沈忠良 1,2,3,張強 1,鄭子軍 3,歐長勁 3,孫圣 2,鄧益民 1
(1. 寧波大學機械工程與力學學院,浙江寧波 315211 ; 2. 寧波歐琳廚具有限公司,浙江寧波 315000 ; 3. 浙江工商職業(yè)技術(shù)學院,浙江寧波 315012)
摘要:以聚對苯二甲酸乙二酯 (PET) 薄膜為研究對象,自制了板式輻射加熱裝置輔助的模內(nèi)與模外裝飾一體的 超高壓成型機,采用控制變量法,在 6 種不同加熱溫度下進行高壓成型實驗,研究了 PET 薄膜對溫度變化的敏感性, 探討與分析了溫度對高壓成型件周向厚度分布和回彈的影響。結(jié)果表明,在拉伸作用下,材料沿拉伸方向流動,高壓 薄膜厚度減薄明顯,溫度對薄膜的減薄有顯著影響。當加熱成型溫度在 160°C時,周向厚度的減薄率出現(xiàn)最大值,為 47.6% ;當溫度為 60°C時,出現(xiàn)最小值,為 29.6%,并且減薄率和溫度的升高成正比。回彈量在 160°C時出現(xiàn)最大值, 為 6.3 mm ;60°C時出現(xiàn)最小值,為 0.7 mm,且回彈量和溫度的升高成正比。另外,實驗發(fā)現(xiàn),在溫度超過 100°C時, 回彈量的增長會驟然加快;在凹模圓角及其周邊厚度減薄較小,回彈也較小。
關(guān)鍵詞:聚對苯二甲酸乙二酯薄膜;厚度;回彈;溫度;高壓成型
高聚物薄膜的成型特性研究是模內(nèi)裝飾 (IMD) 技術(shù)的重要技術(shù)支撐 [1],而在高聚物薄膜的成型特 性的影響因素中溫度是重要參數(shù) [2],厚度變化與回 彈變化是僅次于成型過程中褶皺與破裂的關(guān)鍵實際問題 [3],因此,開展溫度對高聚物薄膜成型過程厚度 變化與回彈變化的研究具有重要意義。
國內(nèi)外學者在高聚物薄膜成型特性方面開展 了各有特色的研究,主要的研究方法包括:基于厚 度測試儀 [4–5]、萬能拉伸機 [6–8] 等實驗設(shè)備的實驗研 究;基于有限元軟件的數(shù)值實驗研究 [9] 和基于本構(gòu) 模型等原理的理論研究 [10] 等。 J. H. Yoon 等 [11] 探 討了由于注塑過程引起高溫而導(dǎo)致的高聚物薄膜變 形 ( 局部撕裂 ) 特性研究,采用單向耦合的方法對 聚合物膜的注射成型過程進行了數(shù)值模擬,給出了 一種分析與預(yù)測薄膜變形的有效方法,同時從機理 與微觀角度給出了研究高聚物薄膜受溫度變化影響 的實驗手段 [12]。Y. H. Lin 等 [13] 整合了萬能拉伸機 測試獲得的塑料薄膜的力學特性,通過有限元數(shù)值 實驗的方式探討了溫度變化、溫度的不對稱性對高 聚物塑料薄膜在 IMD 領(lǐng)域應(yīng)用時成型特性的影響, 結(jié)果表明,薄膜在溫度不對稱情況下引起的結(jié)晶度 差異是導(dǎo)致薄膜變形與翹曲的主要原因。
C. O. Phillips 等 [14] 基于萬能拉伸機所獲得的 材料力學性能數(shù)據(jù)與 ( 電子 ) 油墨印刷過程的相關(guān) 參數(shù),分析和探討了適合油墨均勻印刷的關(guān)鍵技術(shù)、 油墨印刷過程對高聚物薄膜成型特性的影響,之前 他們 [15] 還基于有限元數(shù)值模擬的方法開展了 IMD 工藝下高聚物薄膜的成型特性研究,利用拉伸試驗 數(shù)據(jù)建立的材料模型,對該鍵盤表面覆膜高壓成型 過程進行了仿真。結(jié)果表明,模具和薄膜之間的摩 擦防止了薄膜的畸變,上述兩者的界面是有效控制 薄膜成型特性的關(guān)鍵界面。G. Kim 等 [16] 認為,薄 膜插入成型 (FIM) 是提高產(chǎn)品表面功能或美學質(zhì)量 的方法之一,并采用黏彈性本構(gòu)關(guān)系描述了聚合物 膜的流變行為,采用恒速單軸高溫拉伸試驗方法獲 得了流變學參數(shù),提出了一種可視化的模式變化預(yù) 測方法,并與實際產(chǎn)品的分析結(jié)果進行了比較,驗證 了該方法的有效性。
T. Azdast 等 [17] 以聚甲基丙烯酸甲酯 (PMMA) 片材作為研究對象,通過有限元數(shù)值模擬方法,利用 自由成型和插塞輔助成型進行了高聚物變形過程中 材料厚度的變化研究,研究了不同溫度下自由成型 和插塞輔助成型方法的不同組合,并根據(jù)每種方法 在最終成型件總高度中所占的比例進行了最優(yōu)化研 究。 S. C. Chen 等 [18] 探討了 0.125~0.2 mm 厚度 的 IMD 成型用高聚物薄膜深拉伸成型與模具溫度、 預(yù)涂膜加熱溫度、插塞速度、插塞保溫時間、插塞熱 成型深度等的影響關(guān)系,研究了薄膜的壁厚變化規(guī) 律和壁厚分布規(guī)律,結(jié)果表明,結(jié)晶溫度對膜的拉伸 比和膜厚變化率影響最大。
綜上所述,溫度對高聚物薄膜成型特性的影響是塑料件 IMD/模外裝飾 (OMD) 成型的關(guān)鍵問題, 且影響成型特性的因素較多,存在一定的相互作用 關(guān)系。上述研究已給出了溫度對高聚物薄膜成型影 響的基本研究方法,但是,研究尚未明確給出溫度對 高聚物薄膜成型特性影響的作用關(guān)系。同時,表征 高聚物薄膜的本構(gòu)模型所采用的參數(shù)多數(shù)為常溫下 獲取,并不能準確表征隨著溫度變化引起的高聚物 薄膜力學參數(shù)變化對成型特性帶來的影響。
筆者在上述研究的基礎(chǔ)上,以聚對苯二甲酸乙二酯 (PET) 薄膜為研究對象,通過自主研制的超高 壓 IMD/OMD 一體高壓成型機進行成型實驗,開展了高聚物薄膜的厚度與回彈性對溫度變化敏感 性的研究,探討了溫度變化對薄膜厚度、回彈量的影響,同時探討了薄膜成型結(jié)構(gòu)對薄膜溫度敏感性的影響。
1 實驗方法
1.1 主要原材料
單 面 加 硬 防 刮 花 PET 薄 膜:T60,厚 度 為250 μm,表面無明顯彩虹紋,拉伸強度 ≥ 160 MPa,標稱加熱收縮率≤ 1%,日本東麗株式會社。
1.2 主要儀器與設(shè)備
高壓 IMD/OMD 氣體成型一體機:HPFM– 350C 型,自制; 千分尺:103–137型,精度為±2 μm,日本 Mitutoyo 公司。
1.3 實驗方法
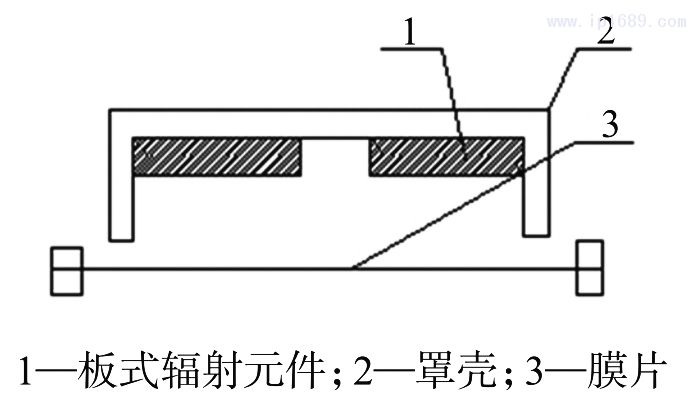
通過進行不同溫度下的高壓成型實驗研究高聚物薄膜熱成型的規(guī)律。超高壓 IMD/OMD 氣體 成型一體機的紅外輻射加熱部件的工作原理如下: 以高熔點的合金材料作為輻射體,通電后由電阻發(fā) 熱而產(chǎn)生熱輻射作為輻射源 [13]。與傳統(tǒng)的加熱方 式相比,紅外輻射加熱可以透入薄膜表面一定深度, 在薄膜厚度只有 0.25 mm 的情況下,具有非常好的 加熱效果。此外,紅外輻射加熱裝置結(jié)構(gòu)簡單,設(shè)備 維護方便,加熱方式易于控制,并且加熱的速度快、 熱量散失小,因此具有很高的加熱效率。
膜片的加熱需要一定的加熱面積,因此在設(shè)計 加熱裝置時,選用板式加熱方式,將輻射元件按一定 的秩序排列在一塊方形板上,板式輻射使得膜片受 熱均勻,且結(jié)構(gòu)簡單,具體的結(jié)構(gòu)簡圖如圖 1 所示, 加熱裝置共有 6 排輻射元件,每排 5 個,共 30 個,每 個輻射元件的溫度都可以單獨控制,在實驗時,通過不斷調(diào)整各區(qū)域的溫度,以達到膜片最好的成型狀 態(tài)。
實驗采用的 PET 薄膜的玻璃化轉(zhuǎn)變溫度為 79°C,而熱成型工藝溫度通常控制在 100~150°C 之間 [14],因此在進行高壓成型實驗時,選擇的膜片 加熱溫度分別為:60,80,100,120,140,160°C,實驗 過程中,上、下模的溫度分別始終控制在 140°C和 130°C。
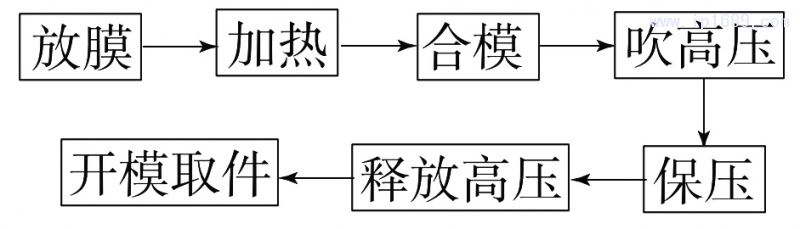
圖 2 是高壓成型實驗的流程圖,具體的實驗步 驟如下:
(1) 放膜。首先將膜片放置在型腔中,并用夾邊 模具固定,利用夾邊模具上的定位銷定位,利用 Y 型密封圈實現(xiàn)裝置的密封;
(2) 加熱膜片。彈出加熱板,所有溫度均采用紅 外輻射的方式來控制,同時可以實現(xiàn)分區(qū)控制;
(3) 合模。利用液壓缸控制開模、合模,并提供 所需要的合模力;
(4) 吹高壓。合模完成后,通過氣壓泵向模具內(nèi) 吹高壓,高壓吹氣壓力為 30 MPa ;
(5) 保壓。高壓保壓時間為 4 s ;
(6) 泄壓開模。達到保壓時間后,泄壓 5 s,之 后開模取件,更換膜片。保持其它工藝參數(shù)不變,僅 改變加熱溫度,繼續(xù)進行實驗。
圖 2 高壓成型實驗流程圖
2 結(jié)果與討論
2.1 溫度對厚度的影響
為了研究溫度對高壓成型件厚度的影響,定義 減薄率 (m) 為:
式中:d0——高聚物薄膜的原始厚度;
d——高聚物薄膜成型后的厚度。
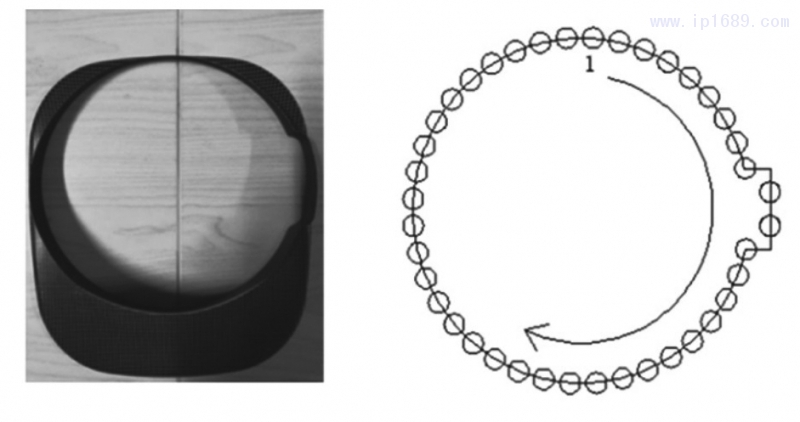
以 某 產(chǎn) 品 成 型 件 為 例 ,將 其 沿 周 向 切 開 ,選 取 40 個測量點,如圖 3 所示,分別測量這 40 個點所在位置的壁厚。成型件薄膜的原始厚度為 0.25 mm,選用千分尺作為測量工具。為了減小誤差,每個點 需要進行兩次測量然后取平均值,記錄并統(tǒng)計各個 溫度下壁厚的測量值。不同加熱溫度下高壓成型件 壁厚的分布如圖 4 所示,其減薄率數(shù)據(jù)列于表 1。
圖 3 成型產(chǎn)品與測量點分布
圖 4 不同加熱溫度下高壓成型件壁厚的分布
表 1 不同加熱溫度下高壓成型件壁厚減薄率數(shù)據(jù)
由圖 4 和表 1 可以看出,隨著加熱溫度的升 高,高壓成型件壁厚的減薄率越來越大,最小減薄 率發(fā)生在 60°C時,最小減薄率為 29.6% ;最大減薄 率發(fā)生在 160°C時,最大減薄率為 47.6%。在高壓 成型件的成型高度最高處,60°C下成型后的厚度為 0.151 mm,160°C下的厚度為 0.131 mm,由此可見, 溫度對高壓成型件壁厚的影響較大。
通過對 6 種不同加熱溫度下高壓成型件壁厚分 布曲線進行對比分析,可以得到如下結(jié)論:
(1) 溫度越高,高壓成型件的厚度越來越薄,因 此,最大減薄率和最小減薄率都隨之升高;
(2) 材料在成型時受到來自各個方向上的拉應(yīng) 力,通過厚度分布可以得出最容易產(chǎn)生破裂的區(qū)域, 在工業(yè)生產(chǎn)中,該區(qū)域是需要重要關(guān)注的位置;
(3) 分析高壓成型件壁厚最薄處的成型情況,發(fā) 現(xiàn)該區(qū)域材料的成型高度最高,由于拉伸作用,沿拉 伸方向流動,在材料一定的情況下,該區(qū)域的厚度也就變得薄。
2.2 溫度對回彈性的影響
高壓成型后部分產(chǎn)品會出現(xiàn)起皺,這是由于材料的回彈造成的,因此在研究薄膜的起皺現(xiàn)象時,實 際上是在研究材料的回彈現(xiàn)象。材料的回彈性是一 個相對復(fù)雜的過程,受到各種因素的影響,例如模具 的形狀、材料的厚度以及性能、摩擦力等眾多因素。 在成型完成后,當壓力被卸載,累積在薄膜材料中的 彈性能都會釋放出來,使得零件的尺寸發(fā)生變化。 在高壓成型時,薄膜會發(fā)生彎曲作用,根據(jù)彎曲性能 原理 [15],一定會產(chǎn)生回彈現(xiàn)象,只是回彈的程度有 高有低。因此,如何預(yù)測回彈是控制高壓成型件質(zhì) 量的關(guān)鍵環(huán)節(jié)。
在預(yù)測和控制回彈方面,常用的方法有解析 法、數(shù)值模擬法以及實驗法。在運用解析法時,首先 通過理論分析研究材料成型的過程,然后依靠數(shù)學 模型揭示回彈產(chǎn)生的機理,但解析法在應(yīng)用時有很 大的局限性,只能適用于簡單的沖壓成型,對于復(fù)雜 的成型,數(shù)學模型難以建立,計算太龐大,對技術(shù)人 員的要求過高,且不適用于生產(chǎn)實際。數(shù)值模擬法 通過建立模型進行計算機仿真研究,本質(zhì)上也是從 理論上研究問題,加工的環(huán)境過于理想化,經(jīng)常與生 產(chǎn)實際不符合。而實驗法與前二者不同,實驗法立 足于生產(chǎn)實際,理論結(jié)合實踐,通過在實驗中獲取不 同的工藝參數(shù)對回彈的影響,分析實驗數(shù)據(jù)來研究 回彈的規(guī)律。綜上所述,實驗法是研究回彈基本規(guī) 律的可靠手段。
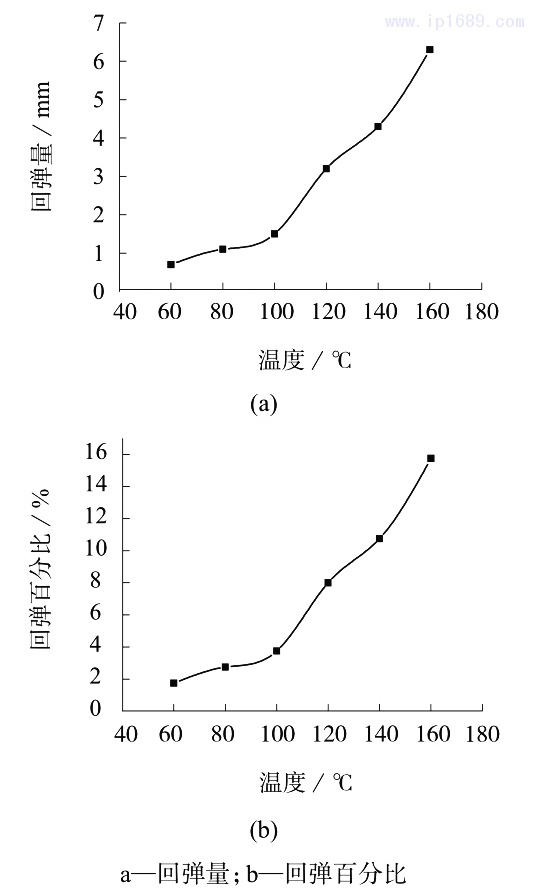
不同加熱溫度下高壓成型件壁厚的回彈性如 圖 5 所示。
由圖 5a 可以看出,隨著加熱溫度的升高,高壓 成型件壁厚的回彈量增大。當加熱溫度低于 100°C 時,回彈量的增長較為緩慢,當加熱溫度超過 100°C 后,回彈量的增長會驟然加快。60°C時的回彈量為 0.7 mm,160°C時上升到 6.3 mm,表明加熱溫度對 高壓成型件壁厚的回彈量有顯著的影響。
回彈百分比按式 (2) 計算 :
式中:w——回彈百分比;
h——回彈量;
h0——高壓成型件設(shè)計高度。
由圖 5b 可以看出,高壓成型件壁厚的回彈百分比與加熱溫度成正比,加熱溫度越高,回彈越嚴重。
a—回彈量;b—回彈百分比
圖 5 不同加熱溫度下高壓成型件壁厚的回彈性
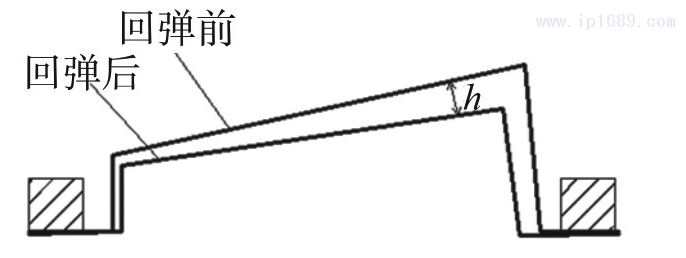
高壓成型件壁厚回彈的本質(zhì)是:高壓成型件成 型后,卸載高壓空氣,在成型過程中儲存的彈性變形 能需要釋放,從而引起內(nèi)應(yīng)力的重新分布,導(dǎo)致高壓 成型件的外形尺寸發(fā)生了相應(yīng)的改變,如圖 6 所示。
圖 6 高壓成型件壁厚回彈示意圖
隨著高壓成型過程中腔內(nèi)的壓力越來越大,在成型高度越高的位置,薄膜的減薄越嚴重,該位置也 是變形最大的位置。高聚物薄膜的成型方式是高壓 吹氣成型,現(xiàn)有的技術(shù)基本能保證厚度的均勻分布, 但在變形區(qū)域較大、成型高度較高的位置,成型完成 后殘余的內(nèi)應(yīng)力越大,當高壓卸載完成后,該區(qū)域的 應(yīng)力得到釋放,導(dǎo)致在變形較大的區(qū)域回彈越明顯。 但在凹模圓角及其周邊的厚度減薄和變形程度則沒 有那么嚴重,卸載后,產(chǎn)生的回彈量較小。
3 結(jié)論
通過實驗研究溫度對高聚物薄膜成型件厚度分布和回彈的影響。設(shè)計了膜片加熱裝置,使用自 制超高壓 IMD/OMD 氣體成型一體機,對 6 種不 同加熱溫度下的高壓成型進行實驗,得到如下結(jié)論:
(1) 在拉伸作用下,材料需要不斷沿拉伸方向補 足,并且材料是定量的,因此在成型高度越高的位置,厚度越薄,隨著溫度的升高,高壓成型件的厚度 變薄,在 160°C下具有最大減薄率,在 60°C時具有最 小減薄率,通過分析厚度的分布情況,得到薄膜最易 產(chǎn)生破裂的危險區(qū)域。
(2) 保壓 4 s 后泄壓,由于腔內(nèi)持續(xù)高壓,產(chǎn)生 的內(nèi)應(yīng)力需要釋放,因此成型件厚度出現(xiàn)回彈,在成 型高度越高的位置,成型件厚度的變形量越大,產(chǎn)生 的內(nèi)應(yīng)力越大,回彈量也越大,在凹模圓角及其周邊 厚度減薄較小,卸載后,回彈也較小。
參考文獻
[1] 盧劍 . 基于薄膜外部成型工藝的模腔機構(gòu)整體設(shè)計 [J]. 塑料工 業(yè),2017,45(2):54–57.
[2] 何丹輝 . 薄膜表面裝飾成型設(shè)備控制系統(tǒng)設(shè)計 [J]. 塑料,2017, 46(1):105–108.
[3] 沈忠良,鄭子軍,歐長勁,等 . 基于雙向拉伸的溫度對高聚物薄膜熱成型性能的影響研究 [J]. 塑料工業(yè),2018,46(5):81–84,88.
[4] Nagarajan B,Castagne S,Wang Z,et al. Influence of plastic de- formation in flexible pad laser shock forming–experimental and numerical analysis[J]. International Journal of Material Forming, 2017,10(1):109–123.
[5] Bonfanti A,Syngellakis S,Bhaskar A. Response and residual curvature of bent-stretched circular rods with applications to metal forming:Closed-form solutions for elastic-perfectly plastic and hy- perbolic hardening materials[J]. International Journal of Mechanical Sciences,2017,123:340–349.
[6] 郭康麗,張一輝,張一銘,等 . 聚合物阻隔薄膜及其發(fā)展應(yīng)用 [J]. 工程塑料應(yīng)用,2018,46(1):128–133.
[7] 宋清華 . IMD 膜成型后變形問題研究 [D]. 杭州 : 浙江工業(yè)大學, 2019.
[8] 徐生,肖國華,黃繼軍 . 汽車空調(diào)觸摸面板 IMR 成型組合模具設(shè)計 [J]. 塑料科技,2018,46(1):90–96.
[9] Zecevic M,Knezevic M. Modeling of sheet metal forming based on implicit embedding of the elasto-plastic self-consistent formula- tion in shell elements:Application to cup drawing of AA6022–T4[J]. Jom,2017,69(5):922–929.
[10] 蘇占偉,孟正華,王輝,等 . 裝飾薄膜對模內(nèi)嵌膜產(chǎn)品力學性能 的影響規(guī)律 [J]. 工程塑料應(yīng)用 .2018,46(10):51–56.
[11] Yoon J H,Hur N,Bae A H,et al. Coupled analysis of injection molding and film forming for identifying film deformation in IMD process[J]. Journal of Computational Fluids Engineering,2013, 18(3):20–25.
[12] Yoon J,Hur N,Bae A H,et al. A numerical analysis on the behav- iors of polymer film and resin in an in-mold decoration process[C]// Conference proceedings of ASME 2013 fluids engineering division summer meeting. Incline Village,NV,USA:ASME Fluids Engi- neering Division. doi:10.1115/FEDSM2013-16399.
[13] Lin Y H,Chen H L,Chen S C,et al. Effect of asymmetric cool- ing system on in-mold roller injection molded part warpage[J]. International Communications in Heat and Mass Transfer,2015, 61:111–117.
[14] Phillips C O,Beynon D G,Hamblyn S M,et al. A study of the abrasion of squeegees used in screen printing and its effect on performance with application in printed electronics[J]. Coatings, 2014,4(2):356–379.
[15] Phillips C O,Bould D C,Claypole T C,et al. Finite element modelling of low temperature forming of polymer films with ap- plication in in-mould decoration[J]. Materials & Design,2009, 30(3):537–550.
[16] Kim G,Lee K,Kang S. Prediction of the film thickness distribu- tion and pattern change during film insert thermoforming[J]. Poly- mer Engineering & Science,2009,49(11):2 195–2 203.
[17] AzdastT,DoniaviA,AhmadiSR,etal.Numericalandexperi- mental analysis of wall thickness variation of a hemispherical PMMA sheet in thermoforming process[J]. The International Jour- nal of Advanced Manufacturing Technology,2013,64(1–4):113– 122.
[18] Chen S C,Huang S T,Lin M C,et al. Study on the thermoforming of PC films used for in-mold decoration[J]. International Commu- nications in Heat and Mass Transfer,2008,35(8):967–973.

























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





