王葉�,劉義
(國(guó)能新疆化工有限公司,烏魯木齊831404)
摘要:采用不同注塑成型方式對(duì)聚丙烯透明料霧度測(cè)試試樣進(jìn)行了制備,針對(duì)聚丙烯透明料霧度有影響的關(guān)鍵因素注塑壓力�����、注塑速度��、熔體溫度、保壓壓力等進(jìn)行了實(shí)驗(yàn)探究���,確定了霧度試樣制備最佳工藝參數(shù)為:注塑壓力55.52MPa、注射速率40mm/s����、熔體溫度200℃�、模具溫度40℃�、保壓壓力48.58MPa。
關(guān)鍵詞:聚丙烯透明料����;注塑����;工藝參數(shù)�����;霧度
前言
聚丙烯屬于部分結(jié)晶樹(shù)脂���,在通常的加工條件下由于其結(jié)晶性使得制品的透明性和光澤性較差��,外觀缺少美感,因而其在許多應(yīng)用領(lǐng)域具有一定局限性�。而聚丙烯經(jīng)過(guò)增透改性后會(huì)大大提高透明性和光澤度��,不僅可以保持其原有的優(yōu)異性能,更兼具如聚碳酸酯(PC)��、聚苯乙烯(PS)�、聚對(duì)苯二甲酸乙二醇酯(PET)等透明材料的特性���,因而廣泛應(yīng)用于對(duì)透明性要求高的醫(yī)用注射器、食品容器�����、文具����、薄膜、盒��、瓶��、杯���、家用儲(chǔ)藏罐�、包裝等[1-3]�����。
注塑級(jí)透明聚丙烯因其具有優(yōu)異的透明度��、光澤度和耐熱性,同時(shí)具備良好的加工性����,在國(guó)內(nèi)外得到迅速的發(fā)展���。目前隨著國(guó)內(nèi)消費(fèi)升級(jí)����,透明聚丙烯下游加工企業(yè)對(duì)原材料的需求日益多樣化����。為進(jìn)一步提升產(chǎn)品質(zhì)量和品質(zhì)滿足人民日益增長(zhǎng)的美好生活需要���,加工企業(yè)對(duì)聚丙烯產(chǎn)品的應(yīng)用定位要求也越來(lái)越高�����。生產(chǎn)品質(zhì)優(yōu)良的注塑級(jí)透明聚丙烯成為原料生產(chǎn)企業(yè)爭(zhēng)先研發(fā)的重點(diǎn)�。
聚丙烯制品透明性的優(yōu)劣除受樹(shù)脂本身分子結(jié)構(gòu)及透明成核劑的影響外���,還受注塑成型工藝條件的影響�。經(jīng)研究發(fā)現(xiàn),采用不同的注塑工藝參數(shù)制備的測(cè)試試樣����,其霧度測(cè)試結(jié)果有明顯的差異��。因此,研究并優(yōu)化霧度試樣的制備工藝參數(shù)對(duì)聚丙烯透明料霧度測(cè)試具有重要意義。
1實(shí)驗(yàn)部分
1.1主要原料
聚丙烯無(wú)規(guī)透明專(zhuān)用料,K4826�,新疆某公司生產(chǎn)���。
1.2實(shí)驗(yàn)設(shè)備及儀器
注塑成型機(jī)�,victory200����,奧地利恩格爾公司;
霧度測(cè)試儀,EEL570���,英國(guó)DIFFUSION公司;厚度規(guī),C112XBS,日本Mitutoyo公司;
X射線衍射儀(XRD)����,D8Advance�����,德國(guó)Bruker公司����;
偏光顯微鏡(PLM),BX-53�,日本Olympus公司���。
1.3樣品制備
按照GB/T2546.2—2022《塑料聚丙烯(PP)模塑和擠出材料第2部分:試樣制備和性能測(cè)定》[4]和GB/T17037.3—2003《塑料熱塑性塑料材料注塑試樣的制備第3部分小方試片》[5]的要求制備D1型試試樣��,尺寸為60mm×60mm×1mm�����。試樣制備前利用待制備專(zhuān)用料對(duì)注塑機(jī)進(jìn)行充分置換,置換合格后舍棄前10個(gè)樣條,然后收集符合標(biāo)準(zhǔn)要求的試樣����。試樣要求無(wú)毛邊��、氣泡、波浪紋、熔接線等���,注塑樣片實(shí)物圖見(jiàn)圖1。
1.4霧度測(cè)試方法
試樣測(cè)試前利用霧度值為0.9%、4.5%���、9.1%、15.5%、24.8%標(biāo)準(zhǔn)板對(duì)儀器進(jìn)行標(biāo)定����,儀器標(biāo)定合格后�����,依據(jù)GB/T2410—2008《透明塑料透光率和霧度的測(cè)定》[6]對(duì)待測(cè)試樣進(jìn)行霧度測(cè)試��。
1.5性能測(cè)試與結(jié)構(gòu)表征
XRD測(cè)試:電壓40kV���,電流40mA��,Cu靶kal,波長(zhǎng)1.5408埃�,步長(zhǎng)0.02度�,每步停留時(shí)間0.4s�。
偏光顯微鏡測(cè)試:采用反射模式,50倍放大倍率���,拍攝結(jié)晶形態(tài)照片。
2結(jié)果與討論
2.1熔體溫度對(duì)試樣霧度的影響
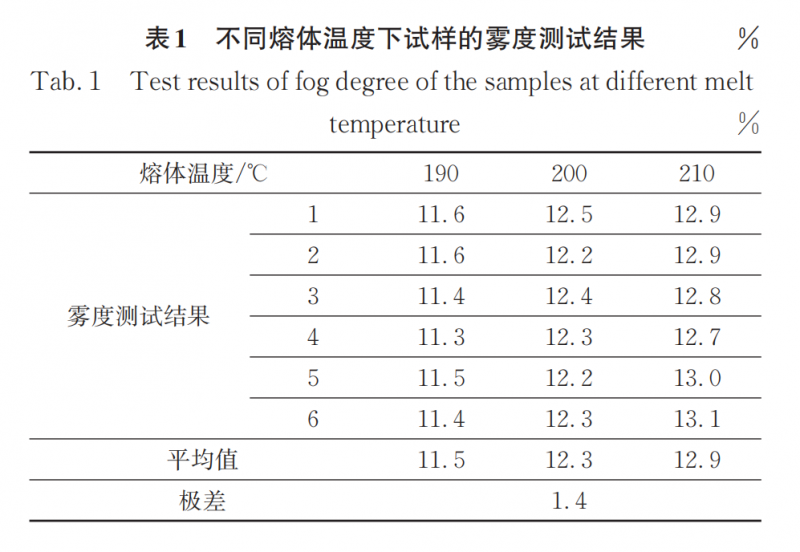
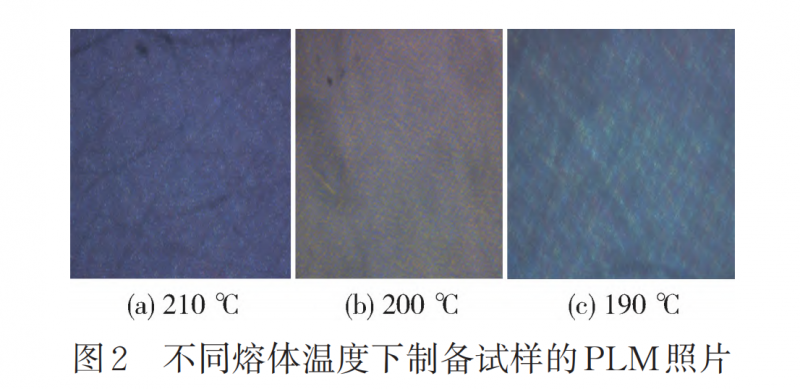
由表1的測(cè)試結(jié)果可知���,熔體溫度對(duì)試樣霧度測(cè)試結(jié)果有一定的影響。在其他注塑條件都一致的前提下�����,隨著熔體溫度的升高�����,透明聚丙烯制品的霧度隨之增大��,透明度也隨之變差。其原因在于當(dāng)熔體充模流動(dòng)時(shí)���,靠近模具壁的熔體冷卻速度較內(nèi)層熔體冷卻更快。隨著熔體溫度的升高�,熔體黏度減小�����,剪切作用減弱,取向結(jié)晶減小���,表層厚度減小���。同時(shí)內(nèi)層熔體厚度增加���,冷卻到模溫的過(guò)程需要的時(shí)間更長(zhǎng)����,冷卻時(shí)在結(jié)晶溫度附近停留的時(shí)間會(huì)更長(zhǎng),使得分子鏈有足夠的時(shí)間重新排列從而進(jìn)入晶格���,排列也更加規(guī)整,結(jié)晶也更為充分,生成的球晶尺寸也更大,210���、200��、190℃下制備的試樣片在偏光顯微鏡下的測(cè)試結(jié)果(見(jiàn)圖2)表明溫度越高球晶尺寸越大,制品結(jié)晶度增加�,霧度增大����。因透明聚丙烯往往加入了透明成核劑以增加其透明性���,透明成核劑種類(lèi)不同其熔點(diǎn)差異也很大��,在較低的熔體溫度下成核劑未發(fā)生熔融���,會(huì)導(dǎo)致其分散不好�,從導(dǎo)致制品的霧度增加[7-8]���,隨著熔體溫度的增加�,成核劑的分散變得更好,球晶更小更分散�,制品霧度隨之減小�����,透明度增加���。綜合考量下選用200℃作為最佳熔體溫度��。
2.2注射壓力對(duì)試樣霧度的影響
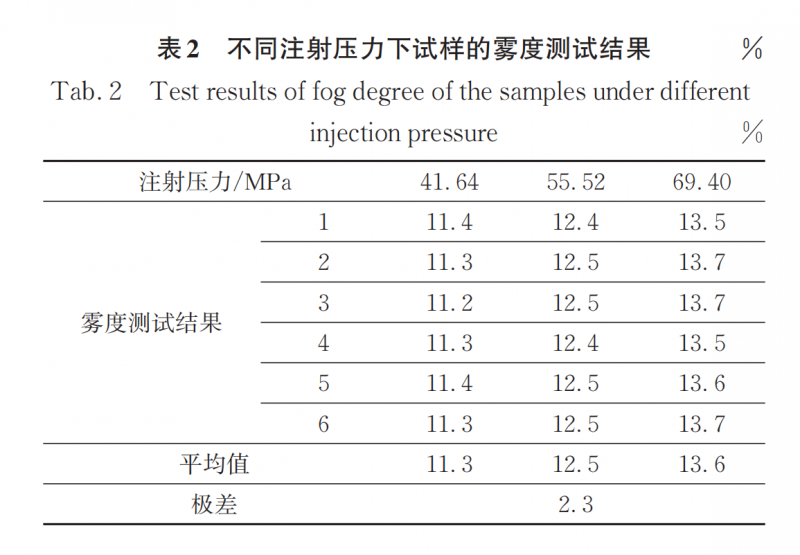
在注射速度不變的情況下����,注射壓力通常通過(guò)改變塑化行程和切換點(diǎn)來(lái)控制�����,由表2的測(cè)試結(jié)果可知��,注射壓力對(duì)試樣霧度具有顯著的影響。在其他注塑條件都一致的前提下,隨著注射壓力的增加,試樣霧度隨之升高��。隨著注射壓力的增加���,使熔體受到的剪切應(yīng)力增加���,在流動(dòng)方向的分子鏈取向增加�����,形成更多的有序區(qū)域����。另一方面注射壓力的增加��,模腔內(nèi)的熔體密度增加,自由體積減小���,有利于提高分子鏈段有序性,鏈段的有序排列有利于制品的結(jié)晶��,制品結(jié)晶度的增加最終導(dǎo)致試樣霧度變大�����。提高注射壓力在一定程度能提高制品的質(zhì)量�����,但超過(guò)一定限度就會(huì)導(dǎo)致制品產(chǎn)生飛邊和過(guò)多的內(nèi)應(yīng)力,甚至?xí)a(chǎn)生燒焦現(xiàn)象��;注射壓力過(guò)低會(huì)導(dǎo)致試樣表面產(chǎn)生波浪紋和熔接線���,影響測(cè)試結(jié)果的重復(fù)性����。因此將注射壓力控制在合理范圍對(duì)霧度試樣的制備尤其重要���,綜合考慮選用55.52MPa作為最佳注射壓力���。
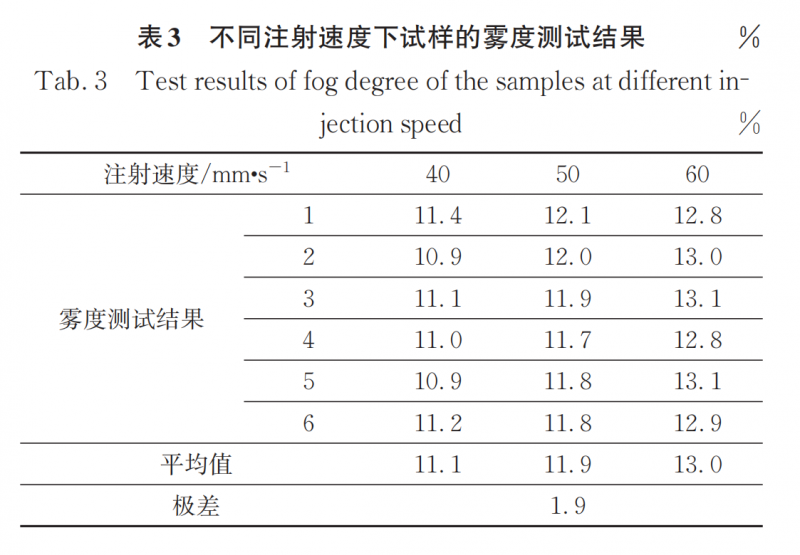
2.3注射速度對(duì)試樣霧度的影響
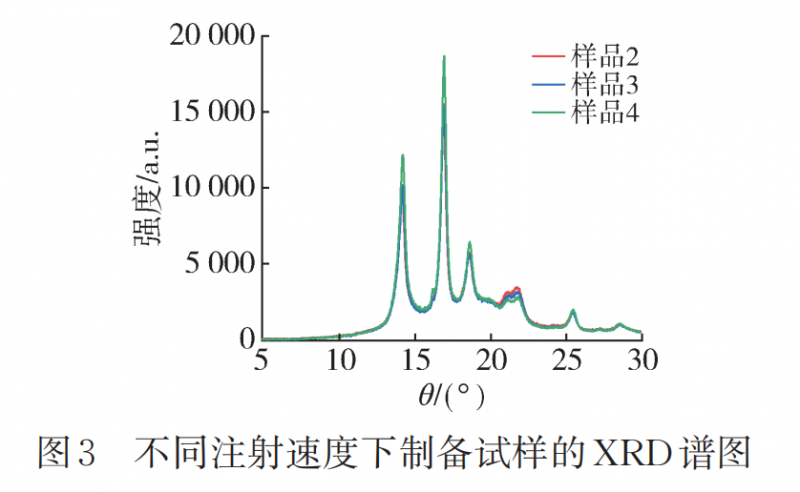
試樣的注塑過(guò)程在切換點(diǎn)以前以注射速度控制為主�����,切換點(diǎn)以后以壓力控制為主。當(dāng)注射壓力較低時(shí),注射速度隨注射壓力變化而變化���,當(dāng)注射壓力達(dá)到一定程度后,注射壓力隨注射速度變化而變化[9-10]。從表3測(cè)試結(jié)果可知���,注射速度對(duì)試樣霧度具有顯著的影響�。在其他注塑條件都一致的前提下,隨著注射速度的增加�,試樣霧度也隨著增大���。隨著注射速度的增加���,熔體的剪切作用會(huì)增加��,剪切作用使得熔體中分子鏈沿著剪切作用的方向取向,分子鏈形成具有規(guī)則排列結(jié)構(gòu)的區(qū)域�,從圖3(其中樣品2���、3�、4注射速率分別為40��、50���、60mm/s)可以看出(110)ɑ處��,注射速度越大,峰面積越大�,晶格面越長(zhǎng)����,結(jié)晶越充分���,霧度隨之變大���。另一方面在充模過(guò)程中隨著注射速度的增加����,制品會(huì)出現(xiàn)充模留痕,導(dǎo)致制品霧度變大[11]����。因此,選用40mm/s作為最佳注射速度。
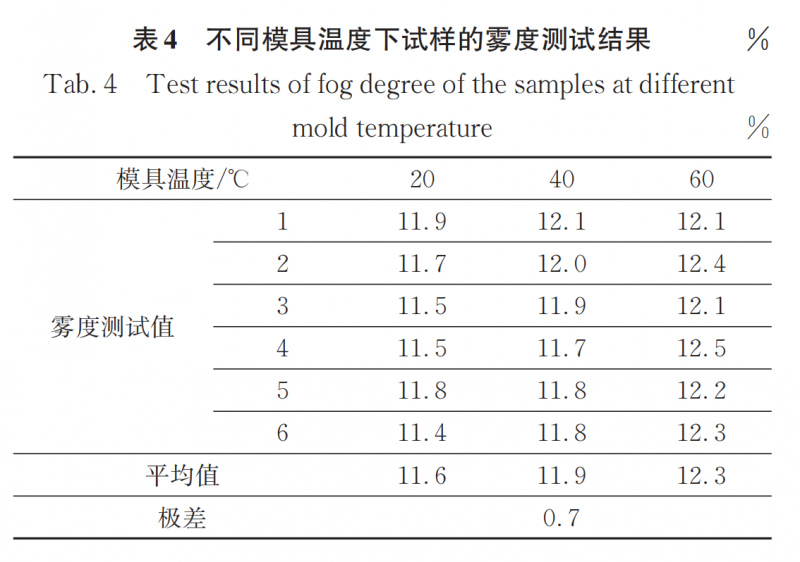
2.4模具溫度的對(duì)試樣霧度的影響
從表4測(cè)試結(jié)果可知�����,模具溫度對(duì)試樣霧度具有一定的影響�。在其他注塑條件都一致的前提下,隨著模具溫度的增加,試樣霧度也隨著升高����。這是因?yàn)槟>邷囟仍降?��,熔體充模過(guò)程中冷卻速率越快����,制品快速冷卻���,越不利聚丙烯球晶的生長(zhǎng)���,結(jié)晶度低�����,霧度越低�����。當(dāng)模具溫度升高時(shí)���,制品緩慢冷卻,有利于聚丙烯的球晶緩慢生長(zhǎng),結(jié)晶度高����,霧度越高��。另外模具溫度低會(huì)導(dǎo)致熔體快速冷卻,導(dǎo)致保壓階段無(wú)法對(duì)試樣進(jìn)行更好的填充,導(dǎo)致試樣產(chǎn)生外觀缺陷,從而導(dǎo)致霧度測(cè)試的重復(fù)性差[12]�����。綜合考慮后���,選用40℃作為最佳模具溫度�。
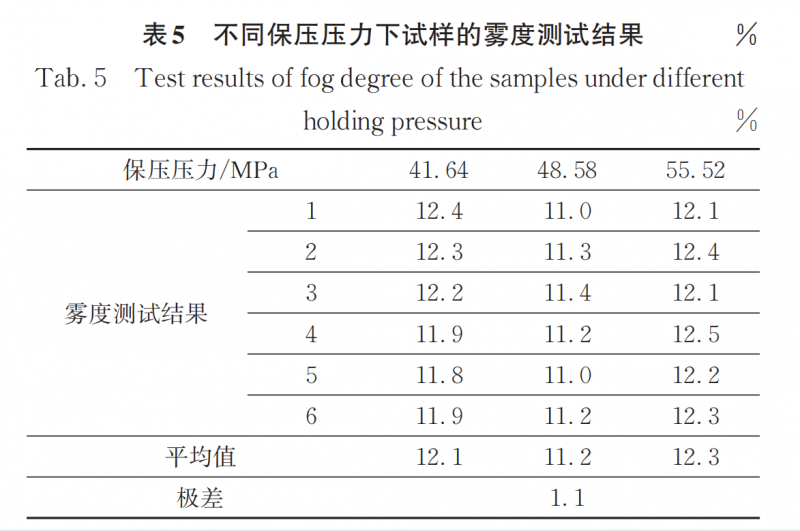
2.5保壓壓力對(duì)試樣霧度的影響
保壓階段的主要作用是在試樣成型完成后進(jìn)行補(bǔ)縮,以減少由于溫度降低引起的體積效應(yīng)產(chǎn)生收縮孔等瑕疵��。從表5的測(cè)試結(jié)果可知�����,保壓壓力對(duì)試樣霧度具有一定的影響����。在其他注塑條件都一致的前提下���,隨著保壓壓力的增加���,試樣霧度也先降低后升高�。當(dāng)保壓壓力增大時(shí),熔體會(huì)被壓得比較實(shí),分子鏈段的運(yùn)動(dòng)會(huì)比較困難��,生成的球晶尺寸下降�,導(dǎo)致霧度下降。但隨著保壓壓力的繼續(xù)增加,制品內(nèi)應(yīng)力增加���,成核劑的網(wǎng)格結(jié)構(gòu)受到一定程度的破壞�,同時(shí)試樣厚度增加,因試樣厚度與霧度呈正比關(guān)系����,從而導(dǎo)致試樣霧度增高����。因此�,選用48.58MPa作為最佳保壓壓力。
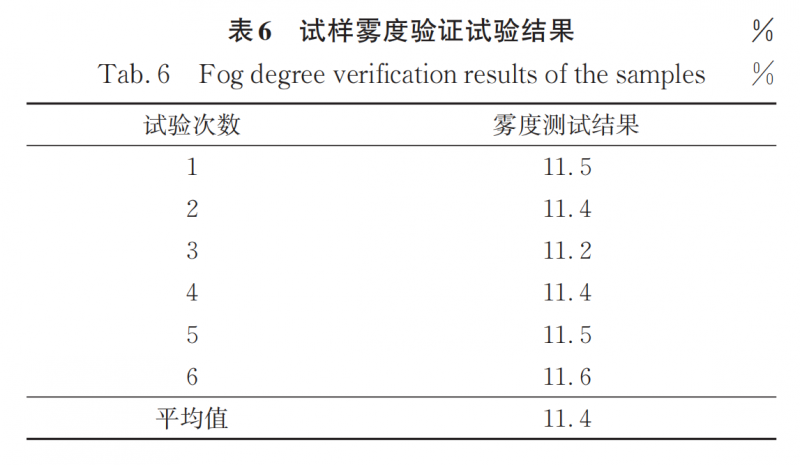
3試樣霧度驗(yàn)證試驗(yàn)
在最佳制樣參數(shù)下�,熔體溫度為200℃�、模具溫度為40℃����、注射速度為40mm/s、注射壓力55.52MPa�����、保壓壓力為48.58MPa����、保壓時(shí)間為40s、冷卻時(shí)間為15s的條件下�,對(duì)透明料K4826進(jìn)行霧度試樣制備和測(cè)試���,結(jié)果如下表6�����。
4結(jié)論
(1)通過(guò)研究表明熔體溫度、注射壓力�、注射速度��、保壓壓力��、模具溫度對(duì)制品霧度有不同程度的影響�。注射壓力調(diào)整產(chǎn)生的霧度變化最大,其次是注塑速率��、熔體溫度和保壓壓力����,而模具溫度的對(duì)制品霧度的影響并不顯著。
(2)通過(guò)注塑工藝優(yōu)化獲得了K4826專(zhuān)用料霧度樣片制備的最佳工藝條件為注塑壓力55.52MPa�����、注射速度40mm/s���、熔體溫度為200℃����、模具溫度40℃、保壓壓力48.58MPa���。
(2)優(yōu)化注塑工藝參數(shù)可以達(dá)到降低聚丙烯霧度的目的,但只能有限范圍內(nèi)降低霧度����,要真正降低透明料的霧度還得從透明料生產(chǎn)的催化劑和成核劑配方優(yōu)選等方面著手��。另外,注塑工藝參數(shù)優(yōu)化應(yīng)在基于國(guó)標(biāo)給定的條件下進(jìn)行����,這樣做更加有利于貿(mào)易雙手?jǐn)?shù)據(jù)的比對(duì)����。
參考文獻(xiàn):
[1]齊姝婧���,劉宏吉���,劉暢宇����,等 .我國(guó)透明聚丙烯市場(chǎng)供需分析及發(fā) 展趨勢(shì)[J]. 化學(xué)工業(yè)��,2023�����,41(02):6-9.
[2]劉 義,王 葉,孫偉��,等 .紅外光譜法測(cè)定聚丙烯中透明成核 劑含量研究[J]. 中國(guó)塑料�����,2022���,36(08):115-118.
[3]劉義�����,孫偉,曲國(guó)興,等 .薄壁注塑透明聚丙烯專(zhuān)用料的結(jié)構(gòu) 與性能分析[J]. 中國(guó)塑料,2022�,36(07):37-43.
[4]全國(guó)塑料標(biāo)準(zhǔn)化技術(shù)委員會(huì) . 塑料 聚丙烯(PP)模塑和擠出材料第 2 部分:試樣制備和性能測(cè)定:GB/T 2546. 2—2022[S]. 北京: 中國(guó)標(biāo)準(zhǔn)出版社�,2022.
[5]全國(guó)塑料標(biāo)準(zhǔn)化技術(shù)委員會(huì) . 塑料 熱塑性塑料材料注塑試樣的制 備 第 3 部分:小方試片:GB/T 17037. 3—2003[S]. 北京:中國(guó)標(biāo) 準(zhǔn)出版社��,2003.
[6]全國(guó)塑料標(biāo)準(zhǔn)化技術(shù)委員會(huì) . 透明塑料透光率和霧度的測(cè)定: GB/T 2410—2008[S]. 北京:中國(guó)標(biāo)準(zhǔn)出版社�,2009.
[7]謝雯新�����,陳萍 . 注塑工藝對(duì)透明聚丙烯制品霧度的影響[J]. 塑 料包裝����,2013����,24(3):24-27.
[8]李春雷 .注塑成型條件對(duì)無(wú)規(guī)共聚透明料霧度的影響研究[J]. 中 國(guó)煤炭,2022,48(9):127-132.
[9]王超先�����,陳宏愿��,蔡春飛�,等 . ISO 294?1 注塑試樣制備標(biāo)準(zhǔn)的術(shù)語(yǔ) 和注塑機(jī)操作參數(shù)[J]. 塑料工業(yè)�,2022,50(07):119-124.
[10]王超先,王少鵬,蔡春飛���,等 . 注塑試樣制備過(guò)程中注射速率的設(shè) 定方法[J]. 塑料工業(yè),2022,50(08):84-88.
[11]王欣 . 注塑工藝對(duì)透明聚丙烯結(jié)構(gòu)性能的影響規(guī)律研究[D].蘭州:蘭州理工大學(xué)���,2019.
[12]封春艷,黃莉,劉國(guó)強(qiáng)�,等 . 制樣參數(shù)對(duì)聚丙烯透明料霧度的影 響[J]. 理化檢驗(yàn)(物理分冊(cè))���,2020�,56(08):16-18�,22.















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













