轉盤式多組分注塑機是一種雙工位或多工位操作的專用注塑機,轉盤裝置與動模板采用集成設計,多套注射裝置并行布置,模具安裝到轉盤后和轉盤一起圍繞同一軸旋轉實現模腔換位,可實現多色/多料一次成型����,減少多次組合加工所產生的品質異常�,提高了產品品質��、降低生產成本和縮短生產周期提升料率�。轉盤式多組分注塑機是多組分注塑機中應用最廣泛的一種技術�,隨著人們對注塑制品質量要求的提高以及注塑成型工藝的發展,轉盤式多組分注塑機得到越來越廣泛的應用,同時市場對轉盤式多組分注塑機的轉盤回轉控制提出了更高的要求��,如回轉運動的快速�����、平穩和精確����,參數設定的簡單和便捷等���。
本文以轉盤式多組分注塑機為研究對象����,對轉盤回轉的運動狀態、轉動慣量和轉動扭矩進行了詳細的分析計算,規劃了伺服電機在控制多組分注塑機轉盤的控制方案和動作邏輯,為多組分轉盤系統提供了新的解決方案。
1.計算選型
為滿足多組分注塑機轉盤對高精度�����、快速響應的要求�,伺服電機應有較小的轉動慣量和較大的轉矩,并具有盡可能小的時間常數和啟動電壓,還應具有較長時間的過載能力�����,以滿足低速大轉矩的要求���,能夠承受頻繁啟動制動和正反轉��,如果盲目地選擇大規格的電機,不僅增加成本�����,也會使得設計設備的體積增大,結構不緊湊����,因此選擇電機時應充分考慮各方面的要求�,以便充分發揮伺服電機的工作性能����;下面就從負載的運動狀態和慣量匹配角度出發,按照速度、扭矩和慣量匹配原則對轉盤驅動伺服電機的選型進行計算���,從而達到伺服系統的優化配置。
1.1電機轉速匹配
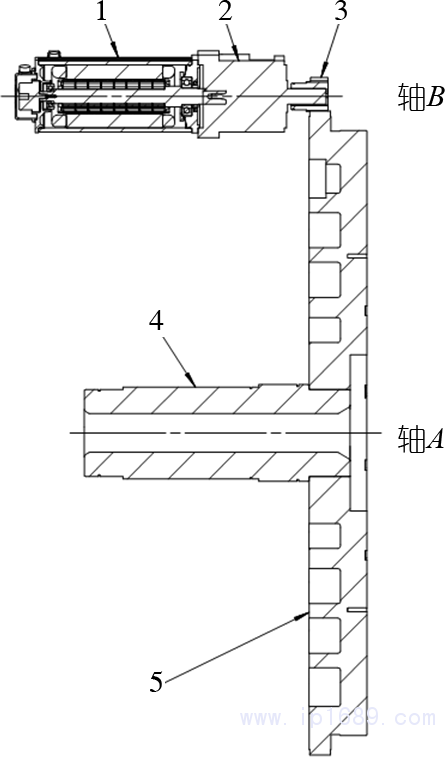
轉盤伺服電機驅動系統如圖1所示,伺服電機經過減速箱和驅動齒輪帶動轉盤進行正反轉。當轉盤以最高轉速nmax進行轉動時���,伺服電機的實際轉速n應小于其額定轉速ne,并應在接近伺服電機額定轉速的范圍使用,以有效利用伺服電機的功率���。
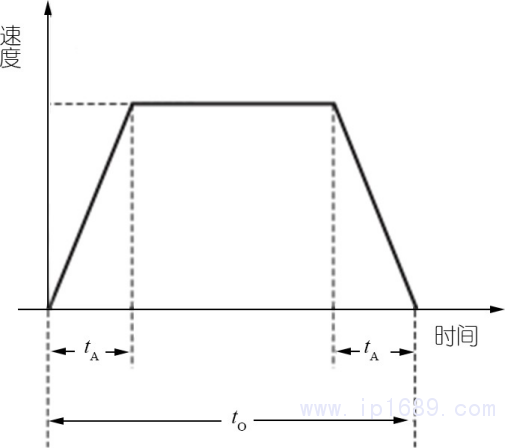
實際運轉中,轉盤以轉半圈為一個周期,正反轉循環往復運動,轉盤運動特性曲線如上圖2,計算可得:
(1)式中:
to——轉盤回轉半圈時間;
tA——轉盤加減速時間。
1—伺服電機�����;2—減速箱��;3—驅動齒輪;4—轉盤軸����;5—轉盤
圖1.轉盤伺服電機驅動系統示意圖
圖2.轉盤運動特性曲線
(2)式中:
n伺服電機——伺服電機的實際轉速����;
nmax——轉盤最高轉速�;
Z1——轉盤齒數;
Z2——驅動齒輪齒數�����;
k1——減速箱減速比�。
1.2電機慣量匹配
電機驅動的所有運動部件無論是旋轉運動的部件還是直線運動的部件,都成為電機的負載慣量,電機軸上的負載總慣量可以通過計算各個被驅動的部件的慣量���,并按一定的規律將其相加得到。
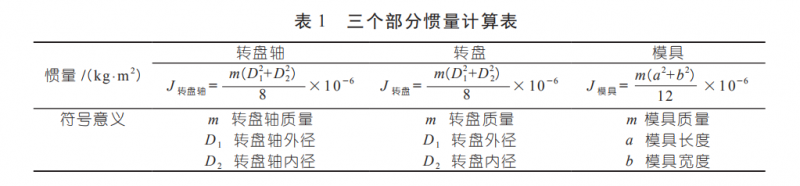
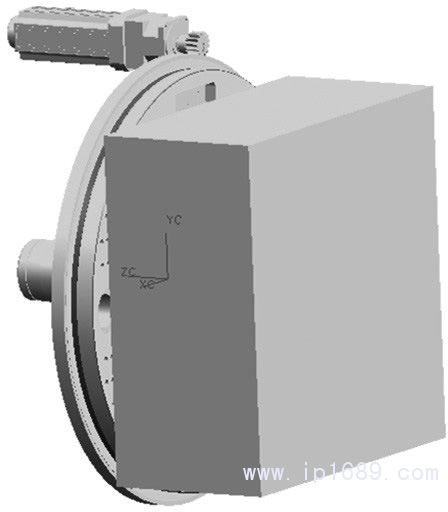
可以將圖3所示的裝載有模具的轉盤裝置拆分成三個部分���,即轉盤軸、轉盤和模具三個部分����,先對各個部分分別進行計算見表1��,然后根據轉動慣量的線性疊加原理得出伺服電機的負載慣量。
圖3.裝載模具的轉盤裝置示意圖
因上述三個部分圍繞同一個中心旋轉��,根據慣量的線性疊加原則�����,轉盤運動部分的總負載慣量為三部分之和:
J總負載=J轉盤軸+J轉盤+J模具 (3)
上述轉盤運動部分的總負載慣量通過驅動齒輪和減速箱作用在伺服電機上�����,伺服電機的負載慣量JL為:
(4)
根據控制環路穩定性的要求,同時結合轉盤系統為非連續工作無頻繁啟動制動和正反轉����,伺服電機的負載慣量JL不超過伺服電機轉子慣量JM的10倍,即JL≤10JM就可滿足系統的控制穩定性要求。
1.3電機扭矩匹配
轉盤運動特性曲線如圖2所示,分為加減速時間tA和勻速時間to-2tA��,由于多組分注塑機的轉盤系統屬于一個大慣量系統����,勻速時的摩擦負載扭矩TL《加減速時的扭矩Ta,故可以將勻速時的摩擦負載扭矩TL忽略不計��,同時伺服電機為非連續工作����,轉盤回轉時間在注塑機一個周期的占比為1/10~1/20,故伺服電機的溫升沒有問題。
加減速時伺服電機的扭矩:
(5)
2.運動控制規劃
2.1控制方案
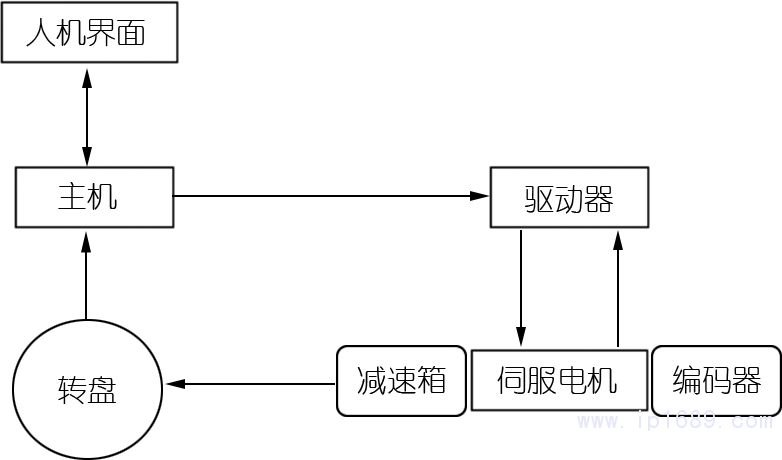
控制系統配置了伺服電機和驅動器����,通過減速箱和齒輪傳動實現轉盤的回轉����,其控制方案如圖4所示。編碼器對轉盤的位置進行實時檢測�����,通過改變伺服電機的轉速和扭矩����,形成精確的閉環控制。
圖4.控制方案
2.2動作邏輯
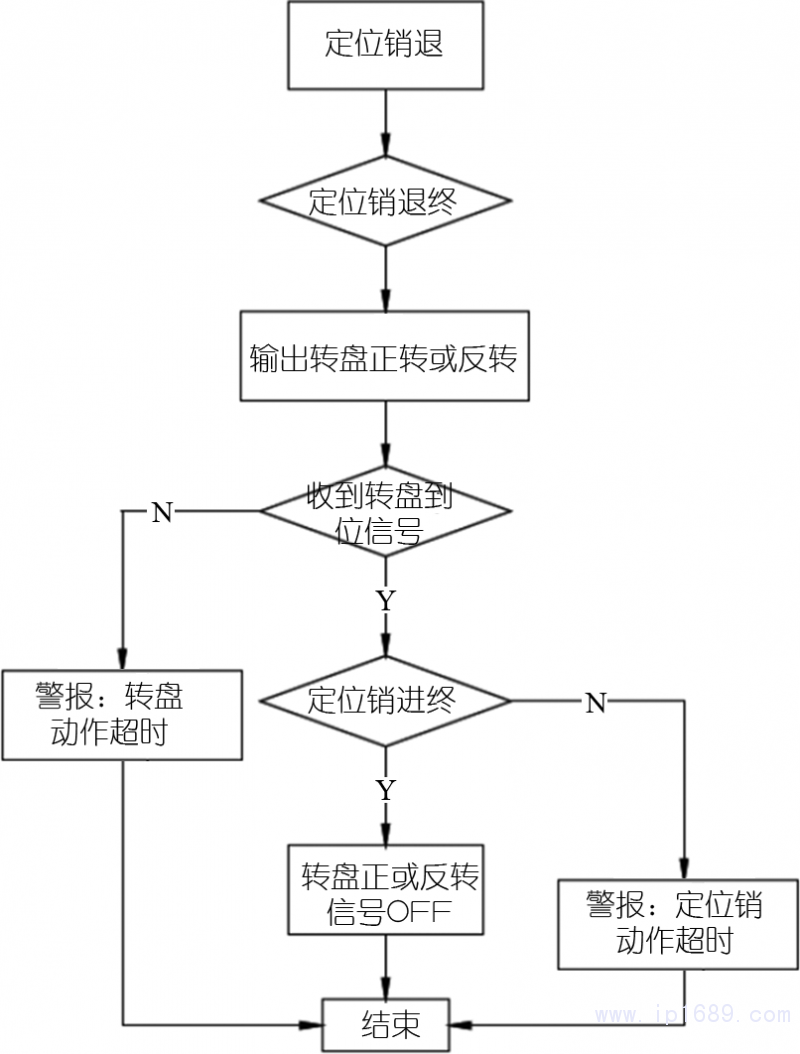
根據轉盤式多組分注塑機轉盤的動作時序�,編制了如圖5轉盤伺服電機驅動系統的過程控制框圖���。
圖5.過程控制框圖
3.實施效果
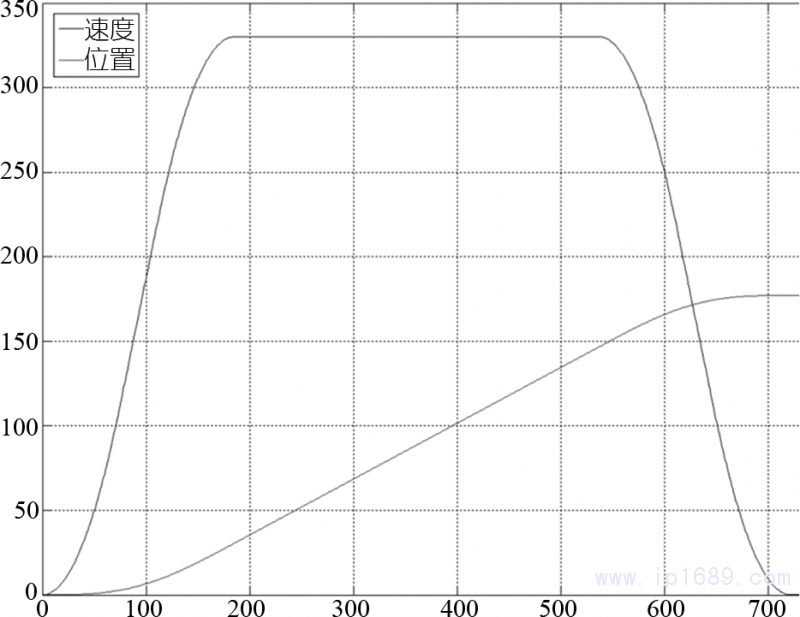
圖6為某噸位轉盤式多組分注塑機的轉盤位置-速度控制運動特性圖�����,從圖中可以看出�,轉盤加速和減速段時間都很快,勻速段運行時間很長,速度曲線接近對稱。伺服電機控制系統屬于是剛性傳動,由于編碼器的高分辨率和伺服電機的特性,系統響應速度非常快,保證了轉盤定位精確����、無沖擊�����、轉盤又快又穩的工作。而且當模具重量發生變化時候,設定的參數不需要修改�,轉盤的動作時間也基本不變化���。
圖6.伺服電動轉盤運動特性
4.結束語
未來的多組分注塑機必將向精密化和智能化方向發展�����,轉盤的伺服電機控制系統不僅回轉運動速、平穩和精確,參數設定簡單和便捷只需設定一個速度參數即可���,而且系統的控制特性不隨模具或環境溫度的變化而改變,伺服電機控制多組分轉盤系統在注塑機的成功應用,必將為注塑機進入國際高端市場提供強有力的技術支持。























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





