[摘要]針對DN1600大口徑PVC給水管材的生產特性,考察了有機錫穩定劑、沖擊改性劑、納米碳酸鈣的適宜用量,并對適宜的加工溫度和轉速進行了研究,制得的產品達到GB/T 10002 · 1一2006《給水用硬聚氯乙烯(PVC一U)管材》和《生活飲用水輸配水設備及防護材料衛生安全評價規范》(2001)的要求。
[關鍵詞] PVC;給水管材;大口徑;加工工藝;流變性能
?
隨著我國城市化進程的穩步推進,城市人口越來越多,城市供水量急劇增加,從水源地到城市的輸水管道的口徑越來越大。目前,我國使用的大口徑輸水管材主要有鋼管(SP)、預應力砼管(PCP)、預應力鋼筒砼管(PCCP)、玻璃纖維纏繞增強熱固性樹脂加砂管(RPM)、球墨鑄鐵管等[ 1一2 ]。由于這些管材在耐壓能力、衛生性、耐腐蝕性、接口方式、施工及管內壁粗糙度等方面存在多種問題,制約了我國大口徑輸水管材的應用。
塑料管材具有衛生性能好、密度小、耐腐蝕、連接可靠、內壁光滑、施工方便等優點,小口徑(DN630及以下)給水管材已在我國獲得廣泛應用。對于大口徑塑料給水管材,從成本和加工性能兩方面來考慮 , 較適宜的材質為PE和PVCO由于PE的價格PVC貴得多,且由于大口徑給水管材的壁厚較大,需要采用耐熔垂級PE材料,其目前國內尚不能大規模生產,因此pvc更適合用于生產大口徑給水管材[ 3 ],進行大口徑PVC給水管材的研制具有比較明顯的經濟效益和社會效益。
1試驗部分
1.1主要原料
PVC一SG5、有機錫穩定劑、增韌劑、加工改性劑ACR、潤滑劑、納米碳酸鈣、炭黑、鈦白粉,均為市售。
1.2主要儀器與設備
高速混合機,10L一A,張家港市帆源降解塑膠機械廠;轉矩流變儀,RM一200,哈爾濱哈普電氣有限公司;錐形雙螺桿擠出機,92/ 188,上海金湖擠出設備有限公司;靜液壓試驗機,JJHBT一11016,承德市金建檢測儀器有限公司;熱變形溫度、維卡軟化溫度測定儀,HDT/V一2203,承德市金建檢測儀器有限公司;電熱鼓風干燥箱,XCB一300,承德市金建檢測儀器有限公司;電子萬能試驗機,UTM一1351,承德市金建檢測儀器有限公司。
1.3試驗配方
PVC樹脂,100份;有機錫穩定劑,B或c份;碳酸鈣,6份;內潤滑劑,1份;外潤滑劑,1 · 2份;其他助劑,2份。
1·4試驗流程
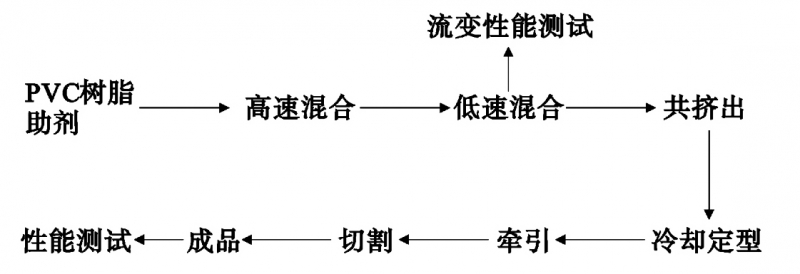
試驗流程見圖1。
??
圖1試驗流程
2.結果與討論
2·1有機錫穩定劑的用量
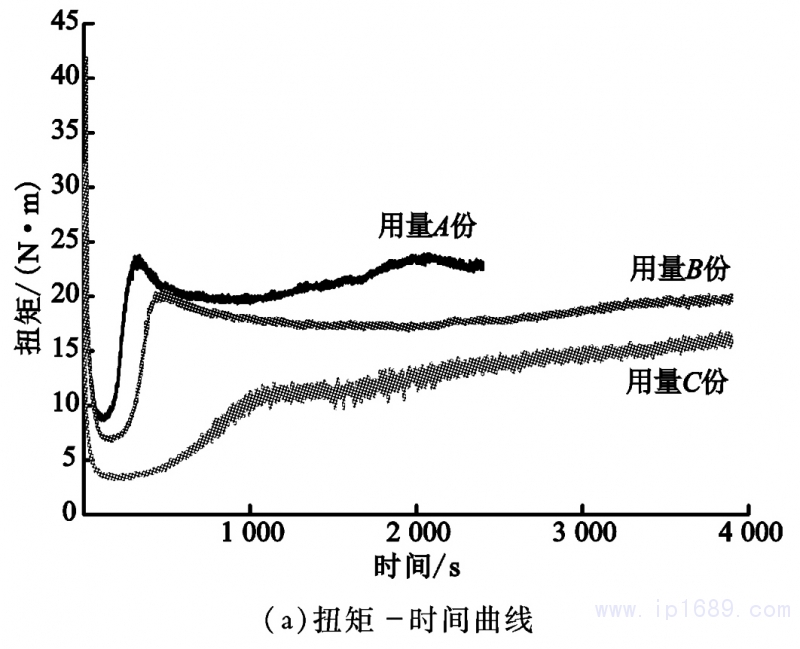
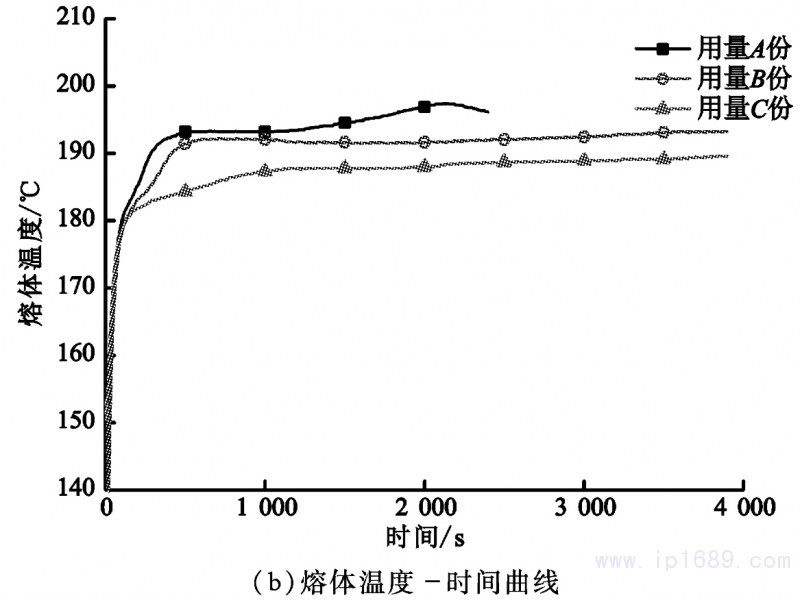
大口徑PVC給水管材的成型設備大,物料在設備中的停留時間長,因此要求物料的熱穩定性較好,塑化速率既不能過快也不能過慢。有機錫穩定劑的用量(A< B < c)對PVC物料流變性能的影響如圖 2所示。由圖2可以看出:當有機錫穩定劑的用量為份時,PVC物料塑化速率過快,穩定時間較短,熔體溫度也不穩定;當有機錫穩定劑用量為B份時,PVC物料的塑化速率適中,穩定時間較長,熔體溫度相對穩定;當有機錫穩定劑的用量為c份時, PVC物料出現不塑化的狀況,說明有機錫穩定劑的用量過多。
圖2 有機錫穩定劑的用量對PVC物料流變性能的影響?
2 · 2加工工藝
2 · 2 · 1加工溫度
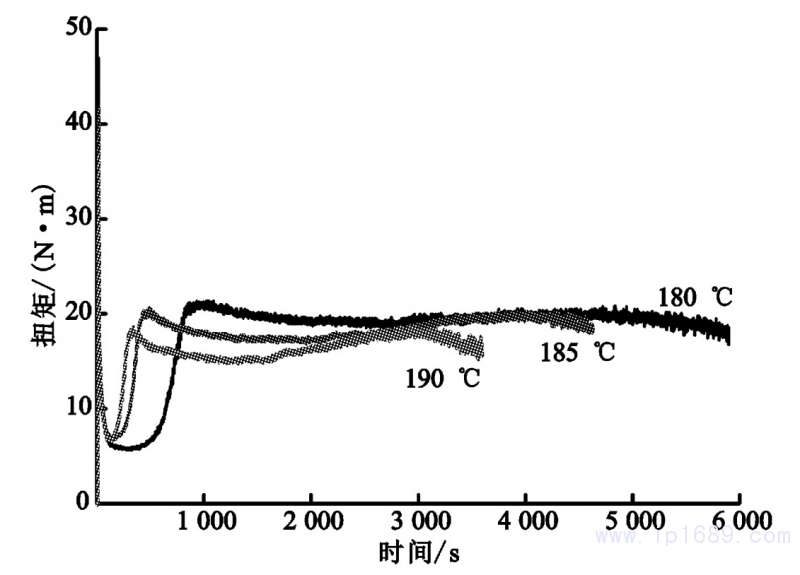
圖3為有機錫穩定劑用量為B份時,相同轉速下轉矩流變儀溫度對PVC物料流變性能的影響。
圖3 轉矩流變儀溫度對PVC物料流變性能的影響?
由圖3可知:當轉矩流變儀溫度為180 ℃時,雖然PVC物料的穩定時間最長,但塑化速率過慢,表明加工溫度偏低;當轉矩流變儀溫度為185 ℃時, PVC物料的塑化速率適中,同時穩定時間較長,平衡扭矩較低,表明加工溫度適宜;當轉矩流變儀溫度為190 ℃時,塑化速率過快,穩定時間大幅縮短,表明轉矩流變儀溫度過高。
2 · 2 · 2轉速
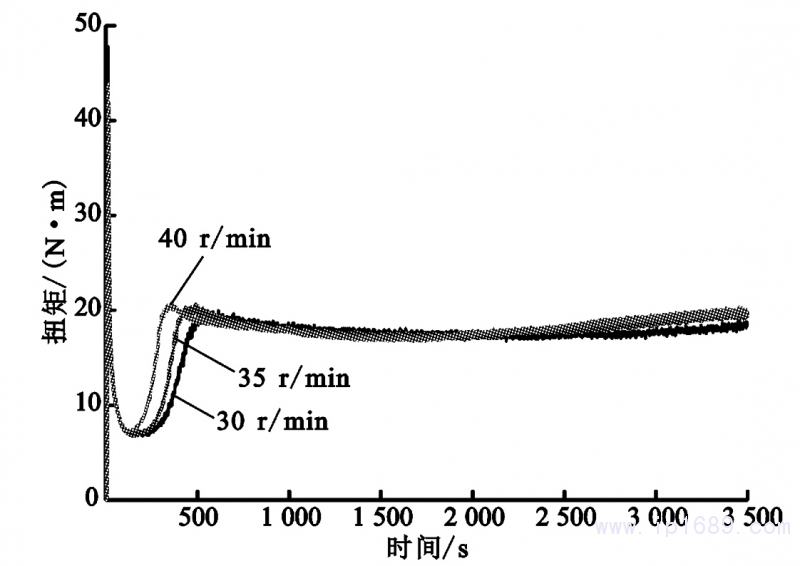
圖4為有機錫穩定劑用量為B份,轉矩流變儀溫度為185 ℃時,轉速對PVC物料流變性能的影響。由圖4可知:不同轉速下PVC物料的后期流變性能相差不大;當轉速為35 rimin時, pvc物料具有適中的塑化速率。
?圖4 轉速對PVC物料流變性能的影響
2 · 3沖擊改性劑用量
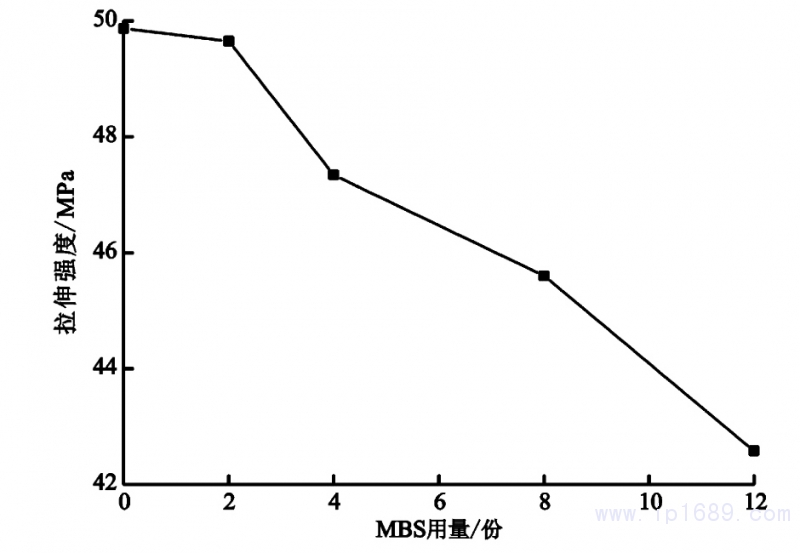
MBS是甲基丙烯酸甲酯、丁二烯、苯乙烯的共聚物,由于組分中含有甲基丙烯酸甲酯,因此該材料與PVC的相容性較好[ 4 ];同時,丁二烯、苯乙烯可以賦予PVC材料良好的沖擊性能和光澤度。MBS用量對PVC材料沖擊性能和拉伸性能的影響如圖5、圖7所示。
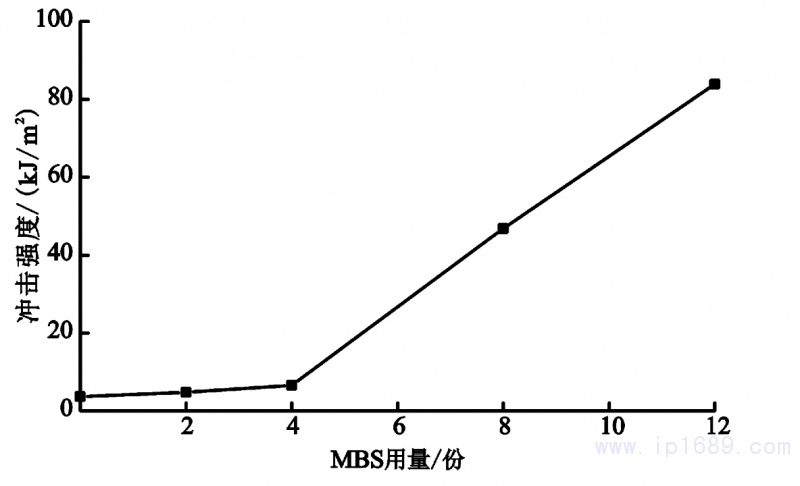
圖5 MBS用量對PVC材料沖擊強度的影響
?
圖6 MBS用量對PVC拉伸強度的影響
?
圖7 MBS用量對PVC斷裂伸長率的影響
由圖5、圖7可以看出:當MBS用量為2、4 份時,PVC材料的沖擊強度變化不明顯;隨著MBS 用量的繼續增加,PVC材料的沖擊強度明顯提高;當MBS用量為12份時,PVC材料的沖擊強度是純 PVC的22倍,此時,PVC材料的斷裂伸長率也大幅提高,是純PVC的7 · 7倍,但拉伸強度略微下降(約14 · 6%)。
2 · 4填料的用量
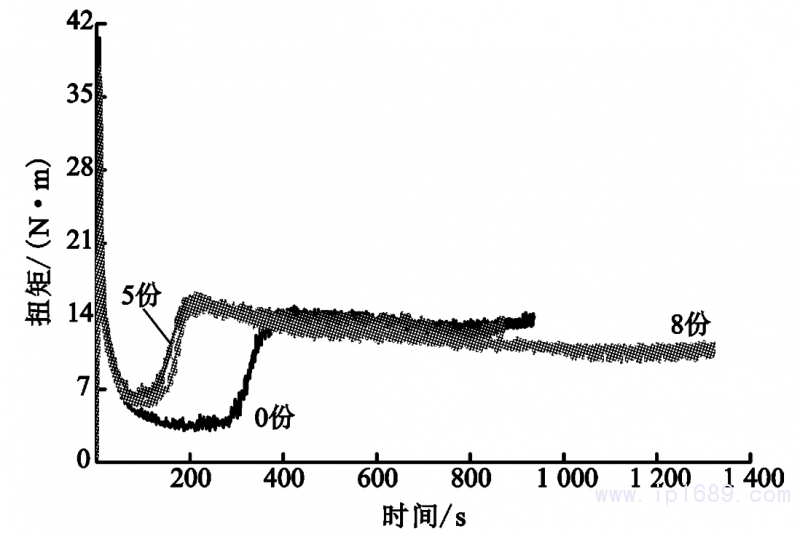
PVC的塑化是PVC粒子殼層破碎后初級粒子重新熔合的過程。納米碳酸鈣加人后,由于納米碳酸鈣與PVC之間的相互作用,必然會影響到材料的塑化效果。納米碳酸鈣的用量對PVC物料流變性能的影響見圖8。
圖8納米碳酸鈣的用量對PVC流變性能的影響
由圖8可以看出:當納米碳酸鈣的用量為5、8 份時,PVC物料的塑化時間較短,比未加人納米碳酸鈣時縮短了約200 so這是因為納米碳酸鈣粒子對提高體系的內摩擦具有促進作用,使PVC粒子殼層破碎加速,促進了PVC塑化[ 5 ]。此外,當納米碳酸鈣的用量為8份時,PVC物料的穩定時間最長,表明納米碳酸鈣還具有提高熱穩定性的作用。
2 · 5擠出工藝
筆者采用錐形雙螺桿擠出機來生產大口徑 PVC給水管材,這是因為錐形雙螺桿擠出機的輸送能力強,能壓實PVC物料,有利于熱傳遞和擠出機的穩定運行,使物料塑化均勻,凝膠化程度高;此外,筆者還采用了特殊的混合元件,能促進物料進一步的凝膠化和均化。錐形雙螺桿擠出機的溫度設定非常重要,可按馬鞍型設置:O擠出機前段設定溫度較高,使物料達到半塑化狀態,有利于揮發分變為氣體,抽真空時物料吸出少;2擠出機后段設定溫度較低,可防止物料降解,提高其穩定性;.模體部分溫度再逐漸升高,可讓熔體達到比較合適的凝膠化度,保證管材的綜合性能。
為了縮短PVC物料在擠出機和模具中的停留時間,筆者采用了2臺擠出機為模具供料的共擠生產工藝,這樣可以大大縮短物料的停留時間,提高擠出速度,提高生產效率。
2 · 6產品性能
筆者研制的DN1600大口徑PVC給水管材的照片見圖9;經國家建筑材料工業建筑圍護材料及管道產品質量監督檢驗測試中心按GB/T 10002 · 1一2006《給水用硬聚氯乙烯(PVC (U)管材》檢測,其物理性能均達標,如表1所示。
圖9 DN1600大口徑PVC給水管材
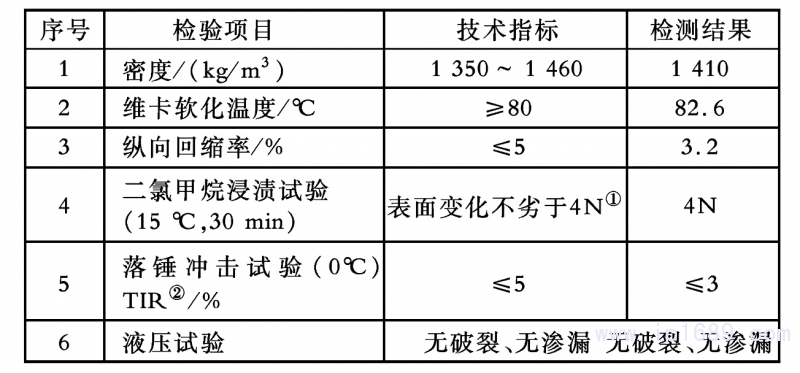
表1 DN1600大口徑PVC給水管材的物理性能
①4N表示試樣的斜面破壞百分數和斜面圓周方向破壞百分數均在0%、25%;②TIR為真實沖擊率,即整批產品進行試驗時,沖擊破壞總數除以沖擊總數,以百分數表示。
此外,筆者還將該管材送到山東省疾病控制中心對其衛生性能進行了檢測,結果表明:該管材的衛生性能完全符合《生活飲用水輸配水設備及防護材料衛生安全評價規范》(2001)對飲用水輸配設備的要求。
3.結語
筆者通過對有機錫穩定劑、沖擊改性劑、納米碳酸鈣等用量的優化,以及擠出工藝的研究,生產出了 DNI 600大口徑PVC給水管材,其物理性能滿足 GB/T 10002 · 1一2006的要求,衛生性能符合《生活飲用水輸配水設備及防護材料衛生安全評價規范》(2001)的要求。目前,山東東信塑膠有限公司的 DN1600大口徑PVC給水管材已經批量化生產,投人市場后為用戶遠距離、大流量輸水提供了更加完善的解決方案,并以其便利的施工方式、高效的輸水效率、優異的連接密封性、良好的衛生性能得到了用戶的認可。隨著城市建設的穩步推進和南水北調的進一步實施,市場對大口徑PVC管材的需求將越來越大,對其的要求也將越來越高,開發高強度、高耐壓的大口徑PVC管材將成為筆者下一步的工作方向。
?


























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





