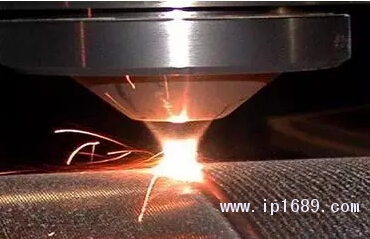
激光熔覆技術(shù),是20世紀70年代隨著大功率激光器的發(fā)展而興起的一種新的表面改性技術(shù)。激光表面熔敷技術(shù),是在激光束作用下,將合金粉末或陶瓷粉末與基體表面迅速加熱并熔化,光束移開后自激冷卻形成稀釋率極低、與基體材料呈冶金結(jié)合的表面涂層,從而顯著改善基體表面耐磨、耐蝕、耐熱、抗氧化及電氣特性等的一種表面強化方法。如,對60#鋼進行碳鎢激光熔覆后,硬度*達2200HV以上,耐磨損性能為基體60#鋼的20倍左右。在Q235鋼表面激光熔覆CoCrSiB合金后,將其耐磨性與火焰噴涂的耐蝕性進行了對比,發(fā)現(xiàn)前者的耐蝕性明顯高于后者。
激光熔覆技術(shù)
激光熔覆技術(shù),是一種經(jīng)濟效益很高的新技術(shù),它可以在廉價金屬基材上制備出高性能的合金表面而不影響基體的性質(zhì),降低成本,節(jié)約貴重稀有金屬材料,因此,世界上各工業(yè)先進國家對激光熔覆技術(shù)的研究及應(yīng)用都非常重視。
應(yīng)用于激光熔覆的激光器,主要有CO2激光器和固體激光器(主要包括碟片激光器、光纖激光器和二極管激光器。老式燈泵浦激光器由于光電轉(zhuǎn)化效率低,維護繁瑣等問題已逐漸淡出市場。
對于連續(xù)CO2激光熔覆,國內(nèi)外學者已做了大量研究。高功率固體激光器的研制發(fā)展迅速,主要用于有色合金表面改性。據(jù)文獻報道,采用CO2激光進行鋁合金激光熔覆,鋁合金基體在CO2激光輻照條件下容易變形,甚至塌陷。固體激光器,特別是碟片激光器輸出波長為1.06μm,較CO2激光波長小1個數(shù)量級,因而更適合此類金屬的激光熔覆。
激光熔覆,按送粉工藝的不同可分為兩類:粉末預(yù)置法和同步送粉法。兩種方法效果相似,同步送粉法具有易實現(xiàn)自動化控制,激光能量吸收率高,無內(nèi)部氣孔,尤其熔覆金屬陶瓷,可以顯著提高熔覆層的抗開裂性能,使硬質(zhì)陶瓷相可以在熔覆層內(nèi)均勻分布等優(yōu)點。
1、激光熔覆具有的特點
(1)冷卻速度快(高達106K/s),屬于快速凝固過程,容易得到細晶組織或產(chǎn)生平衡態(tài)所無法得到的新相,如非穩(wěn)相、非晶態(tài)等;
(2)涂層稀釋率低(一般小于5%),與基體呈牢固的冶金結(jié)合或界面擴散結(jié)合,通過對激光工藝參數(shù)的調(diào)整,可以獲得低稀釋率的良好涂層,并且涂層成分和稀釋度可控;
(3)熱輸入和畸變較小,尤其是采用高功率密度快速熔覆時,變形可降低到零件的裝配公差內(nèi);
(4)粉末選擇幾乎沒有任何限制,特別是在低熔點金屬表面熔敷高熔點合金;
(5)熔覆層的厚度范圍大,單道送粉一次涂覆厚度在0.2-2.0mm;
(6)能進行選區(qū)熔敷,材料消耗少,具有卓越的性價比;
(7)光束瞄準可以使難以接近的區(qū)域熔敷;
(8)工藝過程易于實現(xiàn)自動化,很適合常見易損件的磨損修復(fù)。
2、激光熔覆與激光合金化的異同
激光熔覆與激光合金化,都是利用高能密度的激光束所產(chǎn)生的快速熔凝過程,在基材表面形成于基體相互融合的、具有完全不同成分與性能的合金覆層。兩者工藝過程相似,但卻有本質(zhì)上的區(qū)別,主要區(qū)別如下:
(1)激光熔覆過程中的覆層材料完全融化,而基體熔化層極薄,因而對熔覆層的成分影響極小,而激光合金化則是在基材的表面熔融復(fù)層內(nèi)加入合金元素,目的是形成以基材為基的新的合金層。
(2)激光熔覆實質(zhì)上不是把基體表面層熔融金屬作為溶劑,而是將另行配置的合金粉末融化,使其成為熔覆層的主題合金,同時基體合金也有一薄層融化,與之形成冶金結(jié)合。
激光熔覆技術(shù)制備新材料,是極端條件下失效零部件的修復(fù)與再制造、金屬零部件直接制造的重要基礎(chǔ),受到世界各國科學界和企業(yè)的高度重視。(文章來源于網(wǎng)絡(luò))























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





