周樂東,唐勝峰,黃鐵平,高國利
(深圳銀寶山新科技股份有限公司技術(shù)中心,廣東 深圳 518108)
摘要:根據(jù)多項式回歸理論,用數(shù)學語言描述注塑機的電機傳動系統(tǒng)過渡慣性對V/P切換位置控制的影響,并構(gòu)建了二者的擬合曲線函數(shù),能夠預測任意速度下V/P切換位置的控制誤差,預測結(jié)果可以對注塑機設(shè)定值進行補償,提高注塑機V/P切換位置控制的穩(wěn)定性。
關(guān)鍵詞:注射工藝優(yōu)化;過渡慣性;V/P切換;工藝波動;控制精度
0 引言
注塑機是國內(nèi)產(chǎn)量和應用量較大的塑料成型設(shè)備,注射生產(chǎn)是整個塑料產(chǎn)業(yè)中最能體現(xiàn)核心技術(shù)價值的領(lǐng)域[1]。隨著用戶對塑料制品品質(zhì)要求的不斷提高,注射成型逐漸向精量化方向發(fā)展,針對提高注塑機工藝控制穩(wěn)定性的研究越來越多。劉立柱[2]以1600kN的雙色注塑機為研究對象,通過研究其液壓系統(tǒng)并建立相應的數(shù)學模型,提高了液壓控制系統(tǒng)的穩(wěn)定性和油液使用效率;康存峰等[3]根據(jù)連桿機構(gòu)的運動學原理,利用Matlab擬合位移和速度的關(guān)系曲線,保證了注射成型過程中鎖模力的穩(wěn)定性。
電機驅(qū)動和PLC控制技術(shù)提高了注塑機的控制精度,但是由于電機傳動系統(tǒng)過渡過程中存在慣性,如機械慣性、電磁慣性等,使設(shè)備設(shè)定的目標參數(shù)與實際運行的結(jié)果之間出現(xiàn)偏差,典型的如V/P切換位置的波動,注塑機V/P切換是電機傳動的過渡過程,會受到過渡慣性的影響,因而導致在不同的注射速度條件下,V/P切換控制的執(zhí)行結(jié)果各不相同。董召然[4]在對比了幾種常規(guī)注射保壓切換方法后,指出其不足之處,提出更加合理而有效的二維模糊推理的注射保壓切換方法。另一方面,注射仿真分析工具的普及促使工程人員開展了許多基于模流分析的注射工藝優(yōu)化方法研究,如唐杰等[5]結(jié)合汽車燈罩的實際注射情況進行CAE仿真分析研究,優(yōu)化了工藝參數(shù);王策等[6]針對電池蓋板的注射工藝仿真分析,將其變形量降低了23%。這些研究改變了過去試模普遍采用通過觀察上一模注射試驗的結(jié)果來決定下一模工藝設(shè)置策略的“試湊法”,倡導根據(jù)模流分析確定目標參數(shù)指導注射工藝優(yōu)化的新模式。然而在實踐過程中,注塑機自身結(jié)構(gòu)特性帶來的影響導致目標和實際存在一些偏差,這些偏差會阻礙目標參數(shù)的現(xiàn)場應用,使模流分析的成果并未真正有效地促進注射生產(chǎn)企業(yè)效益提升和技術(shù)進步。
為研究注塑機V/P切換控制產(chǎn)生偏差的機理,現(xiàn)以1200kN的電動注塑機為研究對象,針對注塑機電機傳動系統(tǒng)過渡慣性的影響,開展不同注射速度的V/P切換位置波動規(guī)律的研究,并通過構(gòu)建注射速度和V/P切換位置波動量之間的函數(shù)關(guān)系式,表達電動注塑機傳動系統(tǒng)過渡慣性對V/P切換位置控制造成的影響。
1 V/P切換控制的執(zhí)行過程
V/P切換是指注射過程中,模具型腔即將被熔體充滿時,注塑機的螺桿運動由速度控制轉(zhuǎn)變?yōu)閴毫刂疲员闳垠w更加平穩(wěn)地充滿型腔。V/P切換的控制有壓力控制、速度控制、時間控制以及位置控制等多種方式,其中位置控制的穩(wěn)定性和可靠性最好,應用最廣泛。
V/P切換位置控制的實現(xiàn)需由操作者預先設(shè)定一個螺桿位置參數(shù),在注射階段,當注料系統(tǒng)內(nèi)的螺桿位置傳感器偵測到螺桿運動到設(shè)定的位置時,反饋信號給注塑機控制系統(tǒng),控制系統(tǒng)執(zhí)行V/P切換指令,使螺桿的運動方式由恒速驅(qū)動轉(zhuǎn)變?yōu)楹銐候?qū)動。在此過程中,由于存在螺桿運動的機械慣性、傳動電機的電磁慣性、信號反饋延時等因素,實際完成V/P切換時對應的螺桿位置會大于操作者設(shè)定的值。注塑機的這種特性使操作者在確定合適的V/P切換位置時總會面臨需要反復調(diào)試的問題,如試模過程中常出現(xiàn)相同V/P切換設(shè)定參數(shù)注射的樣件填充狀態(tài)卻不相同,即在某種注射速度條件下合適的V/P切換位置在另一種速度下并不適用。
2 V/P切換位置波動研究試驗
2.1試驗方法
為研究材料黏度和注射速度對注塑機V/P切換位置控制穩(wěn)定性的影響,設(shè)置材料種類、注射速度和熔體溫度3組變量進行試驗,采集各組試驗設(shè)定V/P切換位置和注射終點數(shù)據(jù),以設(shè)定V/P切換位置和注射終點的差異描述注塑機V/P切換位置控制的穩(wěn)定性,差異越小,穩(wěn)定性越好。
利用試驗模具(見圖1)在1200kN電動注塑機上分別用5種不同的材料(見表1)進行試驗,注塑機的最大注射速度為200mm/s,試驗的注射速度限定在10~180mm/s,同時試驗旨在研究V/P切換位置的波動,無需進行保壓過程,試驗的保壓時間均設(shè)置為0。
圖1 試驗模具
2.2 試驗數(shù)據(jù)收集
每組試驗條件下注射5模次,采集第5模的V/P切換設(shè)定位置S和當前模次的螺桿位置曲線最小值S',S'即為實際的注射終點,再計算設(shè)定位置和實際注射終點的差值△S=S-S',定義△S為當前注射速度下V/P切換位置的波動量,△S反應了注塑機注射傳動系統(tǒng)的過渡慣性對V/P切換位置控制的影響。
3 試驗數(shù)據(jù)分析
3.1 試驗數(shù)據(jù)整理
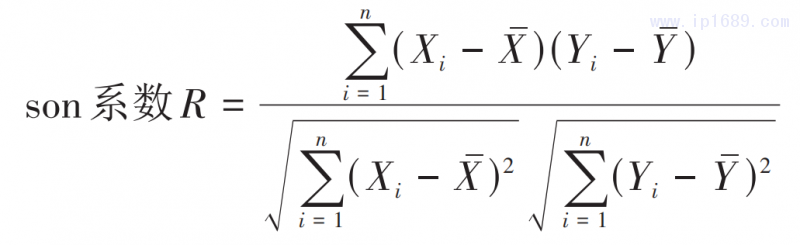
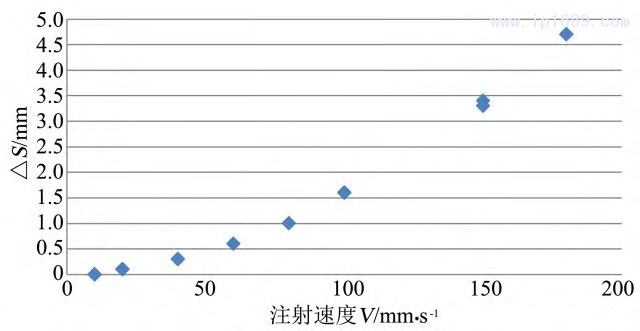
試驗數(shù)據(jù)顯示各種材料在同一注射速度條件下,V/P切換位置波動△S均相同,熔體溫度對△S沒有影響,表明△S與材料黏度無關(guān)。試驗數(shù)據(jù)還顯示△S隨注射速度的升高而增大的規(guī)律,如圖2所示。統(tǒng)計學中常用皮爾遜(Pearson)積矩相關(guān)系數(shù)度量2個變量之間的相互關(guān)系,皮爾遜積矩相關(guān)系數(shù)定義為2個變量的協(xié)方差與二者標準差積的商,一般用R表示。假設(shè)樣本標記為(Xi,Yi),則其Pear-
通過計算△S與V數(shù)組的皮爾遜(Pearson)系數(shù)為0.975,反應二者存在強關(guān)聯(lián)關(guān)系。
圖2 V/P 切換位置波動幅度與注射速度散點圖
3.2 試驗數(shù)據(jù)變換
△S與V的原始數(shù)據(jù)集中,速度V的值分布在0~200mm/s,而△S的值域為0~5mm,為使2組變量的數(shù)值盡量接近,需要對變量V進行數(shù)據(jù)變換。任何注塑機都有一個標定的注射速度最大值,因此任意速度V都可以表示注塑機最大速度的百分比,將其映射到0~1的區(qū)間,得到新的變量V',定義V'為注射速度系數(shù)。該試驗對象的注塑機最大注射速度為200mm/s
3.3 試驗數(shù)據(jù)擬合
由于任一函數(shù)都可以用多項式逼近,多項式回歸有廣泛的應用,尤其在誤差補償方面已有大量的研究報道。杜西亮等[7]利用多項式擬合智能傳感器的非線性補償方程,王智明等[8]根據(jù)多項式回歸理論,建立了機床熱誤差補償模型。試驗數(shù)據(jù)涉及的注射速度和V/P切換位置誤差2個變量也可以通過構(gòu)建一元多項式來擬合。
多項式回歸公式為:
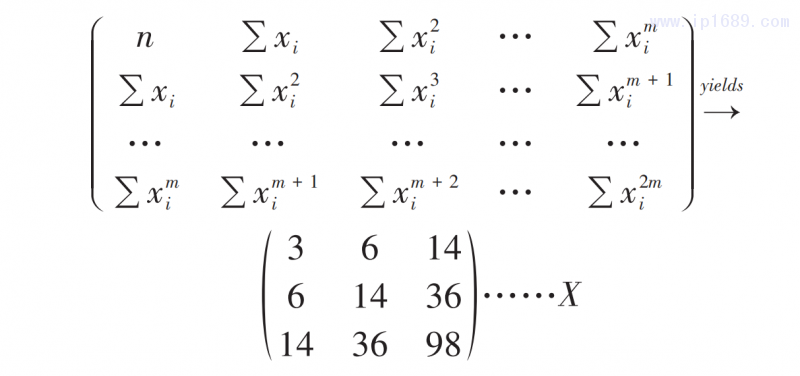
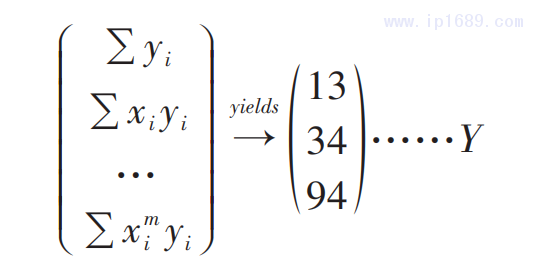
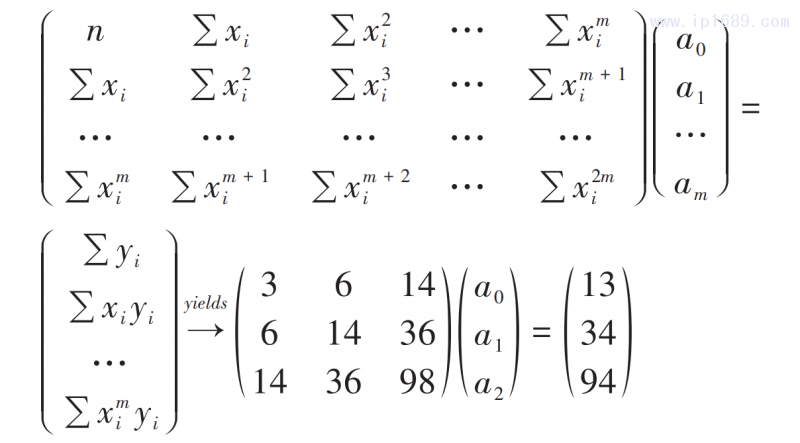
構(gòu)建多項式函數(shù)需求解a0、a1、a2……am,其中m為多項式的項數(shù),以數(shù)組x[1,2,3]和y[1,3,9]為例,計算其擬合二項式y(tǒng)=a0+a1x+a2x2的各項系數(shù)時,首先需根據(jù)正規(guī)方程組矩陣構(gòu)建三行三列的數(shù)據(jù)矩陣X。
正規(guī)方程組矩陣中n是x數(shù)組中所有項0次方的加和∑x0i,其值等于x數(shù)組中項的數(shù)量。
再根據(jù)求偏導數(shù)矩陣,計算x數(shù)組中每一項的0~2次方與y數(shù)組中對應各項的乘積再加和,構(gòu)建一個三行一列數(shù)據(jù)矩陣Y。
最后將X和Y代入多項式的矩陣公式中:
變換得到關(guān)于a0、a1、a2的三元一次方程組
求解上述方程組可知a0=3,a1=-4,a2=2,得到數(shù)組x[1,2,3]和數(shù)組y[1,3,9]的二次項式擬合方程為:y=3-4x+2x2。
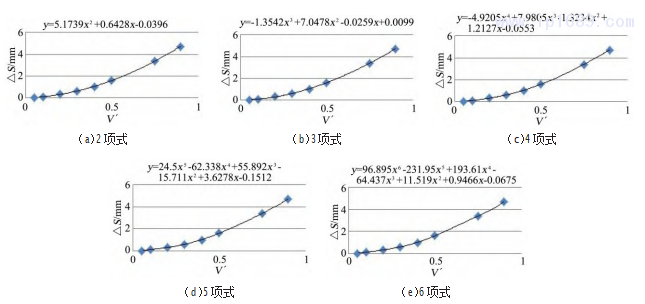
在實際操作中,可以通過Matlab、CurveFitter等軟件快速擬合一組數(shù)據(jù)的多項式擬合方程,圖3所示展示了利用Excel的回歸分析工具擬合試驗變化數(shù)據(jù)集的2~6項擬合多項式。
圖3 試驗數(shù)據(jù)的多項式擬合方程
根據(jù)上述5個擬合方程分別計算各個V'下的△S',通過比較位置偏差實際值△S與擬合方程計算值△S'的差異來評價其擬合效果。
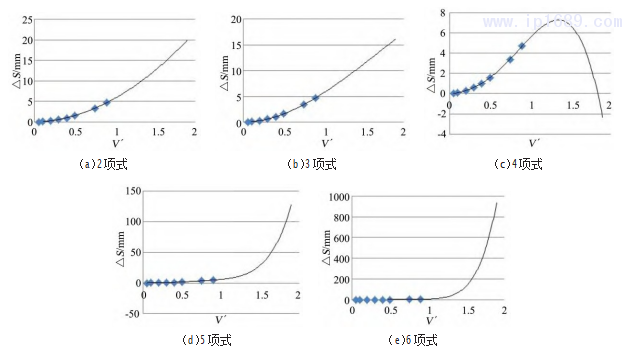
誤差比較法顯示,多項式方程的項數(shù)越高,其擬合誤差越小,但另一方面隨著項數(shù)的增加,方程變得更加傾向于擬合所得到的數(shù)據(jù)點,導致過擬合的情況急劇增大。由于變量V'代表的是注塑機的注射速度,其大小是有限度的,可以將圖3所示的方程曲線前推一個周期,通過觀察各自的單調(diào)性來確定試驗數(shù)據(jù)最合適的擬合方程項數(shù)。
顯示變量V'前推一個周期后,4、5、6項式的方程曲線有明顯的變形,如圖4所示,可以預見在有限的范圍內(nèi),V'增加到一定程度后,其預測結(jié)果將發(fā)生明顯的偏差,因此4、5、6項式方程對研究的試驗數(shù)據(jù)存在明顯的過擬合問題。
圖4 多項式擬合方程曲線前推一個周期
3.4 試驗結(jié)果
綜合以上分析,確定試驗注塑機V/P切換位置控制偏差與注射速度的函數(shù)關(guān)系方程為△S=0.0099-0.0259V'+7.0478V'2-1.3542V'3
該方程預測平均偏差僅0.02mm,適用于該注塑機標定最大注射速度2倍以內(nèi)的任意速度,具有較高的精度和穩(wěn)定性。
4 結(jié)束語
V/P切換位置是影響成型制品質(zhì)量的一個關(guān)鍵參數(shù),合理的切換位置可以避免或減輕短射、飛邊、困氣、殘余應力等注射缺陷。試模時,工藝人員需要進行一系列欠注試驗,通過觀察欠注樣件的充填狀態(tài)確定V/P切換位置,而工藝優(yōu)化過程伴隨著注射速度的調(diào)整。由于電機傳動系統(tǒng)過渡慣性的存在,導致隨著注射速度的每一次改變,都需要重新進行V/P切換位置的調(diào)試,提高了試模成本。針對電動注塑機多個速度級別下對應切換位置的波動量進行多項式回歸分析,構(gòu)建了V/P切換位置控制誤差△S和注射速度系數(shù)V'的三項式回歸方程,實現(xiàn)對注塑機V/P控制偏差的預測。鑒于多項式回歸法的廣泛適應性以及注塑機注射速度的極值特定性,理論上任何注塑機的V/P控制波動量均可以用其注射速度的多項式函數(shù)表達。
對注塑機V/P控制波動進行函數(shù)化表達可以有效補償其控制誤差,同時結(jié)合注射仿真分析技術(shù),實施以目標導向的工藝優(yōu)化,改進試模過程,提高試模效率,促進企業(yè)的技術(shù)發(fā)展和效益提升。另一方面隨著相關(guān)研究的不斷拓展和深入,更多關(guān)于注塑機控制誤差的算法將被開發(fā),如速度、壓力、開合模、推出等方面,用于優(yōu)化和改進控制系統(tǒng),實現(xiàn)注塑機控制穩(wěn)定性的全方位提升。
參考文獻:
[1]劉子恒.我國注塑機控制技術(shù)及發(fā)展趨勢[J].中國包裝工業(yè),2011(3):46,48.
[2]劉立柱.新型雙色注塑機液壓系統(tǒng)高動態(tài)穩(wěn)定性的研究[D].北京:北京化工大學,2016:38-39.
[3]康存鋒,劉鑫,馬春敏,等.全電子注塑機的合模控制及鎖模力的研究[J].工程塑料應用,2009,37(1):71-74.
[4]董召然.注塑機注射速度和保壓壓力控制及注射保壓切換方法研究[D].沈陽:東北大學,2008:50-52.
[5]唐杰,黃榮學,王全亮,等.CAE技術(shù)在汽車燈罩設(shè)計中的應用[J].模具工業(yè),2020,46(3):12-17.
[6]王策,吳中旺,賴興華,等.動力電池蓋板下絕緣塑膠的模流分析與工藝優(yōu)化[C].重慶:國際汽車交通安全學術(shù)會議,2018:180-185.
[7]杜西亮,孫慧明.多項式回歸在智能傳感器線性化中的應用[J].傳感技術(shù)學報,2005,18(1):212-214.
[8]王智明,彭安華,王其兵.多項式回歸理論在機床熱誤差建模中的應用[J].蘭州理工大學學報,2007,33(6):40-42.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





