陶永亮1��,張明怡2����,張宏3
(1.重慶川儀工程塑料有限公司����,重慶 400712�����;
2.中國航發西安航空發動機集團有限公司�,陜西 西安 710021����;
3.重慶捷爾博模具科有限公司,重慶 408400)
摘要:注塑行業是耗能較高��,碳排放較大的行業����。注塑機在注塑中起著重要的作用,目前從注塑機上進行節能減排改進是一個方式��。文中介紹了注塑機上伺服控制�、全電動控制、變頻調節裝置�����、料筒電磁節能加熱��、烘干料桶節能裝置和視覺檢測設備等項目����,都有從各個環節中講述裝置基本原理和提出節能的效果�����,值得注塑企業選用或推廣,也是注塑機節能化發展的要求。節能減排是一項系統工作,可以從每一個細節做起,注塑行業不列外����。
關鍵詞:碳達峰����;碳中和�;節能減排;節能裝置;改進
注塑機是將熱塑(熱固)性塑料利用塑料成型模具制成各種形狀的塑料制品的主要成型設備�����。制造業中注塑機的耗能電老虎之一�,注塑機數量龐大,使用壽命一般在20年左右。據有關文獻報道���,南方一發達城市塑料制品的碳排放占制造業的相對值高��,其工業增加值占制造業產值3.25%,電力耗能占制造業耗能的10.62%�,塑料制品業2010年時碳排放量為329.4萬t[1]�����。可見注塑機是耗能之高的設備�,耗能越高���,相對地碳排放也是成正比����。2020年9月22日���,習主席在第75屆聯合國大會一般性辯論會向世界承諾中國二氧化碳排放力爭于2030年前達到峰值���,努力爭取2060年前實現碳中和(簡稱“雙碳”目標)�。面對“雙碳”目標下�����,注塑機節能化改進是勢在必行的途徑�。
1 注塑機耗能情況分析
注塑成型工藝將熔融的聚合物溶體��,再注入到模具型腔中��,等聚合物溶體固化后,模具型腔打開,塑件被頂出。具體動作:合模→注塑座向前移動→注塑→保壓→冷卻(預塑→注塑座向后移動→開模→頂出塑件→頂桿復位→合模����。通過這一工藝分析�����,注塑機需要有操作動力,需要有聚合物有加熱系統,即動力部分和加熱部分�����,這兩項都是需要電能來支持�。在傳統液壓注塑機的用電量中,液壓油泵占到了80%以上[2],其他還有料筒加熱用電,烘料斗加熱用電占到了15%,電器操控用電和其他一些用電占到了5%等[3]��。為了實現注塑機節能低碳����,有必要降低液壓油泵的耗電量,這也給注塑機的動力改進提供新的途徑�����,同時也需要降低料筒加熱用電����,烘料斗加熱用電等��,通過這些改進使注塑機用電盡量最小化����。
2 注塑機節能方面的改進
目前注塑機已有伺服系統的應用(包括部分全電動控制)�����,同時行業正在逐步開展加熱圈����、干燥料斗的加熱節能配套工作[4]���。其成果帶來的節能效益是一筆不小的數目����,也是減少排放的措施�。塑料行業的巨大空間���,帶動了注塑機(包括擠出機)產業快速發展�,帶動了變頻調節裝置、節能加熱圈����、烘料節能裝置作為塑料機械的加熱節能產品開發和發展��,不少節能產品的配套廠商加大了全國布局的力度。
2.1伺服控制系統的應用
在傳統的注塑機中�����,通常采用液壓傳動裝置�����,它主要由油泵、液壓控制閥��、壓力電磁比例閥�����、流量電磁比例閥���、各種不同的動作油缸����、油泵電機及其他液壓附件和管道組成[5]����。注塑機驅動系統-傳統液壓控制特點是傳統注塑機液壓油泵采用定量泵通過異步機工頻運行,高出系統的壓力油通過溢流閥回油�,出現油溫高�;噪音大�����;液壓油泄漏大�����;用戶電費成本很高;維護頻繁等缺點�。后來采用變量泵做控制����,變量泵相對定量泵可以節省了部分用電����,但是避免不了定量泵的缺點[6]�����。采用電液混合控制(伺服泵)��,即伺服節能泵型的注塑機。主要有配置伺服電機、旋轉編譯碼�����、高精度壓力傳感器等組成����。伺服泵時刻對液壓系統的壓力和流量進行檢測反饋,及時通過改變伺服同步電機的轉速和轉矩對壓力和流量做出調整的相應,最終維持整個系統的壓力���,穩、準、快達到設定壓力和流量����,動態響應快�����、成品重復精度高����、噪音低�����、最主要的是節省很多電費。伺服泵與傳統的定量泵和變量泵系統相比較,同噸位注塑機選配的電機功率要小得多,安裝空間�����,給注塑機整體提升了檔次�����。實踐證明電液混合控制方案在一定的條件下可比傳統的定量泵油壓系統節省60%的能耗[7]����。
2.2全電動控制的應用
注塑機采用全電動控制�����,所有動作都依賴電動執行機構來完成���,注塑機系統中不需要液壓油路控制��,也就是人們所稱的全電動注塑機。注塑機不需要過多的油箱和管路�,運行和維護成本降低��,變得更加清潔。當然全電動注塑機的成本明顯高于傳統液壓機,所采用伺服、驅動器����、高精度傳感器等等�,相對成品成型精度高����。據統計��,液壓式注塑機由于高壓節油造成的能量損耗高達36%~68%[8]����,全電動注塑機運行噪音低���,能耗低���,與傳統注塑機相比可以節省50%~70%的能源[9]���。當然全電動注塑機用于中小型鎖模噸位��,在需要極長時間閉模和極高的鎖模壓力加工方面�,還是需要液壓注塑機��,全電動是替代不了�。
2.3變頻調節裝置應用
將注塑機改造升級為“節能型”注塑機���,其投資(主要是變頻器)應該在一年內可以通過節約的電費或油費收回[10]�����。注塑機變頻器上采用在注塑機專用控制板或是在變頻器的CPU里面內置一套專用程序的方式��,就可以避免定量泵類注塑機存在能耗大、動作周期長���、動作速度慢等缺陷。注塑過程中有鎖模���、射膠�����、充填����、溶膠、冷卻����、開模等階段�����,這些階段對壓力的要求是不相同的。開模只要較小的壓力即可�����,溶膠�、射膠、冷卻等就要較大的壓力�����,以保證塑件質量和效率���。注塑機中電極轉速高��,則注塑壓力大���,這樣通過變頻器對注塑機電機進行調速實現變壓節能�����。般注塑機變頻節能通常做法:將用來控制調節比例調節閥的電量信號��,進行轉換處理后作為變頻器輸出頻率的給定信號�,直接將設備上鎖模�����、射膠���、溶膠�����、冷卻、開模等過程控制信號進行處理后作為變頻器程序控制信號(變頻器輸出頻率信號)��,通過這種調節方式來滿足注塑機各個階段對供油壓力和流量的要求�����,以達到節能目的��。廣東一公司對主泵55 kW大型注塑機進行變頻改進,塑機最大壓力可達2000t,最大注塑量可達16000g���,在1~2min生產中、大型水管接頭。原工頻運行一小時耗電50.6kW.h��,通過變頻運行一小時耗電30.1kW.h�,節電率40.5%.節電效果明顯投資半年即收回[11]。
2.4料筒電磁節能加熱裝置
傳統的注塑機料筒加熱方式是用電阻式加熱圈。這種電阻式加熱圈是通過電流電阻熱效應來產生熱量��,用加熱圈的內壁安裝在料筒(也稱炮筒)外壁上���,并且需要緊密接觸后(接觸式傳導)方能傳遞到料筒上�����。目前電阻式加熱圈結構簡單,價格便宜��,安裝使用方便等優勢�。在接觸式傳熱中����,注塑機在高速運行過程中有震動現象也會影響到加熱圈的加熱效果���,另外加熱圈的外圈裸露在空氣中�����,也會散發出較多地熱量��,熱損較大,熱損失可達50%[12],從而帶來能耗的增加。加熱圈的外圈裸露在外面夏季對生產環境影響較大,并有一定安全風險��。
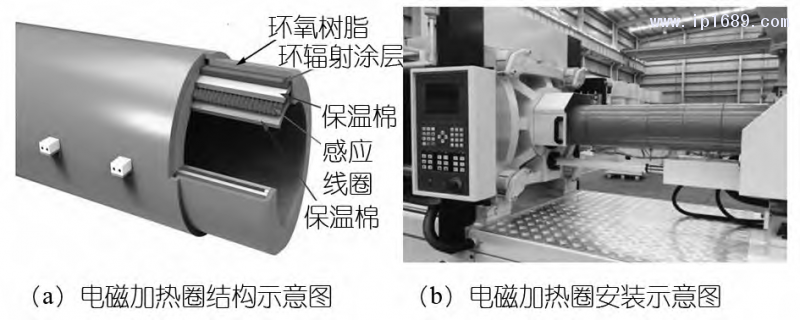
防漏膠電磁加熱圈是在傳統電阻式加熱圈基礎上做了技術創新�����,用電磁加熱替代了電阻加熱�,節能和安全指標有著很好地提升���。其原理是通過電磁加熱控制器將交流電轉換為高頻電路���,經過電磁發熱圈(即高頻線圈)產生高頻磁場��,使料筒鐵分子發生共振而產生熱量��,達到加熱目的����。電磁加熱圈包括帶定位功能內筒基體(由耐高溫材料構成),電磁感應線圈�,設有線圈定位邊和測溫點定位缺口���,電磁感應線圈是多股電線繞制在內筒基體之上��,是單層或雙層(多層)的線圈,這與加熱器功率而選擇層數[13]��。如圖1所示�����。
圖 1 電磁加熱圈結構與安裝示意圖(網圖)
電磁加熱圈可以在注塑機��、吹膜機、擠出機塑料機械料筒高頻加熱選用����,使料筒本體發熱并且不散熱����,降低剪切力��,同規格型號整套加熱圈比電阻加熱圈節電率40%~50%���。電阻加熱圈外圈表面溫度有236℃��,電磁加熱圈外圈表面溫度有47℃,降低車間內溫度3~6℃�����,極大節約了電力成本�,做到節能減排��。一般5個月即可收回全部投資[14]��,使用壽命長,電磁加熱圈得到了廣泛的應用。現在還有“納米紅外線加熱”����,通過碳纖維或石英燈管等對料筒直接表面光源高溫加熱��,由發熱圈到料筒直接熱傳遞,節能效果更佳�����。
2.5烘干料桶節能裝置
塑料干燥機(也稱烘料斗)在注塑中是必不可少的周邊設備,對穩定塑件注塑和表面質量起著重要的作用��。一般傳統塑料干燥機工作原理:在風機吹風作用于內部發熱管的熱風吹入錐型料斗內部�����,有上下篩網與料斗表面作為通風入干燥機桶內→發熱絲通電→風機吹風的作用下→風吹入料桶達到干燥的目的[15]�。傳統干燥機存在著無智能檢測傳感器�����,無法智能控制干燥風量大小��,是恒風量運行,耗電較多�、熱能轉換率低能量浪費嚴重等現象��。
為了對原有的烘料桶進行節能改進,專門對烘料桶控制部分做智能控制處理���,其他烘料桶里結構不變?���;居捎嬎銠C程序構成的數字溫度智能控制伺服全自動系統,能夠按照料桶控制器設定溫度進行恒溫所需智能控制處理的功率進行補償���,做到智能控制溫度、風量��、加熱功率����,達到烘料恒溫加熱節能作用。節能效果在40%~60%之間,安裝簡單�,調試后不必額外維護���。200kg的烘料桶改進前一小時用電3.3kW.h���,改進后則為1.5kW.h�,基本節電率54%���,6~10個月可以收回成本���。如圖2所示����。其節能原理其一,自動調節功率,根據物料干燥程度給予匹配功率,保持在烘料所需的溫度并穩定恒溫以減少浪費��。其二����,風量自動調節,實時測量塑料的溫度干燥度�,通過系統自動控制風口的大小���,從而減小熱量散失���。其三,消除安全隱患�,當溫度達到一定程度時系統會自動斷掉電源���,起到安全保護作用�����。
圖2 烘料桶控制箱改進前后示意圖(現場圖)
2.6視覺檢測設備應用
注塑機節約電能的同時,做出合格產品����,保護好模具更是注塑節能的重要環節��。這些年,智能應用案例移植到注塑機應用���,對提高產品質量,保護模具等設備起到了很好地作用�����。引入機器視覺檢測設備,即CCD(Charge-coupled Device)圖像傳感器�����,通過CCD能夠把光學影像轉化為數字信號傳送智能圖像處理與決策系統�,對光學影像判斷正確與否,實施有效控制����。就是在塑機與模具的地方安裝幾個工業照相機或鏡頭用視覺設備代替人眼完成測量�、檢查�����、引導、識別等功能����,實現減少人工�����、降低勞動強度、對接信息化智能化建設等[16]���。一般可以安裝6個CCD相機。
注塑模作為塑件加工中重要的成型工裝設備�,直接影響到塑件品質����,模具在注塑加工中占據著重要比例�����,注重模具使用維護�,延長模具使用壽命���,是注塑行業節能減排�、降本增效的重要議題。目前模具保護器適用注塑機運行情況實時監視�����、檢測和控制���,利用機器視覺實時拍攝運算等處理��,智能話監控注塑機,檢測脫模不良、短射或產品飛邊,監視模具滑塊到位情況����、嵌件安放���、模具型腔表面異物和模具復位����、粘模����、色澤、閉模、產品脫落等�。通過這樣監控可以避免模具壓壞損傷而停產�,縮短生產周期��。當出現不良產品或短射時����,系統還能及時提醒操作者�����。當然應用圖像傳感器除了監視模具外����,還有拓展功能,尤其與注塑機智能控制系統兼容[17]�,還能做為控制產品質量��,識別和不合格分類,以減少人工檢驗產品帶來的疲勞造成產品的誤判和錯判等��。
3結束語
據報道�,2019年預計塑料的生產和焚化將產生超過8.5億t二氧化碳當量,相當于189個500MW燃煤發電廠的排放量����。據專家的估計,從現在開始到2050年全球塑料生產和焚化將累計排放560億t二氧化碳當量,占本世紀中葉根據當前的減排承諾可以“支出”的總碳預算的10%~13%��。到本世紀末�����,與塑料有關的排放量可能占碳總預算的一半[18]����。從這些數據中看出��,注塑行業的碳排放量還是很大的�,在未來的減排之路上任重道遠��,同時還是要通過技術進步進行減排��,應用新型能源。目前��,注塑行業通過節約電能��,控制產品質量��,生產更多地合格產品是減少排放的一個重要途徑,實施節能減排��、降本增效是實現“雙碳”目標基礎�。還應以“智造”賦能減碳,為助力注塑行業智造升級,綠色轉型提供源源動力�����。將實施一系列舉措來降低排放量����,為減緩全球溫室效應貢獻微薄力量���。
參考文獻:
[1]注塑機節能減排改造路徑研究的論文 [EB/OL].[2019-10-25].https://www.ruiwen.com/lunwen/2405195.html.
[2]劉學平��,潘灝��,向東.注塑成型工藝的碳排放分析[J].機械設計與制造,2012(11):1-3.
[3]泰石電子.注塑機節能發展趨勢介紹[EB/OL].[2015-01-30].https://www.doc88.com/p-7148352983450.html?r=1.
[4]節能成注塑機行業熱點研發方向[EB/OL].[2017-08-28].http://www.bianbao.net/newsDetail649229.html.
[5]注塑機驅動系統的節能改造[EB/OL].[2010-08-27].https://mw.vogel.com.cn/news_view.html?id=498926.
[6]注塑機用變頻器[EB/OL].[2020-06-23].https://baike.so.co m/doc/1817021-1921775.html.
寧波市節能技術(產品)導向目錄(2010年版)[EB/OL].[2014-05-07].https://www.doc88.com/p-5877163039544.html.
[8]林宏權����,蔣衛東��,林達.全電動式注塑機的發展現狀及展望[J].塑料工業,2005,33(4):1-4.
[9]關于全電動注塑機的工作原理,特點與應用介紹[EB/OL].[2010-09-11].https://wenku.baidu.com/view/4368341414 791711cc791779.html.
[10]注塑機發展方向與節能特性[EB/OL].[2000-11-10].http://www.doc88.com/p-77481445895.html.
[11]在注塑機上應用變頻器節能改造[EB/OL].[2011-09-21].https://www.docin.com/p-261466996.html.
[12]加熱圈(圖)[EB/OL].[2017-02-08].http://www.ailaba.org/sell/183704352233792.html.
[13]防漏膠電磁加熱圈外殼[EB/OL].[2013-02-06].http://www.doc88.com/p-8092844996317.html.
[14]塑能:倡導綠色生活����,節能減排[EB/OL].[2016-10-09].http://construction-corporation.com/brand/show.php?itemid=449.
[15]東莞市天天自動化設備有限公司.塑料干燥機的工作原理[EB/OL].http://www.szdatian.net.cn/szdatian_article_123197.html.
[16]焦楊�����,方志彬.智能視覺技術在汽車內飾生產中的重要性[EB/OL].[2022-02-08].https://mp.weixin.qq.com/s/ o1uFOjdMDjaO6DBbwOYKhg.
[17]陶永亮.注塑過程智能控制方法及應用實例[J],橡塑技術與裝備(塑料)���,2019,45(16):38-41.
[18]全球塑料生產和焚燒碳排放有多大?[EB/OL].[2019-11-15]. http://www.tanjiaoyi.com/article-29468-1.html .
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





