王愛陽,賈鐵鋼
大連職業技術學院,遼寧大連116037
摘要:家用電器、通訊產品等大量使用塑件,而“輕、薄、小”是今后發展方向。因此薄壁塑件模具設計及其注塑工藝的應用,需要在厚度結構設計、材料性能要求、模具結構、注塑工藝等方面進行改進。本文列舉實例,針對薄壁塑件出現的典型問題進行研究,提出解決措施,以滿足日益增長的薄壁塑件的需要。
關鍵詞:薄壁塑件;結構設計;塑料材質;模具結構;注塑工藝
中圖分類號:TQ320.52 文獻標識碼:A
塑料是以樹脂為主要成分的高分子有機化合物,塑料制品以密度低、質輕、絕緣性好、化學穩定、耐磨減震、透光性好等優點,廣泛應用于家用電器、通訊器材、生活用品等。目前我國已成為世界工業加工中心(生產基地),尤其是彩電、手機、空調、冰箱、洗衣機等系列產品已占據全球產量的50%[1]。這些產品大量使用塑料件,其成本占產品總成本的50%~80%,因而在保證產品質量的同時,薄壁有助于降低產品成本。另外手機、筆記本電腦等正向“輕、薄”型發展,加之一次性水杯、碗、勺、飯盒等大量使用,促使國內外相關科研人員著手研究塑件的薄壁技術。但是塑件壁厚減薄在其結構設計、材料性能要求、模具結構、注塑工藝等方面還存在不少問題。本文針對這些問題進行了研究,并提出了解決措施。
1塑件厚度與結構設計
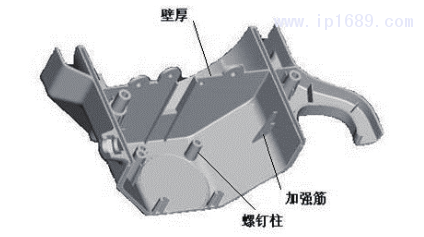
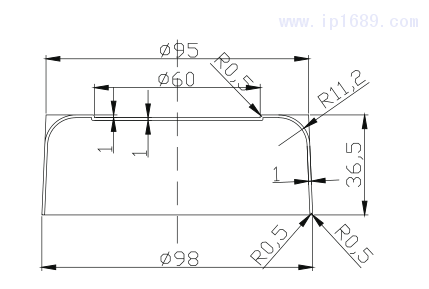
圖1所示塑件不僅有結構及外觀形狀要求,內部還要安裝一些零部件,需具有一定強度和剛度,同時還要考慮注塑成型工藝要求等,因此該塑件的厚度設計非常重要。
圖1塑料件
1.1塑件厚度設計
1.1.1壁厚
塑件壁厚過薄,會使成型時的流動阻力太大,大型塑件難以充滿;塑件壁厚過厚,則易產生縮坑、氣泡等缺陷。在保證剛度和強度的基礎上,推薦塑件壁厚[1]范圍在0.45~6.5mm,常用范圍1.5~3.0mm,要求壁厚均勻。
根據使用要求,設計塑件整體壁厚時,必須考慮加強筋、螺釘柱等結構對剛度、強度、外觀的影響。
1.1.2加強筋
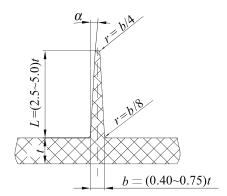
設立加強筋可提高塑件的強度和剛度,還可以防止塑件變形且有利于塑料熔體的流動。普通
加強筋的結構及尺寸如圖2所示。從圖2可以看出,b=(0.40~0.75)t,L=(2.5~5.0)t,α=0.5°~1.5°[2]。其中,b為加強筋厚度,t為壁厚,L為加強筋高度,α為脫模斜度。
圖2加強筋
1.1.3螺釘柱
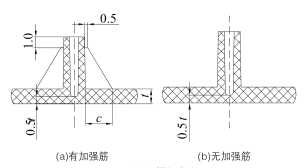
通常在塑件內部需用自攻螺釘安裝其他部件,故可設立如圖3所示的螺釘柱。螺釘柱分為有加強筋和無加強筋兩種,其中加強筋底部長度c=(0.2~0.5)×螺釘柱高度。
圖3螺釘柱
此外,壁厚還涉及凸臺、轉角、通孔和不通孔等結構的設計,但如果采用薄壁結構,上述加強筋和螺釘柱等的結構和尺寸都要改變。
1.2薄壁塑件結構設計
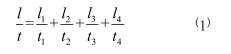
薄壁塑件一次性飯盒如圖4所示,其壁厚通常小于1.2mm,但定義薄壁塑件并不是只看厚度尺寸,還要計算熔體流程與塑件壁厚之比l/t,當l/t>150時稱之為薄壁[3]。由于塑料熔體在注塑過程中先經過主流道、分流道、澆口,然后注入模具型腔,因此實際流程與壁厚各處均不相同(圖5),總的流程與壁厚之比等于各段流程與壁厚之比的和。

圖4一次性飯盒
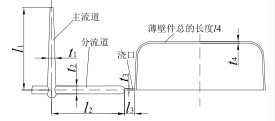
圖5實際流程與壁厚
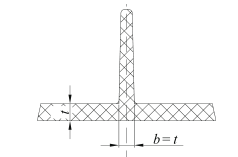
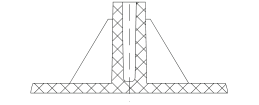
一次性飯盒比較柔軟、外表面要求不高,但為了提高剛性,大多數薄壁塑件的結構形狀采用曲面、加強筋等。薄壁加強筋如圖6所示,其中,加強筋厚度b與壁厚t相等,甚至小于壁厚。固定自攻螺釘的薄壁塑件螺釘柱如圖7所示。
圖6薄壁加強筋
圖7薄壁塑件的螺釘柱
由于壁厚較薄,而加強筋、凸臺(如螺釘柱)厚度沒有改變,按照常規生產方式,塑件易出現凹陷、欠注、扭曲變形等缺陷,因此還要從塑件材質、模具結構、注塑工藝等著手研究。
2薄壁塑件材質選擇
由于薄壁塑件厚度的減小,需使用流動性好的材料,該材料還需具有較高沖擊強度和熱變形溫度,以及良好的尺寸穩定性等[4]。
2.1塑料的流動性
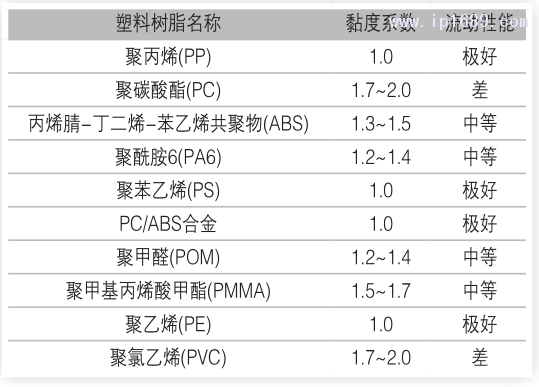
注塑成型薄壁塑件時,塑料的流動性要好,其流動距離與厚度之比(l/t)大于150。塑料的流動性可以用其熔體黏度系數來表征,常用塑料的熔體黏度系數[5]如表1所示。在實際生產中,通常以塑料樹脂的熔體質量流動速率(MFR)作為其流動性選擇的依據。由于不同企業生產的不同牌號和批次塑料樹脂的MFR各不相同,需要在生產前進行檢驗。
表1常用塑料的黏度系數
生產薄壁塑件需要低黏度、中高流動性的塑料樹脂,對于表1中流動性差的樹脂(如PC)可以通過改性,使其黏度降低、MFR提高到30g/10min,達到中高流動性,因此生產薄壁塑件所用材料比較廣泛。
2.2塑料的沖擊性能
薄壁塑件所使用的材料應具有較高的沖擊性能,常溫沖擊強度不低于640J/m;在低溫(-29℃)條件下能正常使用。
2.3塑料的耐熱性
要保證薄壁塑件在70~90℃下不變形,不出現凹陷和老化現象。
綜合塑料的流動性、沖擊性能、耐熱性等要求,推薦薄壁塑件常用材料有PP、ABS、PC/ABS合金、PA6等。
3薄壁塑件模具的結構設計
3.1模具總體結構
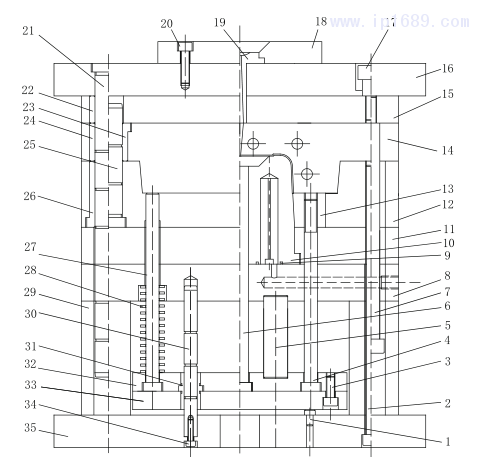
圖8所示塑件為物品盒,材料為PP,壁厚1.0mm,為典型的薄壁塑件。由于采用薄壁技術,材料在模具內的流動性較差,需要較高的注射壓力,模具的剛度、強度都要相應提高。因此在設計物品盒模具(圖9)的動模板12、定模板14及其支承板8時,其厚度通常比傳統模具的模板要厚30%~50%,而且要增加支承柱5。模具合模面定模板14與動模板12要設置錐面定位(整體圓錐面定位或錐面定位塊),以保證精確定位和良好的側支撐,防止彎曲和偏移。另外,薄壁塑件需要注射機高速注射,增加了模具的磨損,因此要求模具型腔、型芯、澆口等材料具有較高的硬度、強度、剛度和耐磨性,通常采用S136、2344、SKD61、PMS等模具鋼,并進行預硬或熱處理,使其表面硬度達到48~52HRC。
圖8物品盒
1-墊釘;2、3、20、34-螺栓;4、6-推桿;5-支承柱;7-拉桿;8-支承板;9-密封圈;
10-型芯;11-型芯固定板;12-動模板;13-推件板;14-定模板(型腔);15-流道
推板;16-定模座板;17-限位螺栓;18-定位環;19-澆口套;21、25、30-導柱;
22、23、24、26、31-導套;27-復位桿;28-復位彈簧;29-墊塊;32-推板;
33-推桿固定板;35-動模座板
圖9物品盒模具
3.2澆注系統
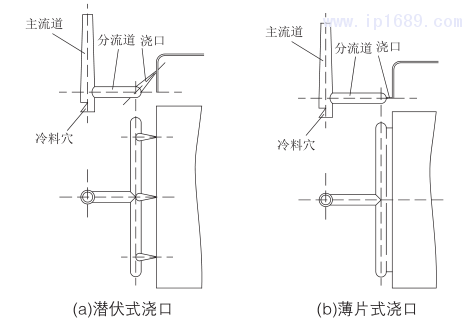
對于PP等流動性極好的塑料,可以采用點澆口形式;對于流動性中等的塑料(如ABS、聚甲醛等),澆口盡量設計在塑件的較厚部位,注塑過程從較厚向較薄過渡以減少凹陷、翹曲現象。可以采用多澆口形式(如圖10所示的潛伏式澆口和薄片式澆口),使塑料熔體容易充滿型腔,減小壓力降。還可以采用熱流道技術,以降低塑料熔體黏度,達到快速將其注入模具型腔的目的。
圖10多澆口結構
3.3脫模機構
由于塑件壁厚很薄,還帶有加強筋、凸臺等,出模時極易損壞。塑件沿厚度方向的收縮很小,同時較高的保壓壓力使其收縮更小,加強筋等部位容易黏合,為避免頂穿和粘模,需要比常規注塑成型數量更多、尺寸更大的頂出推桿,如圖9所示的物品盒模具采用了中心推桿與推件板相結合的結構形式。
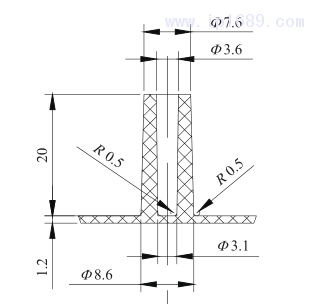
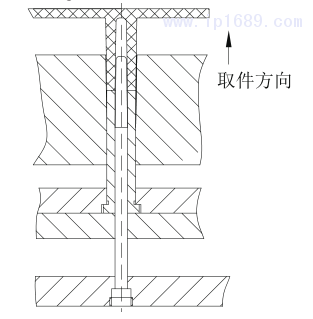
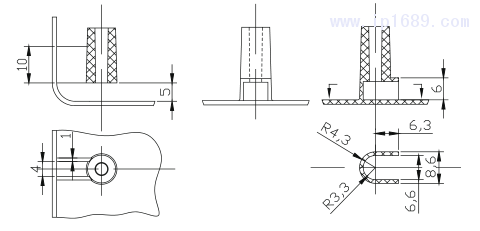
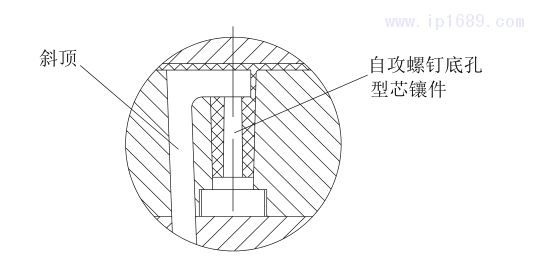
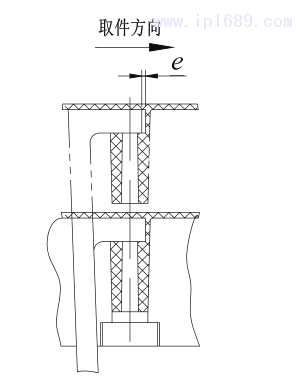
對于一些帶鉤、爪以及塑件內部需要安裝螺釘的脫模機構相對復雜一些。如圖11所示螺釘柱采用簡單的推管推出結構(如圖12所示),推管推出脫模過程如圖13所示。因塑件壁厚較薄,其中的螺釘柱要緊固ST4.2自攻螺釘,其圓柱厚度遠遠大于塑件壁厚,表面很容易出現凹坑,為避免這一缺陷,根據螺釘柱的位置將其設計成如圖14所示的懸空結構,模具脫模設計成如圖15所示的斜頂結構,脫模過程如圖16所示。螺釘柱從模具推出來,推桿側向移動的距離為e,盡管產品脫模有時需要人工收取,復雜程度大大提高,但解決了塑件表面凹坑等問題。
圖11螺釘柱
1-凹模;2-推管;3-型芯;4-推件固定板;5-推板;6-動模座板;7-絲堵
圖12推管推出機構
圖13推管推出脫模過程
圖14懸空結構
圖15斜頂機構
圖16斜頂機構脫模過程
如果有多個螺釘柱,則需要考慮斜頂頂出后塑件的取出問題,應保證斜頂方向一致。
4注塑成型工藝
4.1薄壁塑件的充模過程
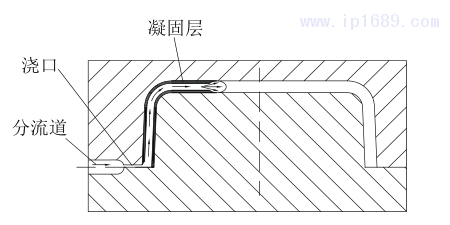
在塑件生產過程中,塑料熔體經過分流道、澆口填充至模腔(圖17)時,貼在模壁的熔料變成凝固層,使流動通道變小。薄壁塑件由于壁厚很小,流動通道會變得更窄,容易出現欠注現象。因此薄壁塑件需較高的注射壓力與注射速度才能將型腔完全充滿,此外注射速度高還可以提高剪切熱,增大熔料的流動距離[6]。
圖17填充模腔
4.2薄壁塑件注塑工藝
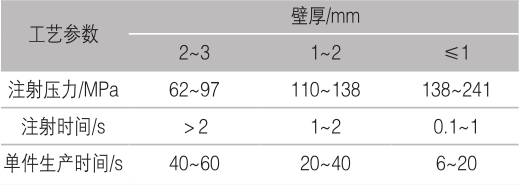
薄壁塑件的生產除了模具之外,非常重要的是注塑工藝參數(時間、壓力、溫度)的選擇,由于注射壓力增大、時間縮短,勢必給生產帶來一定難度,因此需要專門的薄壁注射機。薄壁塑件厚度薄,單件重量輕,每次注塑量較少。薄壁注射機的機筒容積較小,可避免塑料原料因停留時間過長而分解。不同壁厚塑件注塑成型時,其注射機工藝參數[4]如表2所示。
表2不同壁厚塑件注射機工藝參數
5結論
對薄壁塑件的結構、材質、模具結構、注塑工藝等的分析結果表明,通過改進薄壁塑件的結構、選擇合適的塑料材質、有針對性地改進模具結構、選擇合理的注塑工藝,完全能夠解決薄壁塑件的產品質量問題,滿足日益增長的薄壁塑件的需求。
由于塑件可以制成各種復雜形狀,給模具的結構設計、加工制造帶來挑戰,尤其是塑件薄壁技術的應用國內外都在進行研發和完善。相信通過薄壁塑件生產不斷積累經驗,塑件薄壁技術的推廣應用勢在必行。
參考文獻:
[1]中國家電網.中國家電全球份額超50%[EB/OL].[2017-10-18].http://news.cheaa.com/2017/1018/519401.shtml.
[2]王鵬駒.塑料模具設計師手冊[M].北京:機械工業出版社,2008.
[3]顏克輝.薄壁注塑成型技術[J].上海塑料,2007(2):35-37.
[4]鐘震華.家用器具中塑料零件的薄壁技術[J].家用電器科技,2000(6):55-57.
[5]張維合.注塑模具設計經驗技巧與實例[M].北京:化學工業出版社,2015.
[6]宋滿倉.薄壁注塑成型數值模擬技術的發展現狀[J].塑料科技,2006,34(1):51-53.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





