保壓階段的作用
持續施加壓力,壓實熔體,增加塑料密度(增密),以補償塑料的收縮行為。在保壓過程中,由于模腔中已經填滿塑料,背壓較高,注射機螺桿僅能慢慢地向前做微小移動,塑料的流動速度也較為緩慢,這時的流動稱作保壓流動。
由于在保壓階段,塑料受模壁冷卻固化加快,熔體黏度增加也很快,因此模具型腔內的阻力很大,在保壓的后期,材料密度持續增大,塑件也逐漸成型。保壓階段一直持續到澆口固化為止,此時保壓階段的模腔壓力達到最高值。 在保壓階段,由于壓力相當高,塑料呈現部分可壓縮特性。
在壓力較高區域,塑料較為密實,密度較高;在壓力較低區域,塑料較為疏松,密度較低。因此造成密度分布隨位置及時間發生變化。保壓過程中塑料流速極低,流動不再起主導作用,壓力為影響保壓過程的主要因素。
保壓過程中塑料已經充滿模腔,此時逐漸固化的熔體作為傳遞壓力的介質。模腔中的壓力借助塑料傳遞至模壁表面,有撐開模具的趨勢。因此需要適當的合模力進行合模。脹模力在正常情形下會微微將模具撐開,對于模具的排氣具有幫助作用,但如果脹模力過大,易造成成型品毛邊、溢料,甚至撐開模具。
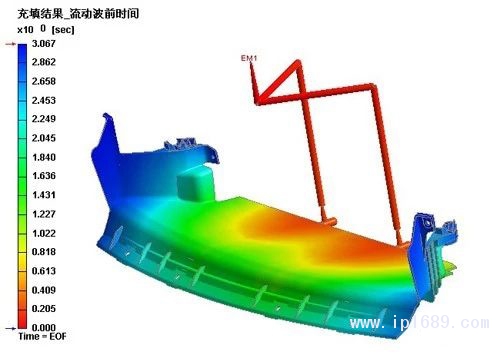
保壓流動
在制品的厚度方向,靠近模壁處的塑料首先遇冷固化,體積發生收縮,因此在澆口固化封口前,補償收縮的塑料會在保壓壓力作用下向模壁處補充塑料。在模腔內部,靠近冷卻水管區域或是局部低溫區域,塑料黏度較高、流動阻力較大,保壓塑料不易流入補充,溫度持續下降,造成冷料區,保壓壓力不易傳遞。在局部高溫區域,塑料局部帶度較低,流動阻力較低,熱塑料較易補充,使溫度維持在局部高溫。這種因局部溫度差造成的流動阻力差使熔體沿著特定的阻力較小的路徑行進并傳遞壓力的過程,是保壓流動的特色之一,被稱為三角洲效應。
保壓壓力
保壓壓力必須足夠大以克服澆口部分凝固產生的阻力,并進行收縮補償。在保壓過程中澆口區域黏度逐漸增加、逐步固化,阻力隨之增加。提高保壓壓力及延長保壓時間會推遲塑料固化時間,使壓力傳遞較為完全,減少塑件體積收縮率。
但是,保壓壓力過高,容易使塑件發生粘模現象,脫模不易,且容易使塑件殘余應力過高,或發生毛邊及溢料問題;如果保壓壓力不足,會使得塑件產生較大收縮,并出現空洞現象。一般而言,若流動阻力小,壓力損耗小,保壓較完全,澆口封口時間晚,補償收縮時間長,模腔壓力較高。(文章來源于網絡)























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





