本文介紹了熱流道注射模噴嘴和澆口的種類,對(duì)它們的選擇作了一些分析討論。選擇噴嘴品種,實(shí)質(zhì)上是選用澆口的形式。熱流道噴嘴上的澆口是由冷流道系統(tǒng)的澆口演化而來(lái),在塑料熔體充模流動(dòng)中,它起到調(diào)節(jié)流量的作用。澆口處于熱流道系統(tǒng)和冷型腔的交界面上,在每個(gè)注射周期中,在塑料熔體注射充模和保壓的時(shí)間內(nèi),澆口要開(kāi)啟暢通;在塑料制品冷卻期間,澆口則完全閉合。噴嘴和澆口的選擇,不但決定了注射成型生產(chǎn)的穩(wěn)定性,還關(guān)系到塑料制件的質(zhì)量。
1. 單噴嘴和多噴嘴
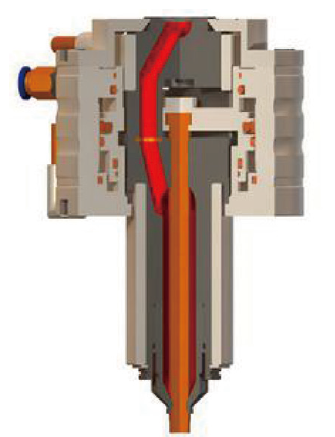
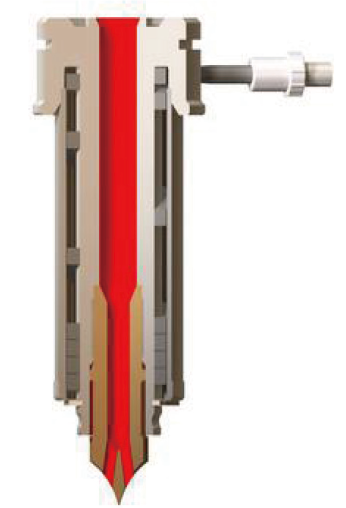
單噴嘴用于一模一腔的注射模,也是電加熱的主流道。針閥式單噴嘴如圖1所示,它的流道要繞過(guò)驅(qū)動(dòng)閥針的氣缸,因此結(jié)構(gòu)復(fù)雜,體積較大。此外,單噴嘴的澆口也可以是各種開(kāi)放式結(jié)構(gòu)。
圖1 針閥式單噴嘴
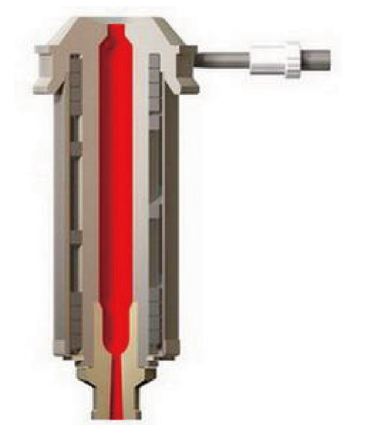
圖2所示單噴嘴的澆口是大直徑倒錐,是大流量的開(kāi)放式澆口,被稱為主流道型澆口,也稱直接澆口、直澆口,俗稱大水口。塑料熔體流經(jīng)大澆口時(shí)的壓力損失較小,故300 mm以上的長(zhǎng)噴嘴用這種澆口為好。如果用于一模多腔的注射模,下接冷流道-多澆口,這種混合式的澆注系統(tǒng)容易在注塑件上產(chǎn)生流動(dòng)痕等缺陷。
圖2 主流道型澆口的單噴嘴
見(jiàn)圖1和圖2,單噴嘴的輸入端與注塑機(jī)的噴嘴頭壓合時(shí),射入高壓高溫的塑料熔體,在兩者的貼合面上,必須防止熔料泄漏和反噴。單噴嘴的凹坑的球半徑,必須大于注塑機(jī)噴嘴的球面半徑。單噴嘴的入口流道直徑,必須大于注塑機(jī)的噴嘴直徑1mm左右。而且,該單噴嘴的主流道杯零件要有足夠的硬度和強(qiáng)度,能夠抵御注塑機(jī)噴嘴的擠壓。此主流道杯零件要與噴嘴和模具聯(lián)接牢固可靠,不能松動(dòng)。
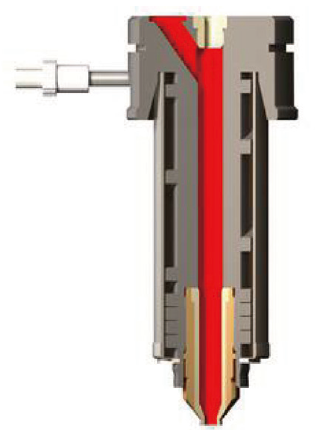
圖3 針閥式多噴嘴
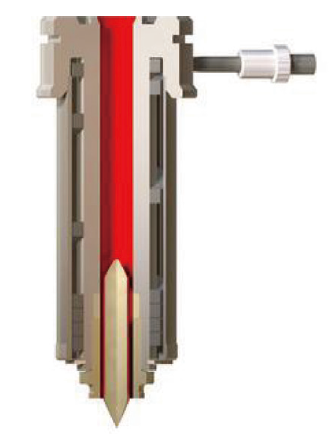
圖4 針尖式多噴嘴
多噴嘴也被稱為分噴嘴,見(jiàn)圖3~圖8所示。多噴嘴用于一模多腔,或一模一腔的大型注塑件,有流道分叉和多個(gè)澆口。此種多噴嘴的注塑模具,有熱流道系統(tǒng)的電加熱流道板(或稱分流板)。多噴嘴的輸入端平面,與流道板貼合,防止熔體泄漏。多噴嘴的澆口可以是各種開(kāi)放式結(jié)構(gòu),也有針閥式的多噴嘴,見(jiàn)圖3所示。
2. 針閥式和開(kāi)放式噴嘴
熱流道的澆口形式大致可分為針閥式和開(kāi)放式兩種,開(kāi)放式中又可分為直接式(大水口)、針尖式和側(cè)孔式澆口。針閥式噴嘴采用機(jī)械閉合,而開(kāi)放式噴嘴屬于熱力閉合。熱流道澆口對(duì)熔體注射有熱工閥的功能,實(shí)行周期性的開(kāi)合。
圖3是裝在流道板下的針閥式多噴嘴。它的閥針穿過(guò)流道板,由安裝在定模固定板上的氣缸驅(qū)動(dòng)。針閥式澆口適用的塑料品種,基本上無(wú)限制。塑料熔體在噴嘴中有較大壓力降,過(guò)長(zhǎng)的閥針在熔體壓力下容易失穩(wěn)。針閥式噴嘴使用需要液壓油或壓縮空氣驅(qū)動(dòng),需要與注塑機(jī)的操作信號(hào)相聯(lián)接。對(duì)于多個(gè)針閥式噴嘴,能按程序控制各個(gè)噴嘴打開(kāi)和關(guān)閉,可使熔合縫轉(zhuǎn)移到最優(yōu)位置;也可實(shí)現(xiàn)在料流前鋒打開(kāi)噴嘴,成功地消除熔合縫。如圖3所示針閥式噴嘴,澆口關(guān)閉由儀表控制,氣缸執(zhí)行,保證有合適的注射保壓時(shí)間,而且澆口的痕跡又小,為模具設(shè)計(jì)師所樂(lè)意采用,近年來(lái)有應(yīng)用擴(kuò)大的趨勢(shì)。針閥開(kāi)合可靠,但需注意到針閥式噴嘴結(jié)構(gòu)復(fù)雜,價(jià)格昂貴。
表1 塑料流動(dòng)性決定噴嘴的最大注射量
圖4是開(kāi)放式多噴嘴的針尖式澆口,適用于熱流道板下有兩個(gè)或兩個(gè)以上噴嘴的熱流道注射模。澆口在定模板上,由模具工場(chǎng)加工澆口孔。噴嘴口有導(dǎo)流梭,中間鑲有導(dǎo)熱良好的鈹銅,提高澆口中央的熔料溫度。在注塑件表面上只有微小針點(diǎn)痕。澆口附近又有冷卻水管,冷卻充分。澆口區(qū)的溫度較低,適合于無(wú)定形的ABS、PS和PMMA等塑料,和慢結(jié)晶固化PE和PP等塑料。但噴嘴的射出量較小,見(jiàn)表1。
3. 開(kāi)放式噴嘴的澆口
開(kāi)放式噴嘴的澆口在注射充模的過(guò)程中,既是節(jié)流閥,又是熱工閥。塑料熔體是對(duì)壓力、溫度和流動(dòng)剪切速率敏感的物料。澆口區(qū)域的溫度取決于澆口結(jié)構(gòu)零件的導(dǎo)熱性,取決于澆口內(nèi)塑料絕熱皮層的利用,它們都將影響開(kāi)放式澆口的啟閉。
圖5 側(cè)孔式多噴嘴
圖6 改進(jìn)型側(cè)孔式多噴嘴
3.1 澆口在模板上的噴嘴
圖5所示為開(kāi)放式多噴嘴的側(cè)孔澆口。沒(méi)有澆口套,澆口在定模板上,由模具工場(chǎng)加工澆口孔。澆口區(qū)的溫度較低,在注塑件表面上只有微小針點(diǎn)痕。側(cè)孔式與圖4所示的針尖式澆口相比,塑料熔體從流道中,經(jīng)錐尖上2~3孔中涌射,流經(jīng)澆口的壓力損失較小。而且在錐尖的澆口孔里壁,能形成絕熱皮層。因此,澆口區(qū)的溫度和充許注射量比針尖式澆口高些,比較適合熔體注射溫度較低的ABS、PMMA、PE和PP等塑料。
圖7 有澆口套針尖式多噴嘴
圖6所示為圖5側(cè)孔式多噴嘴的改進(jìn)型。側(cè)孔管尖材料的導(dǎo)熱性較好,噴嘴的澆口零件裝拆較方便,側(cè)孔管尖上有不銹鋼套,使它溫度穩(wěn)定,但注射量比前者小些。澆口在定模板上,澆口區(qū)的溫度較低,在注塑件表面上只有微小針點(diǎn)痕。比較適合熔體注射溫度較低的ABS和PE等塑料。
圖8 有澆口套主流道型多噴嘴
在一模多腔注塑模中,如果有十幾個(gè)以上側(cè)孔式或針尖式分噴嘴,澆口孔又都在定模板上。那么這些噴嘴的安裝誤差,加上噴嘴兩個(gè)方向上的熱膨脹量不一致,故很難保證這些針尖和澆口的尺寸精度和位置精度。尤其是1mm左右的點(diǎn)澆口,很難做到每個(gè)頂尖與澆口型腔面平齊。所造成的誤差會(huì)影響對(duì)各型腔的平衡澆注。
3.2 有澆口套的噴嘴
圖7所示是開(kāi)放式多噴嘴的針尖澆口。它有澆口套,起絕熱保溫作用,澆口區(qū)較為溫?zé)幔瑵部卺樇夂涂椎木扔斜WC,注射澆口在注塑件表面上只有微小針點(diǎn)痕,但會(huì)在注塑件表面留下套圈壓痕。適合無(wú)定形塑料ABS和PMMA等,尤其適合慢結(jié)晶的PE和PP等塑料。其安裝調(diào)試方便,有較好的換色性能。
圖8所示是開(kāi)放式多噴嘴的直澆口。具有倒錐通孔的澆口套,除在注塑件表面留下套圈壓痕外,會(huì)在注塑件上留下圓錐冷料柄,必要時(shí)需將注塑件倒置注射成型,熱力閉合較為可靠,但澆口區(qū)溫度過(guò)高時(shí)會(huì)有拉絲或流涎可能。適合大多數(shù)塑料品種,尤其適用PC等高黏度塑料及各種玻纖增強(qiáng)塑料,適用于大型厚壁深腔的注塑件,且適用于熱流道和冷流道混合的澆注系統(tǒng)。
4. 熱流道噴嘴的選擇
噴嘴和澆口類型的選擇,要考慮到各種塑料材料性能的影響、各種噴嘴產(chǎn)生的澆口痕跡及允許射出量。
4.1 塑料材料的影響
必須充分認(rèn)識(shí)塑料的加工范圍和熱性能,才能準(zhǔn)確和有效地控制熱流道系統(tǒng)的澆口凍結(jié)時(shí)間,這對(duì)于澆口形式的選擇尤其重要。首先認(rèn)識(shí)溫度對(duì)各種塑料形態(tài)的影響。從冷卻固化期間塑料分子結(jié)構(gòu)建立,熱塑性塑料可分成兩大組群。
一類是有無(wú)定形結(jié)構(gòu)塑料,微觀分子以粘結(jié)的連接形式保持著紊亂狀態(tài)。PS、ABS、乙酸纖維素CA、聚苯醚PPO、PVC、PC、PSU和氟塑料等,是無(wú)定形塑料。除PVC和CA,其他材料加工溫度范圍都較寬。無(wú)定形塑料在固態(tài)和熔融的液態(tài)之間還存在著高彈態(tài)。如ABS,熔融流動(dòng)溫度為180~250℃,半流動(dòng)的高彈態(tài)溫度為110~180℃,它共有140℃的注射和保壓的溫度范圍,加熱和冷卻期間黏度逐漸變化,注射成型收縮率小于1%,保壓壓力和時(shí)間的影響小。除PVC和PC外,允許澆口區(qū)有較低的溫度。
另一類是結(jié)晶結(jié)構(gòu)塑料,其分子鏈沿著已生成的晶核有序地折疊著,但其周圍還是無(wú)定形結(jié)構(gòu),因此存在結(jié)晶度的高低。結(jié)晶型塑料有LDPE、HDPE、PA、POM、PET、PBT和聚苯硫醚PPS等。定義注射保壓的溫度波動(dòng)范圍較窄,需嚴(yán)格控制流道板和噴嘴的溫度。注塑件固化時(shí),快速地經(jīng)過(guò)結(jié)晶溫度。冷卻結(jié)晶需模具攜走較多熱量,模具溫度涉及結(jié)晶程度和制品質(zhì)量,有較大注射成型收縮率,需防止?jié)部谶^(guò)早凍結(jié),使得保壓壓力和時(shí)間不足。需較高溫度的“溫?zé)?rdquo;澆口區(qū)。
結(jié)晶型塑料需溫度較高的澆口區(qū),以保證對(duì)型腔中塑料補(bǔ)縮,可應(yīng)用有澆口套的完整噴嘴,見(jiàn)圖2、圖7和圖8所示。澆口用含鉻量較高的不銹鋼制造,此零件被稱為絕熱澆口套。有的用鈦合金制造,以減少冷模板對(duì)澆口的熱傳導(dǎo)。
大多數(shù)結(jié)晶型塑料的加工溫度范圍小于60℃,其中快速結(jié)晶固化的有POM和PA等,加工溫度范圍小于30℃,如PA66塑料的加熱溫度255~285℃。比起慢結(jié)晶的PE和PP,在澆口區(qū)需要更高些溫度,以采用針閥式噴嘴為好。在采用熱力閉合的開(kāi)放式澆口時(shí),以有澆口套的整體式噴嘴為好。
4.2 澆口痕跡的影響
使用如圖2和圖8所示直接式噴嘴,在塑料制品上會(huì)留下圓錐柱狀的殘留料柄。此澆口痕跡留于制品的外表面,殘料高大且必須切割。如果要留在內(nèi)表面,則模具用倒裝結(jié)構(gòu)。要考慮脫模機(jī)構(gòu)在定模是否可行,還要考慮切割澆口料柄是否可能,而且發(fā)生澆口流涎和拉絲的可能性最大。常用澆口直徑2.7~10 mm,適用大注射量的各種塑料。直接式噴嘴的特點(diǎn)是流經(jīng)澆口的壓力降最小,適合如PC等高粘度塑料加工。采用主流道型熱噴嘴和冷流道-澆口的混合澆注系統(tǒng),使噴嘴離開(kāi)制品型腔有較長(zhǎng)的距離,有利于提高澆口區(qū)溫度。
如圖4~圖6側(cè)孔式和針尖式噴嘴,常見(jiàn)澆口直徑1~3mm。中央有導(dǎo)流梭針尖防止熔料垂滴和拉絲。較大口徑的澆口,有利于熔體流動(dòng)充模,也可提高圓錐針尖的強(qiáng)度;較小口徑澆口,在制品上留下痕跡更小,澆口痕跡很難察覺(jué)。
針尖式澆口內(nèi)有導(dǎo)流梭,注射截面為圓環(huán)隙,所產(chǎn)生的剪切應(yīng)力最大,會(huì)導(dǎo)致溫度上升和熔體塑料分子結(jié)構(gòu)的降解,造成分子鏈斷裂。高黏度塑料如PC,和經(jīng)改性充填的高黏度塑料被限制使用。而且針尖式噴嘴的除污去垢很費(fèi)力,熔體容易被滯留,使著色更換困難。PVC和POM及含阻燃劑的塑料不宜使用。
有澆口套的噴嘴,由于噴嘴軸線方向澆口套和定模板的熱膨脹不一致,會(huì)在注塑件留下澆口套的圈印。
如圖1和圖3所示,使用針閥式噴嘴在注塑件上無(wú)澆口殘料,但會(huì)在制品上留下閥針頭的痕跡。澆口直徑2~8mm,不太適用僅幾克的少量注塑。
4.3 噴嘴的射出量
在注射溫度下品種繁多的塑料熔體的黏度相差很大。高黏度的塑料熔體流經(jīng)流道和澆口時(shí)的壓力損失較大。采用針尖式或針閥式噴嘴時(shí),要考慮到在噴嘴的澆口流程中有較大的壓力降。在窄小和過(guò)長(zhǎng)的流道中會(huì)有黏性發(fā)熱,使塑料熔體溫度升高,會(huì)使塑料降解變色。而低黏度的塑料熔體容易泄漏。
從塑料熔體的黏度,以噴嘴的最大注射量選擇澆口類型,見(jiàn)表1所列。直接澆口允許中等黏度物料1~2kg,針尖式僅100~200g。針閥式澆口介于兩者之間。
選定澆口類型后,參照熱流道公司的產(chǎn)品目錄,初步擬定噴嘴的種類。再進(jìn)一步確定熱流道噴嘴流道直徑和澆口結(jié)構(gòu)尺寸。(文章來(lái)源于網(wǎng)絡(luò))



















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













