(jì)方案,增加模具零件中冷卻回路的密集程度或覆蓋率;b)采用導(dǎo)熱性能良好的鈹銅(Be-Cu)鑲件替代冷卻水路[2]。
圖2 傳統(tǒng)冷卻水路
強(qiáng)化冷卻水路設(shè)計(jì)方案對(duì)模具零件形狀和模具零件重點(diǎn)區(qū)域的尺寸都有要求,如果模具零件太小,會(huì)影響冷卻水路的尺寸和模具裝配。汽車多功能旋鈕零件形狀奇特,利用常規(guī)的直通式等截面冷卻水路無(wú)論是形態(tài)、尺寸還是位置均無(wú)法達(dá)到滿意的冷卻效果。Be-Cu鑲件剛性和強(qiáng)度無(wú)法和優(yōu)良的模具鋼媲美,會(huì)影響模具壽命,其冷卻效果也有限。
由于溫度控制系統(tǒng)無(wú)法做到均衡冷卻和快速冷卻,成型零件溫差高達(dá)20℃左右,塑件脫模后有明顯變形,尺寸精度只能達(dá)到MT5(GB/T14486—2008),注塑周期最短為25s,生產(chǎn)效率低。
三、汽車旋鈕注塑模具3D 打印隨形水路
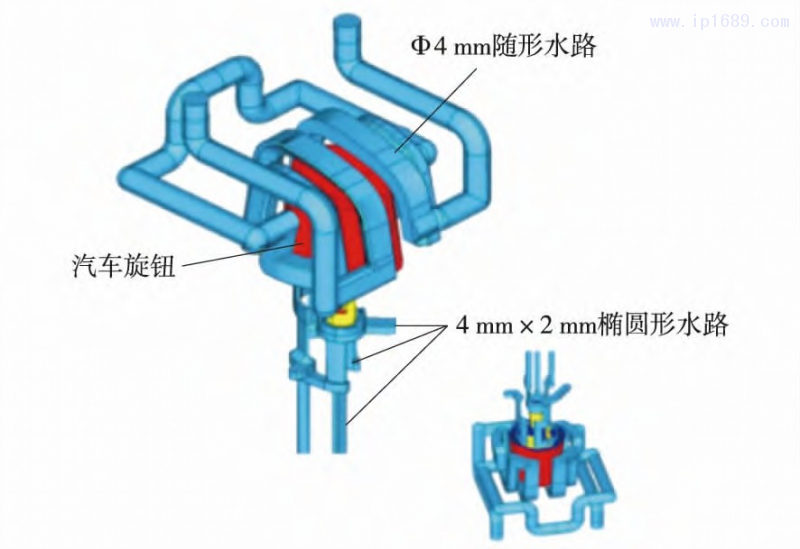
為了提高汽車旋鈕的尺寸精度和模具的生產(chǎn)效率,采用了基于3D打印的隨形水路技術(shù),即模具的成型零件采用3D打印。由于其內(nèi)部水路截面和流向幾乎不受任何加工工藝限制,故水路分布可以更貼近成型制品表面,達(dá)到更好的熱傳導(dǎo)效果,實(shí)現(xiàn)均衡模具溫度和提高制品精度的目的。3D打印的隨形水路如圖3所示,定模鑲件隨形水路直徑為4mm,沿型腔表面布置,動(dòng)模型芯則采用4mm×2 mm 橢圓截面隨形水路,沿型芯表面布置[3]。
圖3 隨形水路
采用3D打印隨形水路后,汽車旋鈕注塑模成型周期由25s降至13s;模具鑲件溫差由20 ℃降至5 ℃。說(shuō)明3D打印隨形水路具有良好的冷卻效果。 成型塑件變形量由 0.35mm減至0.10mm,尺寸精度達(dá)到了MT3。
優(yōu)異的冷卻效果顯著減少了剪切熱效應(yīng),可以一模生產(chǎn)更多塑件而不會(huì)變形。為了保證成型塑件質(zhì)量,傳統(tǒng)汽車旋鈕注塑模具僅能實(shí)現(xiàn)一模四腔,繼續(xù)增加型腔數(shù)量會(huì)因冷卻不良等問(wèn)題導(dǎo)致制品嚴(yán)重變形。采用3D打印隨形水路后,可以增至一模十六腔,而且注塑周期大幅縮短,其綜合產(chǎn)能可提高約5倍以上。同時(shí),汽車旋鈕注塑模3D打印隨形水路的成功應(yīng)用為今后設(shè)計(jì)其他精密塑件注塑模具提供了經(jīng)驗(yàn)。
四、汽車旋鈕注塑模具3D 打印隨形水路設(shè)計(jì)要點(diǎn)
3D 打印隨形水路設(shè)計(jì)很重要,關(guān)乎制得的注塑模具質(zhì)量高低。
要點(diǎn)如下:
a)水路與型腔之間的距離
冷卻水路與模具型腔表面的距離沒(méi)有一個(gè)確定的數(shù)值。對(duì)于大多數(shù)隨形冷卻水路來(lái)說(shuō),與模具型腔表面的距離取決于零件的大小和幾何形狀。一個(gè)需要遵守的原則是:隨形水路與模具型腔表面始終保持相同的距離,達(dá)到均勻冷卻的 效果。
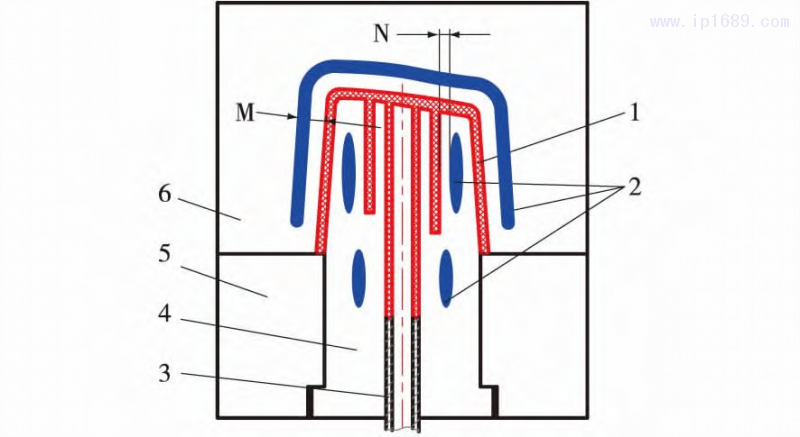
為了兼顧冷卻效果和模具的強(qiáng)度及使用壽命,汽車旋鈕注塑模具3D 打印隨形水路水孔與型腔和型芯表面距離(M 和 N)約為3 mm,距內(nèi)部頂針孔或螺孔約為2mm[4],如圖4所示。
1— 旋鈕;2—3D 水路;3— 推管;4— 型芯;
5— 動(dòng)模鑲件;6— 定模鑲件
圖4 3D 打印隨形水路與型腔表面的距離
b)截面的設(shè)計(jì)
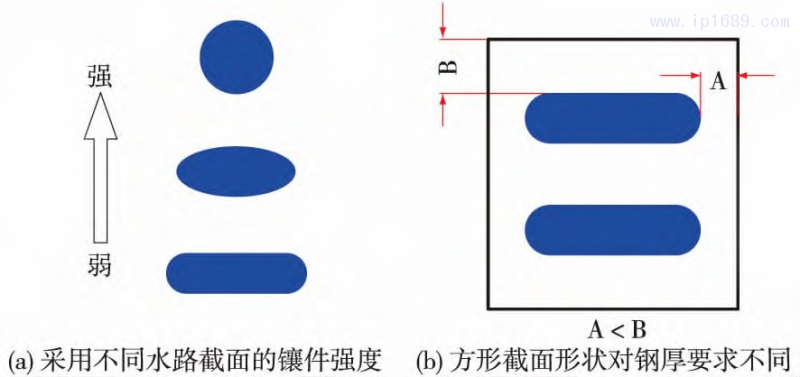
傳統(tǒng)的冷卻水路受機(jī)械加工工藝限制,一般設(shè)計(jì)成圓形截面。3D 打印隨形水路截面則不受限制,可以根據(jù)型腔和型芯形狀設(shè)計(jì) 成圓形、橢 圓形、長(zhǎng)圓形、U 字形等。不同的橫截面形狀對(duì)模具強(qiáng)度的影響不同,橫截面形狀越接近圓形的水路,對(duì)成型零件的強(qiáng)度影響越小,采用圓弧形水路的鑲件強(qiáng)度大于采用橢圓形或方形的鑲件;長(zhǎng)方形截面水路的長(zhǎng)邊側(cè)對(duì)鑲件強(qiáng)度影響要大于寬邊側(cè)。為保證模具的壽命,鑲件水路長(zhǎng)邊側(cè)的厚度(B)要大于寬邊側(cè)厚度(A)[5],如圖5所示。
圖5 隨形水路截面對(duì)鑲件的影響
需要注意的是,在設(shè)計(jì)3D 打印隨形冷卻水路時(shí),應(yīng)盡量保持水路的橫截面積不變,保證冷卻介質(zhì)流速大致恒定不變。有的隨形冷卻水路按照毛細(xì)管的思路設(shè)計(jì),即一條大的冷卻水路被分為多條小而短的水路,然后再匯入一條大的水路。這時(shí),多條小水路的橫截面積總和應(yīng)大致等于大水路入口和出口的橫截面積,從而確保各處冷卻水的流速和阻力大致相等,降低成型塑件翹曲變形的風(fēng)險(xiǎn)。
c)避免出現(xiàn)死水區(qū)域
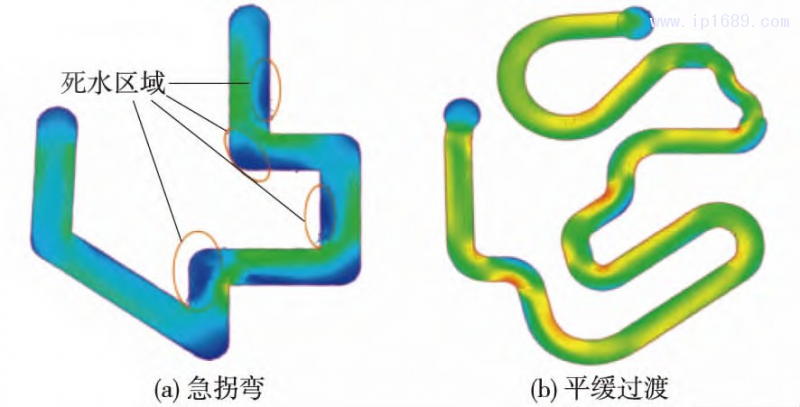
模具冷卻水路中的水量影響模具冷卻時(shí)間的長(zhǎng)短,水量越大,冷卻時(shí)間越短。另一個(gè)影響因素是冷卻水的流動(dòng)狀態(tài):湍流有利于熱量傳出,層流則不利于熱量傳出。3D 打印隨形冷卻水路的內(nèi)表面沒(méi)有經(jīng)過(guò)拋光,容易產(chǎn)生湍流,而且在設(shè)計(jì)隨形水路時(shí)再多增加拐彎結(jié)構(gòu),雷諾系數(shù)更大,可以產(chǎn)生更多湍流,冷卻效果更好;但應(yīng)避免直角或過(guò)急拐彎,因?yàn)橹苯腔蜻^(guò)急拐彎處會(huì)產(chǎn)生死水區(qū)域,如圖6所示。
圖6 隨形水路死水區(qū)示意
d)長(zhǎng)度設(shè)計(jì)
受限于鉆頭的長(zhǎng)度、加工工藝和冷卻效果,傳統(tǒng)的水路長(zhǎng)度不宜太長(zhǎng),冷卻水路越短,冷卻效果越好。利用3D 打印技術(shù)制造隨形冷卻水路,雖然不受鉆頭和加工工藝等影響,但是在設(shè)計(jì)時(shí)仍要控制隨形水路的長(zhǎng)度,使冷卻水迅速進(jìn)出,并控制冷卻水出入口的溫差為2~3 ℃,保證模具各處溫度更均勻[6]。
汽車旋鈕注塑模具隨形水路形狀復(fù)雜,彎曲環(huán)繞的水路清理困難,易堵塞,因此,使用3D 打印隨形水路時(shí)要注意保養(yǎng),防患于未然,避免水路堵塞。如果直接使用工廠水塔里的冷卻水,堵塞風(fēng)險(xiǎn)較高,必須使用3D 打印隨形水路專用模溫機(jī),模溫機(jī)外掛水箱閉路循環(huán)。如果水路堵塞,使用隨形水路專用清洗設(shè)備進(jìn)行清洗,如果使用鐵棒疏通,極易導(dǎo)致型腔表面變形而損壞模具。
五、汽車旋鈕注塑模具3D 打印鑲件材料選用
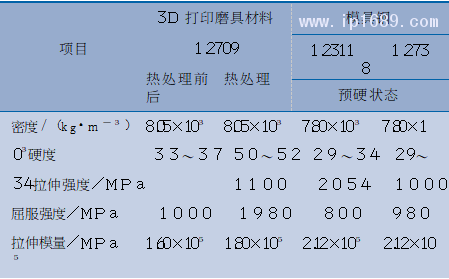
汽車旋鈕注塑模隨形水路由選區(qū)激光熔化并采用立體光固化成型技術(shù)(SLADLP)3D 打印獲得,模具鑲件材料采用1.2709模具鋼(又稱 MS1)。 1.2709模具鋼是馬氏體時(shí)效鋼,主要優(yōu)點(diǎn)有:a)熱處理變形小;b)加工性能及焊接性能好;c)熱處理工藝簡(jiǎn)單方便,固熔后先進(jìn)行機(jī)械加工再進(jìn)行時(shí)效處理。表1 為1.2709 模具鋼與一般模具鋼(1.2311 和1.2738)的主要力學(xué)性能。由表1 可以看出,1.2709金屬粉末經(jīng)3D 打印成型熱處理后,其各項(xiàng)性能與模具鋼相當(dāng)。
表1 模具鑲件材料的力學(xué)性能
六、隨形水路對(duì)模具壽命的影響
與傳統(tǒng)水路相比,隨形水路具有明顯的優(yōu)勢(shì),但以下2點(diǎn)會(huì)降低模具壽命:a)復(fù)雜的水路會(huì)降低零件的剛性;b)冷卻水中沉積物和鐵銹在形狀復(fù)雜的冷卻通道中容易積聚,嚴(yán)重時(shí)會(huì)導(dǎo)致水路開裂漏水[7-11]。比如:以1.2709模具鋼為原料,通過(guò)3D打印制造的型芯,在生產(chǎn)了40萬(wàn)個(gè)塑件之后,由于冷卻通道腐蝕,會(huì)破裂漏水。解決的辦法有:a)設(shè)計(jì)時(shí)加大尺寸,提高3D打印零件的強(qiáng)度和剛性;b)使用專用模溫機(jī)對(duì)冷卻水進(jìn)行過(guò)濾處理,減少異物在冷卻通道中積聚;c)在冷卻通道中鍍鎳,防止腐蝕發(fā)生;d)3D 打印時(shí)多做1~2個(gè)零件庫(kù)存,出現(xiàn)問(wèn)題后立即更換;e)采用更好的3D打印材料,奧地利聯(lián)合鋼鐵集團(tuán)旗下的材料制造商開發(fā)了一款耐腐蝕的3D 打印模制鋼粉末材料Uddeholm AMCorrax,該材料可以防止冷卻通道中沉積物堆積,防止腐蝕[12]。
七、結(jié)語(yǔ)
3D打印的模具隨形水路優(yōu)點(diǎn)很多,汽車旋鈕注塑模具采用3D打印隨形水路取得了巨大成功,冷卻時(shí)間大幅縮短,模具鑲件溫差顯著降低,成型塑件的尺寸精度達(dá)到了MT3,模具型腔可以達(dá)到一模十六腔,綜合產(chǎn)能大幅提高。
參考文獻(xiàn)
[1]郝福春.關(guān)于模具行業(yè)未來(lái)發(fā)展的一點(diǎn)思考[J].模具工程,2016(7):27-32.
[2]張維合.注塑模具設(shè)計(jì)實(shí)用手冊(cè)[M].2版.北京:化學(xué)工業(yè)出版社,2011:30-178.
[3]馬一恒,徐佳駒,王小新,等.基于3D 打印技術(shù)的注塑模隨形冷卻水路設(shè)計(jì)[J],塑料工業(yè),2019,47(7):54-57.
[4]張學(xué)軍,唐思熠,肇恒躍,等.3D 打印技術(shù)研究現(xiàn)狀和關(guān)鍵技術(shù)[J].材料工程,2016,44(2):122-128.
[5]劉金柱,常宏杰.激光熔融金屬3D 打印設(shè)備現(xiàn)狀及其發(fā)展[J].中國(guó)設(shè)備工程,2016(12):152-154.
[6] 李芳,伍世鋒,賈宇霖.3D打印技術(shù)在注射模設(shè)計(jì)隨形水路中的應(yīng)用[J].模具工業(yè),2017,43(3):55-59,62.
[7]FERREIRAJC,MATEUSA.Studies of rapid soft tooling with conformal cooling channels for plastic injection moulding[J].Journal of Materials Processing Technology,2003,142(2):508-516.
[8]MAOTF,TSAIFC,YANGSC etal.Studiesofrapid tooling spraying technology using low melting metal alloy[J].Advanced Materials Research,2012,421:630-633.
[9]SCHLGL J,WIMMER B,CRAMARO L,etal.Heavy rainfall following a summer drought stimulates soil redox dynamics and facilitates rapid and deep translocation of glyphosate in floodplain soils[J].Environmental Science:Processes and Impacts,2022,24(5):825-838.
[10]SINGH D,JOSHI K,PATIL B Comparative economic analysis of injection-moulded component with conventional and conformal cooling channels[J].Journal of The Institution of Engineers(India):Series C,2021,103(3):307-317.
[11]SHAYFULLZ,SHARIFS,ZAINAM,etal.Poten tial of conformal cooling channels in rapid heatcyale molding:Areview[J].Advances in Polymer Technology,2013,33(1):725-738.
[12]YonEYAMA T,KAGAWA.Fabrication of cooling channels in the injection mold ing by laser metals intering [J].Internationgal Journal of Automation Technology,2008,2(3):162-167.















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













