武杰, 秦輝
(中國電子科技集團公司第二研究所, 山西 太原 030024)
摘要:為了提高生產效率,降低生產成本,自動化設備漸漸取代了人工手動機臺。全自動 FOG(FPC On Glass)邦定機是實現柔性電路 FPC 和液晶玻璃或者觸摸屏機械連接邦定的一種自動化設備。因此,重點介紹了霍夫變換算法在 FPC 上料機中的應用,視覺系統在 FPC 上料機當中的應用,將極大地提高 FPC 上料機的上料效率。
關鍵詞:FOG邦定機、FPC上料機、霍夫變換
中圖分類號:TP 391.41 文獻標識碼:A 文章編號:1003-773X(2018)06-0169-02
引言
FOG 邦定機主要由LCD 上料機,ACF 邦定、預壓邦定、主壓邦定以及FPC 上料機,自動下料部分組成。整個設備邦定的工藝流程是:先將 ACF 導電膜貼附在液晶玻璃的 ITO 端子處;然后通過機械手搬運到預壓部分,依靠視覺系統將液晶玻璃與 FPC 采用低溫,小壓力黏附在一起;最后在主壓單元,采用高溫、大壓力、長時間的方式將黏接處的導電粒子壓碎并固化,既實現了單方向導電,又將液晶玻璃與 FPC 邦定在一起。其中,FPC 上料的作用是將 FPC 搬運到FOG邦定機預壓部分。FPC上料機最先采用的是機械定位方式,及把 FPC 放入提前刻好凹槽的料盤當中,算好料盤行列數和間隔距離,然后控制機械手自動走到每個定位位置,實現抓取上料。在實際生產當中,由于人工擺放,以及料盤規格存在誤差,經常出現機械手走位不準確,吸取位置到了 FPC 邊緣或者到了料盤凸起部分,造成上料失敗,引起設備報警,暫停生產。本文將介紹一種霍夫變換算法,用視覺識別取代機械定位,可極大提升 FPC 上料機的取料成功率。
1、數學模型與算法
霍夫變換是現在視覺系統中常用的一種算法, 它可以很好的對直線和曲線圖形進行識別。這一算法具有對局部缺陷不敏感、隨機噪聲魯棒性強、適合并行處理等特點,并且已經廣泛應用于計算機視覺、圖像處理、機器視覺等領域 [1]。下面是最小二乘法的霍夫變換的推導由來[2]。任意一個圓可由圓心坐標(A,B)和半徑R表示為:
(x- A)2+(y- B)2=R2 . (1)
變換一下公式(1),我們可以得到:
R2=x2- 2Ax+A2+y2- 2By+B2 . (2)
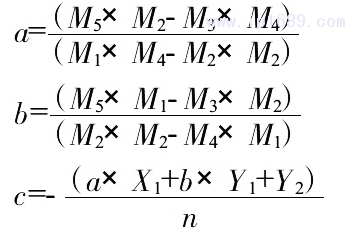
假設 a=- 2A,b=- 2B 以及 c=A2+B2- R2,所以,圓參數可以表示為:A=a/- 2,B=b/- 2,。從而得到:
x2+y2+ax+by+c=0 . (3)
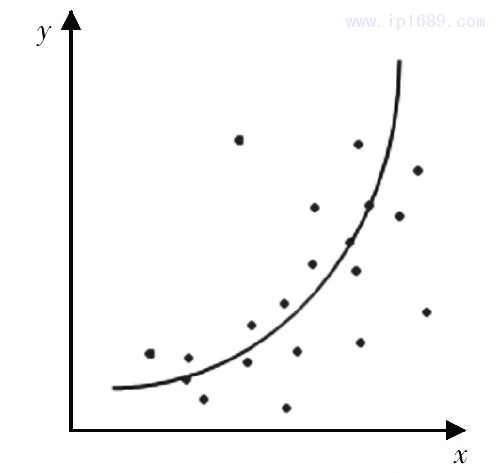
如圖 1 所示,如果圖上一系列小點集的坐標分別為({ X1,Y1),(X2,Y2),…,(Xn,Yn)},這些點到圖中圓弧圓心的距離為 dn,根據公式(1)(3),可以得到:
dn2- R2=(X - A)2+(Ya - B)2- R2=X n2+Y 2+aXn +bYn +c . (4)
圖1 圓弧周邊的點集
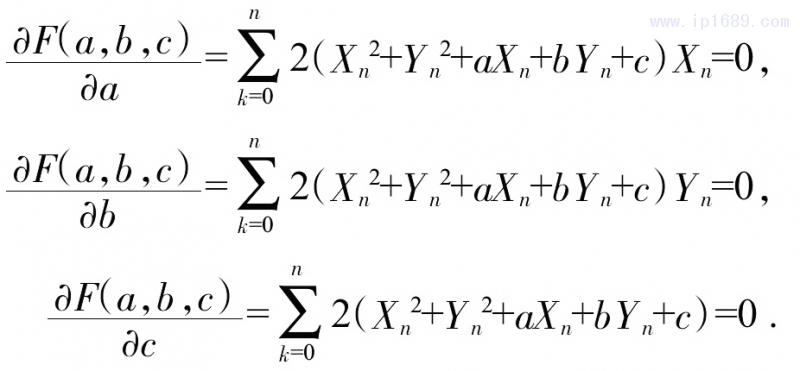
假設一個新方程:
那么 F(a,b,c)的偏導數為 0:
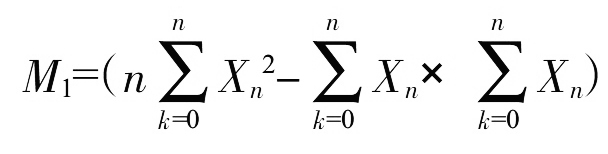
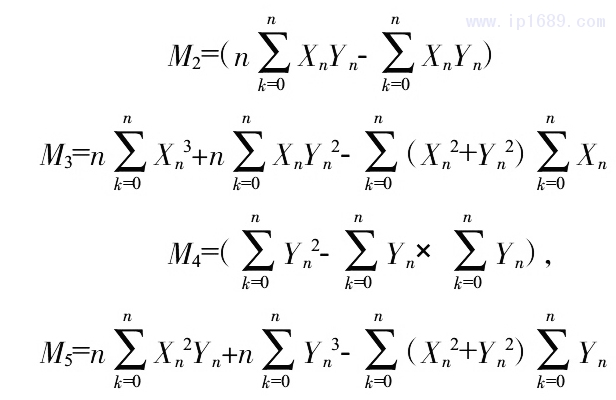
假設:
解方程(6)(7)(8)并帶入 M1、M2、M3、M4、M5,可得:
這樣通過霍夫變換,我們可以用 a、b、c 三個設定參數來表示圓心坐標以及圓半徑。
2、流程設計與實現
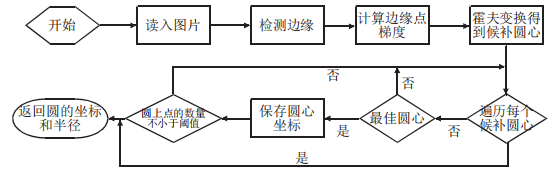
首先,相機在其視野內拍攝圖像,程序會將拍到的圖片由彩色圖片自動轉換成為灰度圖,利用邊緣檢測索貝爾算子,找出邊緣點[3] 。然后通過計算公式算出每個邊緣點在 X、Y 兩個方向上的梯度,并且應用霍夫變換,可以得到候補圓心點的坐標,統計不同半徑的頻次,將所有候補圓心由得票多少進行排序。最后,通過分析圓存在概率以及其峰值,遍歷每個候補圓心點,得票數高以及滿足固定靶標參數的閾值候補圓心可以被當做是最佳圓心,返回靶標圓的坐標[4]。流程圖如圖 2。為了適應高精度的要求,我們將實際測量好的靶標圓心的半徑作為閾值,這樣可以快速排除大部分不在檢測范圍內的圓半徑。
圖 2 霍夫變換檢測圓心的流程圖
3.、實驗結果與實際應用
為了評估該程序改進算法的準確率,我們選取了 50 張擁有真實圓數據的的圖片,其中(a,b,r)分別表示為圓心 X、Y 向坐標以及圓半徑長度。根據這50 組實驗數據,我們可以得到該程序檢測出的目標圓的平均誤差值為(0.068,0.023,0.133);誤差的標準偏差為(0.000 367,0.000 178,0.001 535)。此程序的運行精度完全可以滿足 FPC 上料機上料位置 0.1 以內的誤差要求。
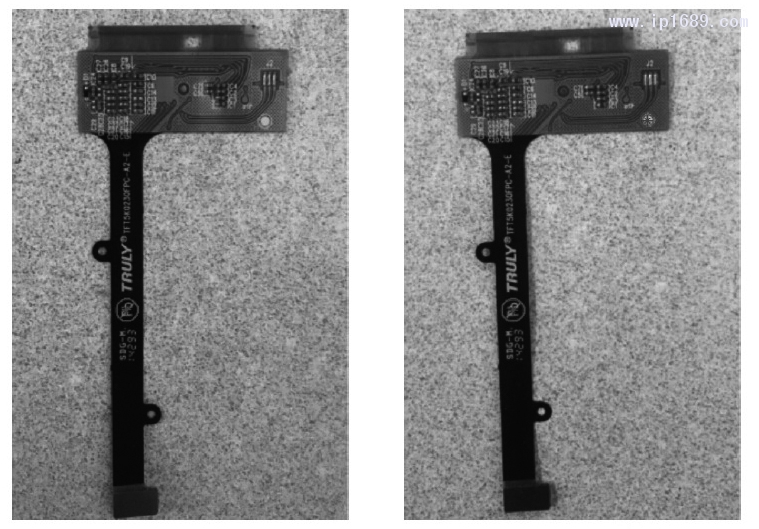
圖 3 所示為一種常見的小尺寸 FPC,其中間部分有很明顯的 logo 可以被當做靶標供攝像頭識別,靶標的圓心所在位置也有利于機械手進行抓取。圖4 為識別結果并且返回圓心坐標位置及其半徑。
小尺寸FPC(左) 檢測結果(右)
如果相機視野大,在一個視野中,會出現多個FPC,該程序可以將視野內的靶標全部標出并返回給機械手,機械手判斷最近位置進行抓取,提高上料效率,如圖 5;該程序也可以將視野中的靶標進行最優排序,返回最佳靶標位置,這樣可以保證上料精度及準確率,如圖 6。
返回視野中所有圓心(左) 返回最佳圓心(右)
在實際生產中,也會遇到一些異形 FPC,拖著長長尾巴的 FPC 也是較常見的,如圖 7 所示,為了抓取牢靠,在 FPC 上料機上增加輔助吸嘴的機械結構來保證抓取穩固。該程序可以根據實際需要,返回機 械手最佳單一坐標,或者同時返回靶標圓心位置和輔助靶標圓心位置,如圖 8。
異形FPC 返回最佳圓心(左) 返回圓心和輔助圓心(右)
4、結語
FPC 自動上料機大大提高了全自動 FOG 生產設備的自動化程度,也減少了大量的人力成本,提高了生產效率。視覺系統在 FPC 上料機中的應用,進一步提升了自動化設備的技術水平,有著巨大的經濟效益。
參考文獻
[1] HK Yuen, J Princen, J Illingworth, et.al. A comparative study of Hough Transform methods for circle finding [M].Copyright 1990 Published by Elsevier B.V.,1990.
[2]崔繼文,譚久彬.基于約束抽樣 Hough 變換的圓輪廓快速檢測技術.哈爾濱工業大學學報,2005,37(10):1 394- 1 396.
[3]胡占義,吳福朝.基于主動視覺攝像機標定方法.計算機學報,2002(11):1 150- 1 156
[4]David Manthey .General Least- Squares - Direct Solutions and Bundle Adjustments.Copyright:1999- 2005.

























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





