劉 光1*����,文 樺2,徐啟杰3
1.駐馬店職業技術學院機電工程系���,駐馬店 463000;2.黃淮學院信息工程學院����,駐馬店 463000���;3.黃淮學院 化學工程學院�,駐馬店 463000
摘要:針對傳統的ABS塑料電鍍生產線自動化程度偏低���、適用性差����、生產成本較高和維護管理難度大等問題,設計開發了以S7-1200PLC和博途TIA Portal為核心的ABS塑料電鍍生產全自動控制系統����。利用S7-1200PLC設計主��、從站控制系統�����,通過主站監控和管理電鍍生產過程���,以及從站輸出控制電鍍設備����。在博途TIA Portal平臺上設計上位機操作面板和PLC控制程序�,既滿足不同形狀規格、牌號和用途的ABS塑料制件的電鍍生產需求���,又為工藝人員提供易于操作��、維護和管理的應用功能。實際調試表明,所設計的系統能按照電鍍工藝設定輸出控制信號、反饋生產數據��,實現了對電鍍生產流程和工藝條件的高效監控�。
關鍵詞:ABS塑料;電鍍;PLC���;TIA Portal;控制系統
ABS塑料易于加工成型,其制品具有質量輕、強度高�、表面光潔�����、抗蠕變能力強等諸多優點,經適當的電鍍處理能大幅改善ABS塑料制品的硬度和耐磨性�,特別適用于汽車�����、儀器儀表、電子電器等領域配件的裝飾性與功能性需求��。由于電鍍工業化特征顯著�,以人工操作為主的傳統電鍍生產線自動化程度較低�,電鍍產品的質量容易受到工藝人員技術水平等因素影響。針對特定的工藝條件和生產流程����,部分生產線利用成本低����、操作簡單和運行可靠的PLC系統對電鍍生產過程進行自動化升級改造���,通過PLC和觸摸屏精確控制鍍液配方與工藝參數���,從而提高產品質量和經濟效益[1-4]�����。然而�����,對于ABS塑料電鍍生產,自動控制系統的實現及其應用性能不僅與電鍍工藝條件和生產流程有關��,還受電鍍設備�����、輔助機電設施和現場環境等因素影響[5-6]�。若電鍍生產線按非標設備定制���,成套系統交付周期長�、投入成本高,真正投入電鍍生產前還需要經過長時間反復論證和調試���,企業承擔很大的資金回收風險���,因此需要設計通用性�����、模塊化����、可移植擴展能力強的電鍍生產線自動控制系統���。
在工業控制領域�,相對于傳統的PLC系統,博途TIA Portal和S7-1200PLC集成了通用的編程語言和網絡通訊接口��,模塊化S7-1200PLC和分布式I/O配置幾乎滿足所有自動化控制系統要求��,具有成本低��、配置靈活可靠��、維護簡單、安裝和擴展方便等優點��。因此���,在S7-1200PLC硬件和博途TIA Portal軟件基礎上��,聯合開發滿足不同ABS塑料制件電鍍生產需求的全自動化控制系統���。建立S7-1200PLC主�����、從站系統�����,由主站監控管理電鍍生產過程��,從站輸出控制電鍍設備。設計易于操作、監控���、維護和高效管理的上位機操作面板與S7-1200PLC自動化控制軟件,方便工藝人員根據ABS塑料制件電鍍需求在線設置工藝參數,并實現對電鍍生產過程和工藝條件的全程自動化監控和管理。
1 ABS塑料電鍍生產線總體構成
不同形狀規格����、牌號和用途的ABS塑料制件所需的電鍍工藝不同�,對應的工藝條件和生產流程差異也較大�。通常,ABS塑料電鍍工藝包括塑料表面金屬化前處理和電鍍兩部分,先對塑料基體進行表面除油、粗化等處理�,再利用膠體鈀活化使基體表面均勻吸附鈀液����,通過解膠去除表層鈀液吸附的錫(II)離子����,然后以鈀核為活化中心,進行化學鍍鎳��,最后再根據塑料制件的使用要求進行裝飾性或功能性電鍍��。ABS 塑料電鍍生產線包括超聲波清洗機���、工位槽��、行車、電控��、管道��、通風等設備����,如圖1所示�。根據ABS塑料電鍍的自動控制要求��,工位槽按生產流程進行雙排布置�,工藝分為 S1~S20��、Y1(清洗)等模塊控制位����,各工位槽間塑料制件輸送和?����?繒r間控制由行車S20負責���,工位槽自動加液�、槽內工件位置檢測���、溫度�、pH和電流密度等調節則由對應的控制位S1~S19實現。
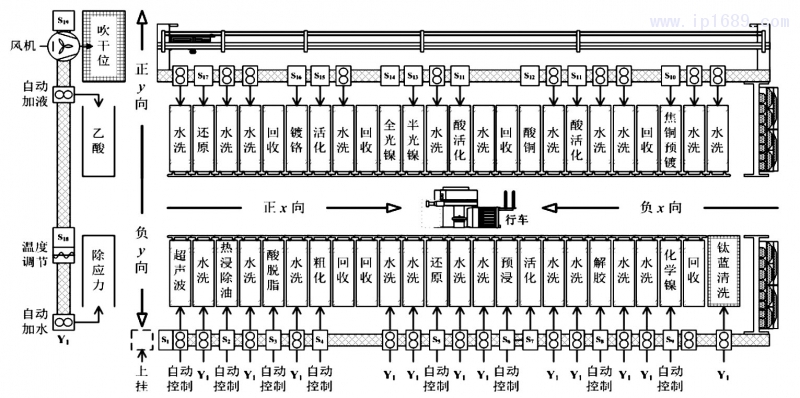
圖1 ABS塑料電鍍生產線總體構成
行車S20采用模塊化結構設計��,主要用于塑料制件的橫移行走(x 和 y 向,M3電機)、升降(z 向,M2電機)和回轉(M1電機)控制����,如圖2所示��。行車吊鉤具有防脫落觸突結構,避免掛具在生產過程中脫落;吊鉤能隨橫梁在M1電機作用下回轉��,以適應雙排工位槽的電鍍生產要求�����;吊鉤下方配備接水盤,避免塑料制件帶出的電鍍液對車間地面腐蝕和污染���;各工位槽電鍍停靠時間由M2電機控制吊鉤升降實現����。行車S20起始位為上掛具點(圖1)�,先沿y向橫移完成殘余應力消除����,然后按正x向橫移實現塑料表面金屬化前處理,再通過橫梁回轉�,沿負x向橫移實現光亮鎳�、鍍鉻等電鍍加工��,最后經清洗�����、吹干后完成對塑料制件的自動化電鍍控制。
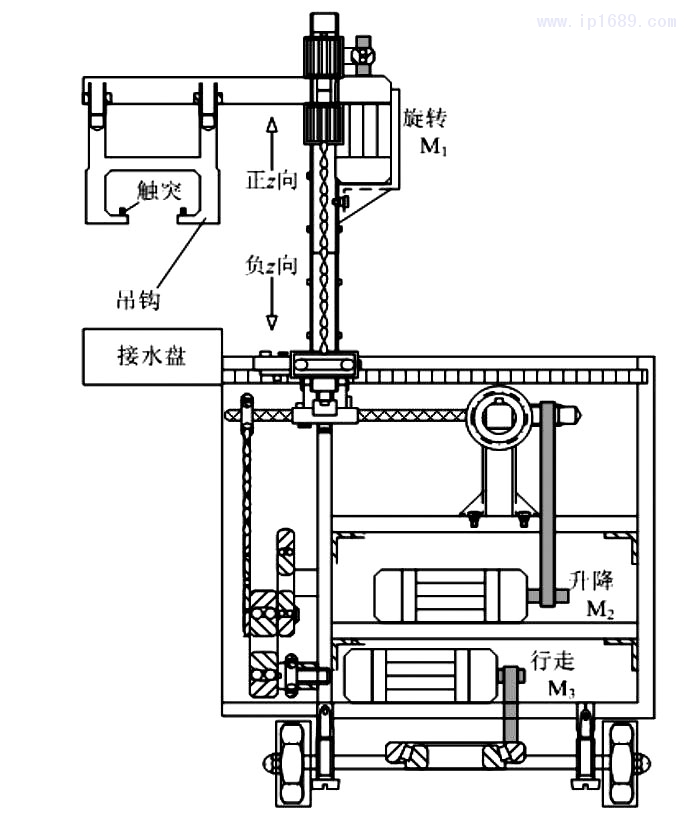
圖2 電鍍行車基本結構
2 硬件設計
2.1 PLC系統設計
控制位S1~S20����、Y1分別對應于ABS塑料電鍍生產線不同的工藝環節:首先根據I/O數量以及工位槽對加液�����、槽內工件位置檢測、溫度��、pH和陰極電流密度等不同控制要求����,將S1~S20、Y1各工藝環節分屬于不同的PLC分布式I/O從站��,再通過高性能的以太網通訊將控制信號上傳到PLC主站和上位機�,然后根據ABS塑料制件的形狀規格���、牌號和用途�,設置各控制位的工藝參數,再由PLC主站執行,實現ABS塑料電鍍生產線的自動化控制���。
主、從站S7-1200PLC控制系統結構如圖3所示��,PLC以CP-U1214C為核心開發����,利用集成的Profinet工業以太網接口實現Profibus、RS232/RS485等通訊服務���,兼容電鍍生產線超聲波清洗、工位槽溫度控制���、行車、鉻霧通風回收�、電鍍(半光鎳����、全光鎳和鍍鉻)電源等機電設備的在線監控接口�。主站S7-1200PLC板載14/10點數字量輸入/輸出、2點模擬量輸入���,本地擴展16/16點SM1223數字量輸入/ 輸出,用于本地操作臺上電�����、急停、復位�����、自動/手動控制����、S1~S20各控制位調試按鈕等數字信號輸入�����,故障和運行狀態指示燈等數字信號輸出�。
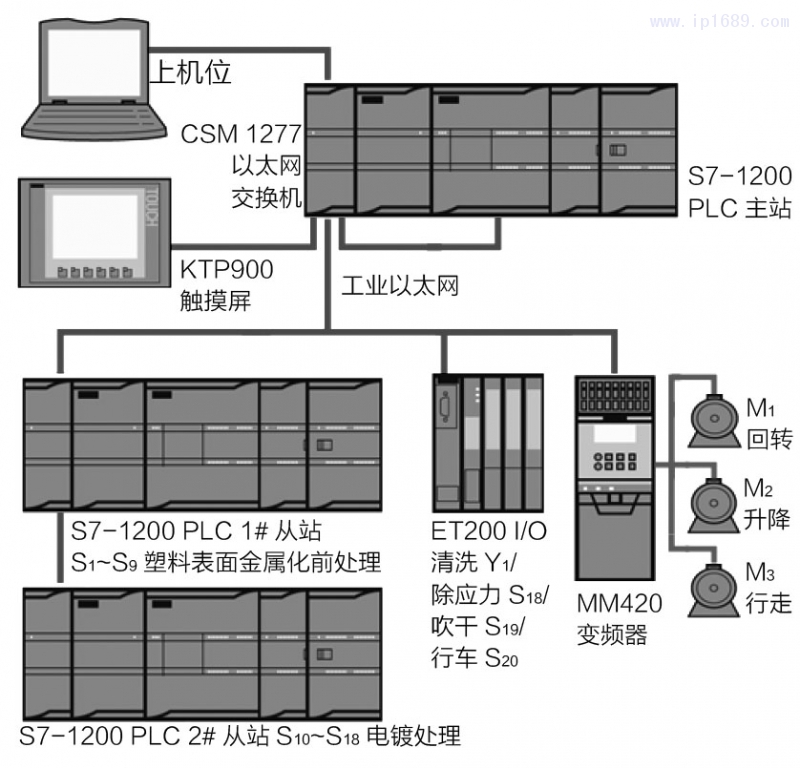
圖3 控制系統總體結構
主站S7-1200PLC通過2臺以太網交換機CSM1277與上位機�����、KTP900觸摸屏����、S7-1200PLC#1和#2從站�����、分布式I/O單元ET-200SP��、行車控制變頻器MM420等設備建立工業控制網絡,接受上位機或觸摸屏對各控制位電鍍工藝參數的在線設置,通過主站S7-1200PLC調度從站PLC、分布式I/O和變頻器等機電設備�,從而滿足不同ABS塑料制件的電鍍生產和工藝條件需求�。
2.2 工位槽控制系統設計
與其他設備相比��,工位槽直接面向不同的電鍍過程�����,對其控制系統設計更能體現S7-1200PLC的通用性、模塊化和可移植擴展能力。對于圖1所示的ABS塑料電鍍生產線�,各工位槽控制參數主要包括:①控制臺S1~S20調試開關SB�����,工位槽和儲液槽液位上限H����、下限L位置開關SQ等數字量輸入。②加液、過濾和水洗噴淋等泵組繼電器KM���,超聲波、通風機、溫度和電源控制等設備繼電器KM����,正常運行和異常報警指示燈HL等數字量輸出�。③電鍍液溫度和pH��,焦銅����、光亮鎳和鍍鉻等過程電壓和電流���,加液泵流量等模擬量輸入�����。
以焦銅S10工位槽為例�����,PLC硬件系統的接線原理如圖4所示。分別在#2從站S7-1200PLC基礎上擴展1塊SM1222數字量輸出和SM1231模擬量輸入模塊���,實時監測焦銅S10工位槽的數字(開關SB和液位SQ 等)和模擬(溫度、pH、電鍍電源等IWI)信號����,由#2從站按工藝條件在線處理監測信號,自動控制設備或泵組繼電器KM����、指示燈HL等狀態�。
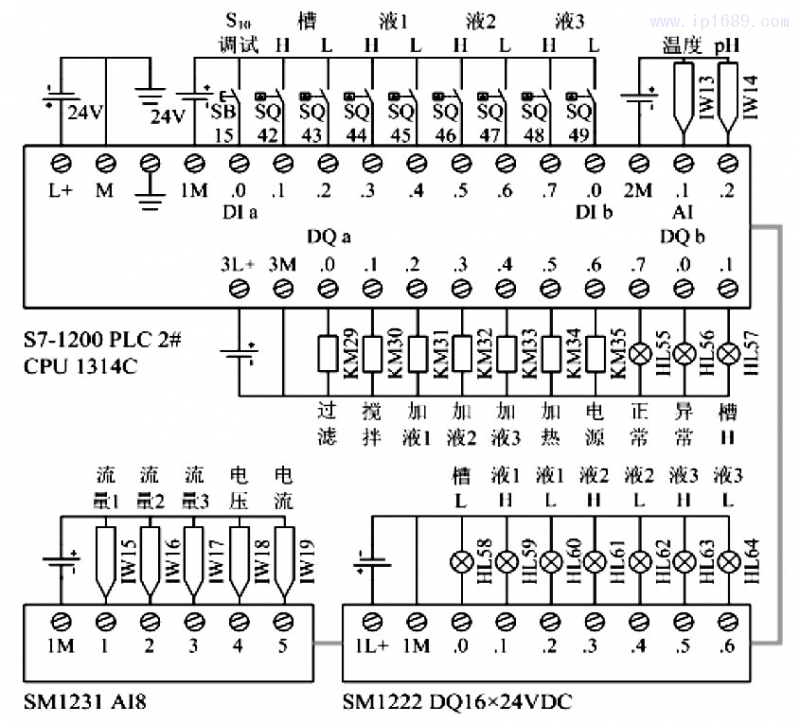
圖4 PLC端子接線(焦銅S10工位槽)
2.3 行車控制系統設計
為避免掛具或工件掉落,在各工位槽間高效��、平穩轉移ABS塑料制件��,電鍍行車M1回轉��、M2升降和M3橫移行走采用一臺MM420變頻器進行控制,如圖5所示����。
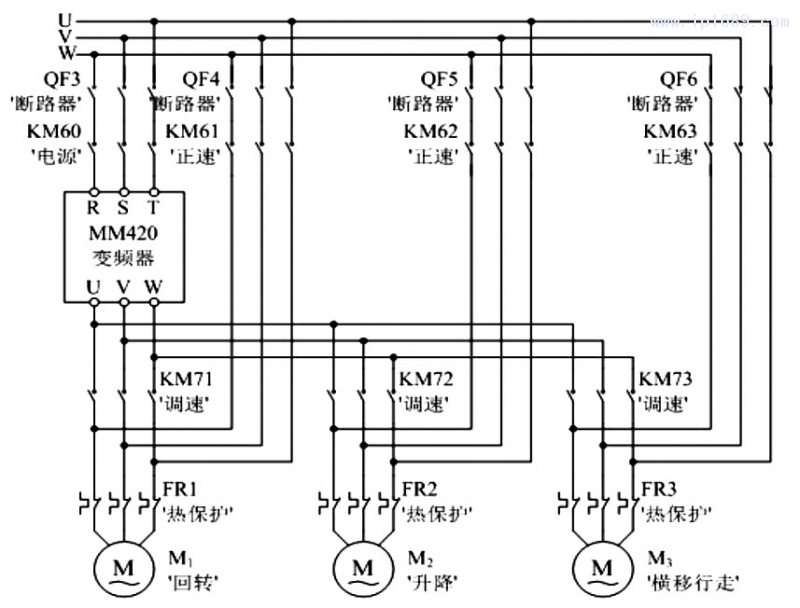
圖5 電鍍行車控制電路
當行車上掛后�,本地操作臺或操作面板選擇自動運行 �����,MM420變頻器和調速繼電器組KM71~KM73控制行車動作�����,根據限位開關的位置輸入,利用開環直接控制ABS塑料制件在工位槽的位置和?��?繒r間。同時�����,#1�����、#2 從站也對槽內有無工件進行檢測,利用閉環反饋間接驗證行車位置和ABS塑料制件?�?繒r間是否滿足工藝條件和生產流程的參數設定�����。當選擇手動運行�����,按工藝條件和生產流程控制正速繼電器組KM61~KM63,分別實現行車的M1回轉�����、M2升降和M3橫移行走控制���。
3 軟件設計
3.1 上位機操作面板
由于S7-1200PLC主����、從站系統采用工業以太網通信,而超聲波清洗、鉻霧通風回收和電鍍電源等設備采用串口通信(RS232/RS485),為了能在同一控制平臺上實現ABS塑料電鍍生產線的集中監控和高效管理���,縮短開發周期、降低設計成本,電鍍線操作面板和自動化控制軟件分別在博途TIA Portal集成平臺上利用WinCC和STEP7編程軟件開發��。
對于上位機操作面板�����,一方面需要提供直觀�����、準確和實時的電鍍工藝參數與故障信息����,另一方面具有良好的可操作性,方便工藝人員在線設置工藝參數和高效管理電鍍生產流程?����?紤]ABS塑料電鍍生產的實際需求,上位機操作面板如圖6所示,操作菜單包含主界面��、電鍍工藝進程�、I/O狀態、數據記錄、報警記錄���、工藝選擇和系統設置等選項。
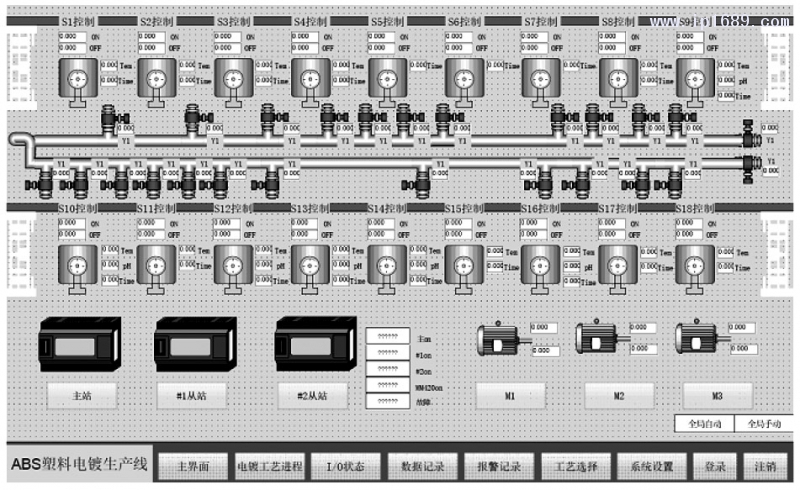
圖6 上位機操作面板
主界面可通過WinCC直接創建,利用內部多種功能控件和定義的關聯變量提供現場電鍍設備直觀的電鍍工藝流程和控制位信息�����,實時顯示各工位槽��、行車和控制閥組等設備的狀態參數����。電鍍工藝進程用于在線記錄S7-1200PLC主��、從站設備的I/O狀態�,實時監視生產數據和系統故障�,為定量和定性分析工藝條件和生產流程對電鍍質量的影響提供數據支持。工藝選擇可用于在線設置和存儲不同形狀規格��、牌號和用途的ABS塑料制件電鍍參數����,并允許工藝人員選用已存儲的工藝數據,從而避免遺漏或誤設置電鍍參數。系統設置主要實現對電鍍生產數據的后續管理與應用�����,支持生產數據的在線查詢��、編輯、導出和打印等���。
3.2 電鍍線自動控制軟件
ABS塑料電鍍線S1~S20、Y1等控制位具有典型的時間序列特性����,所需的梯形圖程序由STEP7開發�,在主程序OB1中循環調用各控制位子程序����,由中斷負責子程序的調用時序,以滿足不同形狀規格�����、牌號和用途的ABS塑料制件電鍍所需的工藝流程�����,如圖7所示���。

圖7 ABS塑料電鍍線自動控制流程
系統上電后����,工藝人員通過上位機(或觸摸屏)操作面板設置或選擇電鍍工藝參數����。由于WinCC在開發操作面板時已經將電鍍線控制軟件的內部變量與操作面板變量相關聯,設置或選擇的工藝參數將自動寫入梯形圖程序的全局數據塊DB1�。選擇運行后��,主程序OB1啟動將調用電鍍線S1~S20����、Y1等控制位子程序,實時采樣���、顯示和處理電鍍線生產數據。為確保OB1內對子程序的調用滿足不同工藝條件和電鍍流程需求����,根據設置的電鍍時間等參數�,中斷程序按工藝流程循環控制子程序的調用順序��,在線響應DB1數據塊中設置的工藝參數�。
同樣,圖8給出了焦銅S10工位槽的梯形圖程序:通過上位機操作面板設定焦銅S10控制位的時間PV為120s�,輸出的變頻器MM420控制數據存儲到DB1.DBW110中 �����,若程序掃描電參數等于DB1.DBW110,則行車M2電機動作����,提升工件進入下一電鍍過程��。
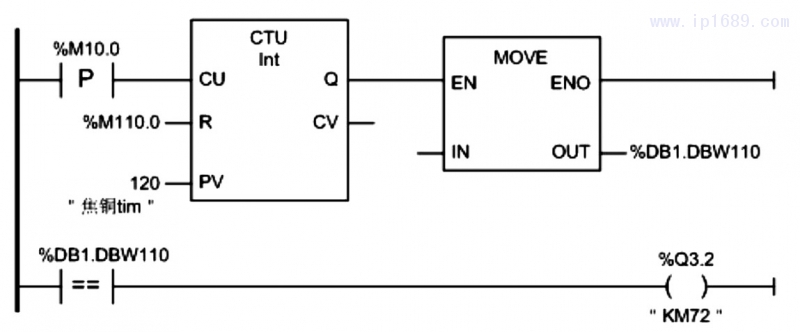
圖8 梯形圖程序(焦銅S10工位槽)
4 結語
在博途TIA Portal和S7-1200PLC控制平臺基礎上搭建適于不同形狀規格、牌號和用途的ABS塑料制件電鍍生產的全自動控制系統�����。與傳統的PLC系統不同����,所開發電鍍控制系統具有良好的通用性、模塊化�、可移植擴展能力����,兼容不同通信端口的電鍍設備�,并支持在統一的編程平臺TIA Portal上靈活設計電鍍生產需要的工藝流程和應用功能����。由于工位槽、行車和控制閥組等設備可由電鍍企業自行配置,整套系統的投入主要集中在PLC系統硬件�����、上位機操作面板和自動控制程序等部分����,與非標定制相比,系統交付周期短(≤ 2月)�����、投入成本最大可節省70%�。此外,對部分工位槽和上位機操作面板的調試表明�,所開發控制系統運行穩定�����、故障率低,能根據工藝設定實現電鍍生產流程和工藝條件的在線監控與高效管理�。
參考文獻
[1]李秀忠.基于S7-300PLC和ET200S的電鍍生產線自動控制系統設計[J].制造業自動化��,2015,37(7):134-138.
[2]楊文剛電鍍生產工藝參數的可編程邏輯控制系統設計[J].電鍍與精飾2017,39(2):30-34.
[3]徐竟天��,張甜甜�����,程瑞洲,等.基于S7-300PLC 的電鍍恒溫控制系統設計[J].電鍍與涂飾��,2015��,34(12):690-695.
[4] 李寧��,盧子廣,羅啟平.鍍鉻槽液溫度自動控制系統研究[J]電鍍與精飾����,2017����,39(8):25-28.
[5] 郭偉榮���,曾鑫.ABS 塑料電鍍自動線生產工藝[C]// 2014 (重慶)國際表面工程論壇暨第十二屆全國表面工程·電鍍與精飾年會論文集.重慶�����,2014:337-343.
[6]劉海濤.ABS 全自動塑料電鍍生產線三維設計及關鍵結構優化研究[D].無錫:江南大學���,2009.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





