?魏清蘭
( 漳州職業(yè)技術(shù)學(xué)院 機(jī)械工程學(xué)院,福建 漳州 363000)
摘要: 以電動(dòng)牙刷頭外殼件為例,運(yùn)用Moldflow軟件,進(jìn)行冷、熱流道澆注方案注塑成型CAE分析,比較填充過(guò)程、V/P切換時(shí)壓力、熔接痕位置及體積收縮率等分析結(jié)果,綜合優(yōu)選熱流道針閥進(jìn)澆為最佳澆注方案; 結(jié)合CAE分析結(jié)果,利用UG軟件針對(duì)合模精度,提出模具優(yōu)化設(shè)計(jì)要點(diǎn),進(jìn)一步提高模具的合模精度,有效地提高制件的生產(chǎn)質(zhì)量。
關(guān)鍵詞: 外殼件; CAE; 熱流道; 精度; 優(yōu)化
隨著產(chǎn)品結(jié)構(gòu)的復(fù)雜化和需求的高品質(zhì)化,塑料制品的生產(chǎn)要求也越來(lái)越高。熱流道針閥式澆注系統(tǒng)對(duì)提高注塑制品的外觀(guān)質(zhì)量有著明顯的作用。采用熱流道針閥式澆注系統(tǒng)生產(chǎn)的制品表面不會(huì)留下進(jìn)澆殘痕,可加快型腔填充,并進(jìn)一步降低注塑壓力,減小產(chǎn)品變形,從而獲得較高品質(zhì)的塑件。為了確保塑件注塑的成功率,通常在模具設(shè)計(jì)前初選不同的工藝方案,應(yīng)用Moldflow進(jìn)行CAE分析,預(yù)測(cè)塑件成型效果。然后,根據(jù)產(chǎn)品成型方案比較結(jié)果,再對(duì)注塑方案進(jìn)行優(yōu)化和確認(rèn),最終提出合理的成型工藝參數(shù)及模具結(jié)構(gòu)設(shè)計(jì)指導(dǎo)意見(jiàn)。此法可有效提高生產(chǎn)效率,大幅降低模具設(shè)計(jì)與產(chǎn)品生產(chǎn)的成本[1]。
文章針對(duì)某一電動(dòng)牙刷頭外殼體注塑成型進(jìn)行研究,提出冷、熱流道注塑成型方案,并對(duì)其進(jìn)行注塑過(guò)程CAE分析,確定出優(yōu)選方案; 結(jié)合CAE分析結(jié)果,利用UG軟件,進(jìn)行模具結(jié)構(gòu)優(yōu)化設(shè)計(jì); 并針對(duì)中大批量制品生產(chǎn)運(yùn)用中,對(duì)冷熱流道方案生產(chǎn)成本比較,得出采用熱流道技術(shù)的優(yōu)勢(shì)。
1 塑件分析
近年來(lái),隨著消費(fèi)水平的不斷提高,人們對(duì)口腔保健也越來(lái)越重視,電動(dòng)牙刷的使用越來(lái)越廣泛,對(duì)電動(dòng)牙刷的品質(zhì)追求也越來(lái)越高。“健康”“輕量”“舒適”和“耐用”正成為當(dāng)下電動(dòng)牙刷制造工藝發(fā)展的主流方向。電動(dòng)牙刷頭外殼件,作為電動(dòng)牙刷的保護(hù)殼和刷毛的護(hù)體,要有較好的耐磨性、抗變形、防水性、密封性; 同時(shí),直接與人體口腔接觸,健康、舒適又需兼?zhèn)洹R虼耍萍钠焚|(zhì)尤為重要[2,3]。
根據(jù)產(chǎn)品質(zhì)量需求,某公司選用牌號(hào)為DURACON(R) M90-44 的POM材料作為牙刷頭外殼件的原材料。該材料具有良好的耐磨性、耐反覆沖擊性、自潤(rùn)性,且尺寸安定性?xún)?yōu),同時(shí)又具有較好的握持質(zhì)感和耐藥品性,近年來(lái)被廣泛應(yīng)用于牙刷殼體塑件中。
刷頭外殼體零件最大外形尺寸為Φ13.3mm×77mm. 塑件前端有若干個(gè)形狀不一的植毛孔,分別有10°、8°、5°斜孔,另還有5個(gè)直角孔。塑件末端內(nèi)部孔與電動(dòng)牙刷手柄配合安裝,尺寸要求比較高。塑件整體要求表面光亮,不允許有縮水、拉模、變形等注塑不良現(xiàn)象。?
2 初選澆注方案
澆注系統(tǒng)的布置、結(jié)構(gòu)和尺寸等設(shè)計(jì),對(duì)塑件性能、外觀(guān)及成型難易程度等都有很大影響。考慮到制件的結(jié)構(gòu)及品質(zhì)的高要求,塑件外表面不留澆口痕跡。結(jié)合實(shí)際生產(chǎn),初定采用“冷流道-點(diǎn)澆口、冷流道-潛澆口、熱流道-針閥澆口”三種澆注方案。
3 CAE分析結(jié)果比較
利用Moldflow對(duì)塑件的注塑填充進(jìn)行對(duì)比分析,并通過(guò)分析比對(duì)選出較優(yōu)方案。設(shè)定該塑件的成型工藝參數(shù)為: 模具溫度80℃、熔體溫度200℃、絕對(duì)最大熔體溫度200℃、頂出溫度143℃,最大剪切速率40000 S-1,最大剪切應(yīng)力0. 45MPa.以下通過(guò)比對(duì)填充過(guò)程、V/P 切換時(shí)壓力等幾個(gè)關(guān)鍵分析結(jié)果來(lái)確定較優(yōu)澆注方案。
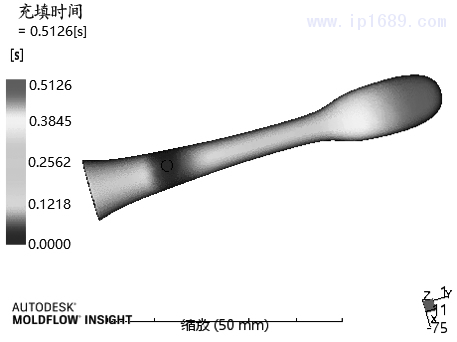
3. 1 填充過(guò)程分析
圖1所示為填充過(guò)程分析結(jié)果。冷流道點(diǎn)澆口進(jìn)澆方案的填充時(shí)間為0. 5259s,冷流道潛澆口進(jìn)澆方案的填充時(shí)間為0. 5275s,熱流道針閥澆口進(jìn)澆方案的填充時(shí)間為0. 5126s. 從填充結(jié)果看,各澆注方案均能順利填充,熱流道針閥澆口進(jìn)澆方案的填充時(shí)間略短一些,在大批量生產(chǎn)中效果可顯見(jiàn)效。
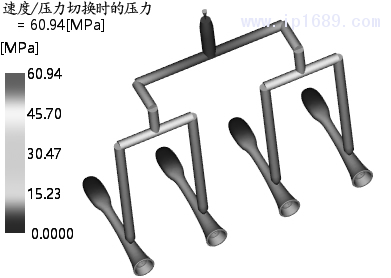
3. 2 V/P切換時(shí)壓力
V/P ( 速度/壓力) 轉(zhuǎn)換顯示了注塑過(guò)程中壓力變化接近壓力轉(zhuǎn)換點(diǎn)時(shí)型腔所能達(dá)到的壓力值。圖2為三種澆注方案V/P切換時(shí)壓力分析結(jié)果。其中冷流道點(diǎn)澆口進(jìn)澆方案為112. 2MPa,冷流道潛澆口進(jìn)澆方案為168. 4MPa,熱流道針閥澆口進(jìn)澆方案為60. 94MPa. 注射壓力較低,生產(chǎn)條件容易滿(mǎn)足,且流動(dòng)越平衡[4]。顯然熱流道針閥澆口進(jìn)澆方案較好。
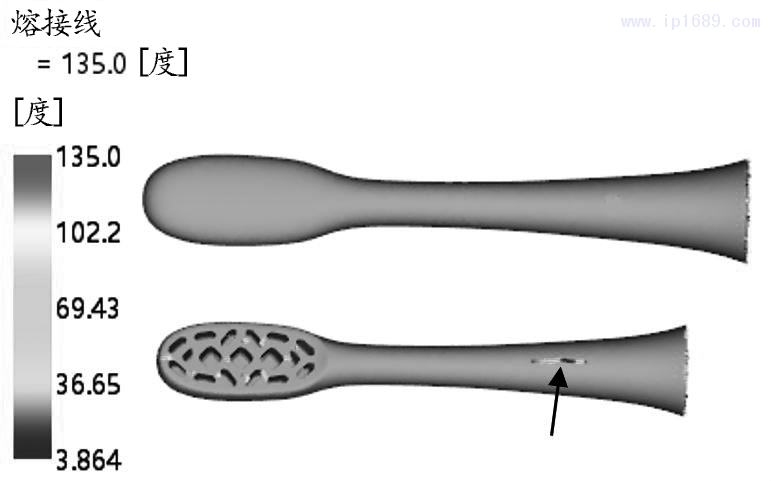
3. 3 熔接線(xiàn)位置分析
塑膠在模腔內(nèi)的交匯處會(huì)產(chǎn)生熔接線(xiàn)。熔接線(xiàn)主要影響塑件的外觀(guān),嚴(yán)重時(shí),對(duì)制品強(qiáng)度會(huì)產(chǎn)生影響。圖3所示為三種澆注方案的可能存在的熔接線(xiàn)位置。從分析結(jié)果看,冷流道潛澆口進(jìn)澆因不存在熔體匯合,進(jìn)澆效果較好,其余兩種方案均在圖示箭頭處存在產(chǎn)生熔接線(xiàn)的可能。?
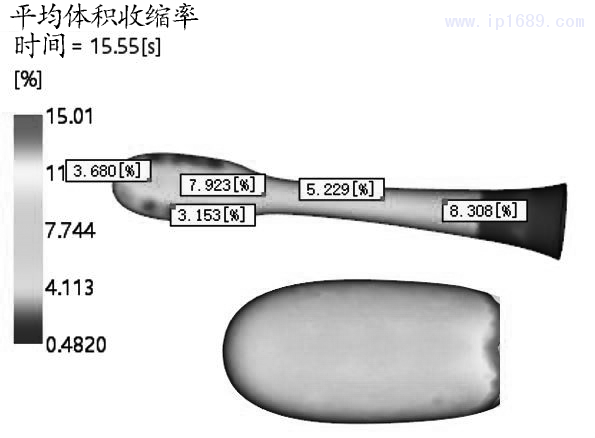
3. 4 平均體積收縮率
平均體積收縮率是半空隙厚度區(qū)的體積收縮率平均值,此結(jié)果可用來(lái)檢測(cè)模型中的縮痕。從圖4所示分析結(jié)果看,熱流道針閥澆口進(jìn)澆方案刷頭部分,表面收縮均勻,縮水的風(fēng)險(xiǎn)較小。該方案較優(yōu)。
綜合上述分析結(jié)果,熱流道針閥澆口進(jìn)澆方案要優(yōu)于其余兩種方案,選用該設(shè)計(jì)方案。針對(duì)分析中,熱流道針閥澆口進(jìn)澆方案可能產(chǎn)生的熔接線(xiàn)缺陷,可用增大流速、溫度、壓力等方法降低熔接線(xiàn)的明顯度,以達(dá)到表面要求。熱流道模具雖然結(jié)構(gòu)較復(fù)雜,模具造價(jià)大多高于冷流道模具; 但因其不存在流道廢料,節(jié)省了原材料,在成批量的塑件生產(chǎn)中,塑件生產(chǎn)成本降低得更明顯,故選擇熱流道針閥式澆注方案生產(chǎn)制件合理。
4 模具結(jié)構(gòu)設(shè)計(jì)要點(diǎn)
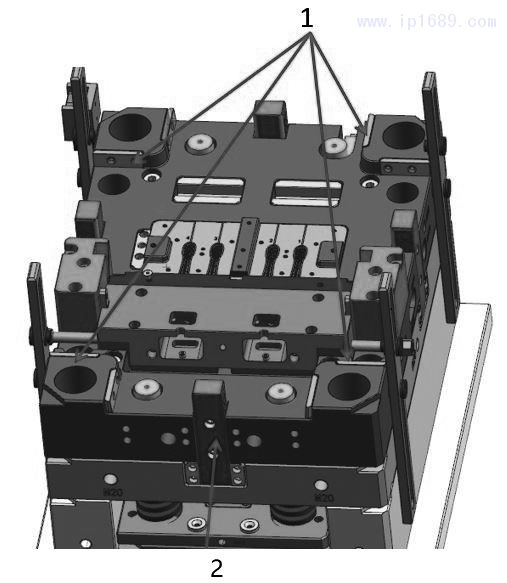
依據(jù)CAE分析結(jié)果,利用UG軟件對(duì)塑件進(jìn)行模具結(jié)構(gòu)設(shè)計(jì)。根據(jù)制件的尺寸、生產(chǎn)批量等,模具采用一模四腔,左右對(duì)稱(chēng)并列排位。根據(jù)分型面的選擇原則及制件的外形結(jié)構(gòu),選擇塑件最大投影面積處為分模線(xiàn)位置。因該處在制件注塑成型后會(huì)留有合模痕跡,若處理不當(dāng),會(huì)影響牙刷頭的品質(zhì)。在模具結(jié)構(gòu)設(shè)計(jì)和模具加工中應(yīng)盡可能處理好合模痕跡。以下對(duì)模具結(jié)構(gòu)設(shè)計(jì)進(jìn)行優(yōu)化以保證合模精度: 因制件外觀(guān)要求較高,為確保分模線(xiàn)處的合模痕跡盡量減小,以滿(mǎn)足制件外觀(guān)要求,結(jié)合實(shí)際生產(chǎn)經(jīng)驗(yàn),模具設(shè)計(jì)時(shí),采取了以下幾個(gè)方法,保證動(dòng)定模合模精度。一是在圖5( a) 所示動(dòng)模腔箭頭所指處增加了管位,其主要目的是為了確保動(dòng)定模兩腔合模精度,盡量減小制件的合模痕跡。二是在模架設(shè)計(jì)時(shí)在模架四個(gè)角落分別做了管位,以便提高量產(chǎn)過(guò)程中產(chǎn)品合模線(xiàn)接觸面的穩(wěn)定性; 對(duì)模架做了0度精定位。三是在模具加工時(shí)采用組立加工治具,如圖5( b) 所示,對(duì)動(dòng)定模處組立治具放電,拋光,確保分模面加工精度[5]。
根據(jù)塑件的結(jié)構(gòu)特點(diǎn),模具采用哈夫模具結(jié)構(gòu)。成型制件內(nèi)孔,采用鈹銅芯子的側(cè)抽機(jī)構(gòu)。內(nèi)孔型芯采用鈹銅芯子,一方面可以保證成型性,另一方面可以促進(jìn)散熱,以有利于內(nèi)孔冷卻[6]。植毛孔處各孔形狀大小不一、特別是孔的斜度不一致,該處采用斜孔鑲件,將其安裝部分采用 T 形頭與底座裝配一起,便于更換,且有助于推出制件。?
5 生產(chǎn)運(yùn)用
以上所設(shè)計(jì)的熱流道模具已運(yùn)用于某公司實(shí)際生產(chǎn)中。以10萬(wàn)件生產(chǎn)批量對(duì)比冷、熱流道方案的生產(chǎn)成本。由模流分析可得冷流道系統(tǒng)每個(gè)周期成型4個(gè)產(chǎn)品約需70s,而實(shí)際生產(chǎn)中采用熱流道系統(tǒng)每個(gè)周期成型4個(gè)產(chǎn)品約僅需50s,一天按22小時(shí)算,冷流道一天可以生產(chǎn)4525個(gè)產(chǎn)品,約需22. 1天完成該批量生產(chǎn),熱流道一天可以生產(chǎn)6336個(gè)產(chǎn)品,僅需15. 8天完成該批量生產(chǎn),后者生產(chǎn)效率明顯高于前者。同時(shí),使用冷流道需增加人工去除澆口,使用熱流道則可省去該工藝,實(shí)現(xiàn)全自動(dòng)的快速生產(chǎn),從而進(jìn)一步提高生產(chǎn)效率,且省去人工費(fèi)用。以上兩部分生產(chǎn)成本從實(shí)際生產(chǎn)情況統(tǒng)計(jì)比較,采用熱流道可比采用冷流道節(jié)省成約25% . 同時(shí),使用熱流道系統(tǒng),每周期可節(jié)省流道凝料的原材料13. 6 g,整批次共可節(jié)省約340kg,按原材料15元/kg價(jià)格計(jì)算,可節(jié)省5100元,約占生產(chǎn)成本5. 1% . 此外,采用熱流道模具,較容易實(shí)現(xiàn)型腔流動(dòng)平衡,還可降低注射壓力和鎖模力,產(chǎn)品良品率較高。不過(guò),使用熱流道模具,其模具成本較高,該熱流道模具比冷流道模具增加了約 1. 2萬(wàn)元,約占生產(chǎn)成12% . 經(jīng)生產(chǎn)企業(yè)綜合考慮注塑機(jī)產(chǎn)能、原材料成本、人工費(fèi)用和模具成本等因素并進(jìn)行分析比較,該批量產(chǎn)品采用熱流道模具生產(chǎn)比采用冷流道模具生產(chǎn)節(jié)省了約18%的成本。綜合以上分析,雖然采用熱流道會(huì)使模具成本增加,但是針對(duì)大批量生產(chǎn),綜合考慮生產(chǎn)效率、原材料成本和模具成本等因素,采用熱流道技術(shù)反而可以降低生產(chǎn)成本[7]。
6 結(jié)論
在電動(dòng)牙刷頭外殼件模具結(jié)構(gòu)設(shè)計(jì)中,結(jié)合制件的質(zhì)量要求,擬定冷流道點(diǎn)澆口進(jìn)澆、冷流道潛澆口進(jìn)澆和熱流道針閥澆口進(jìn)澆三種澆注方案,運(yùn)用Moldflow軟件進(jìn)行注塑過(guò)程 CAE分析,通過(guò)充填過(guò)程、V/P切換時(shí)壓力、熔接線(xiàn)位置及平均體積收縮等分析結(jié)果對(duì)比,優(yōu)選出熱流道針閥式為較優(yōu)的澆注方案。根據(jù)CAE分析結(jié)果,利用UG軟件進(jìn)行模具結(jié)構(gòu)優(yōu)化設(shè)計(jì),提出解決分模線(xiàn)處注塑痕跡的設(shè)計(jì)要點(diǎn)。經(jīng)生產(chǎn)驗(yàn)證,模具生產(chǎn)效率高,制件質(zhì)量符合技術(shù)要求,采用熱流道澆注方案節(jié)省了約18%的生產(chǎn)成本,已大批量生產(chǎn)。本文可為注塑同類(lèi)產(chǎn)品的模具設(shè)計(jì)提供借鑒。
參考文獻(xiàn):
[1]俞蓓.基于Moldflow的汽車(chē)配件熱流道注塑方案對(duì)比[J].重慶科技學(xué)院學(xué)報(bào)( 自然科學(xué)版) ,2019,21( 02) : 56 ~ 60 + 104.
[2]梁寧寧.基于Siemens NX的電動(dòng)牙刷模具抽芯機(jī)構(gòu)的設(shè)計(jì)與優(yōu)化[D].濟(jì)南: 山東大學(xué),2019.
[3]金敦水.電器殼蓋的注塑模具設(shè)計(jì)[J].中原工學(xué)院學(xué)報(bào),2012,23(01):75~78.
[4]尹小定,趙會(huì)娟,王登化,等.注塑模設(shè)計(jì)中冷、熱流道技術(shù)在Moldflow中的比較分析[J].吉林化工學(xué)院學(xué)報(bào),2019,36(09):28~34.
[5]楊雙華.后視鏡外殼注塑CAE與模具設(shè)計(jì)[J].塑料科技,2019,47(12):112~119.
[6]樊曉紅.汽車(chē)音箱面板注射模設(shè)計(jì)[J].模具制造,2010,10(07):58~59.
[7]陳進(jìn)武,曹軼杰,蘇慶勇.Moldflow在塑料模熱流道技術(shù)中的應(yīng)用[J].塑料工業(yè),2014,42(04):31~34.
?















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













