張存娥����,張松
(中煤陜西榆林能源化工有限公司�,陜西 榆林 719000)
摘要:本文介紹了RB-1500LV-G9 型造粒機結構特點及工作原理,并對功能軸承液硫漏 , 造粒效果不佳和鋼帶跑偏、裂紋的故障進行分析,得出了整改措施及檢修方法�,最后根據實踐經驗提出了一些維護���、保養方法����。
關鍵詞:RB-1500LV-69 型造粒機��;結構特點�����;故障分析;維護;保養
隨著煤化工的迅猛發展,煤質脫硫脫硝產生副產品也增多,尤其是煤中的硫化物會轉化為H □S劇毒物質,對人體和生態環境有很大的影響,對脫硫所產生的硫磺進行回收是最環保的工藝�����。根據硫磺特殊的物理和化學特性����,將生產出來的液體硫磺轉換成固態顆粒���,以便運輸����、儲存和二次加工��,硫磺造粒機是硫回收裝置最后一道工序�。是德國瑞恩·費羅舍克于1983年發明�����,由山特維特公司制造,迄今已有二十多年的歷史,本文探討德RB-1500LV-69型造粒機應用�����。
1 RB-1500LV-G9型造粒機結構特點
1.1 RB-1500LV-G9型造粒機結構
RB-1500LV-G9 型造粒機為尖嘴式滴落成型機械�����,有一個旋轉的外轉筒����,轉筒外表面均布凸出式尖嘴���,尖嘴內有圓形通透出料孔��,外轉筒內有定子與其配合��,定子內有物料槽、分布通孔和物料壓力均勻化腔,在壓力均勻化腔下方設有一個分布器�����,定子內兩側有兩個保溫通道��,物料槽下方與分布器相通�,分布器內下方設有物料均勻化空腔�,在尖嘴頂端的下方有冷卻鋼帶,尖嘴頂端的尖端呈六邊形。
1.2 RB-1500LV-G9型造粒機的特點
RB-1500LV-G9 型造粒機生產的產品顆粒形狀及粒度均勻���,顆粒規整,采用薄鋼帶傳熱和噴淋強制冷卻,使融熔物料得到迅速冷凝���、固化����,布料器和鋼帶采用無級調整驅動裝置,可根據生產能力及物料特性連續調節控制���。采用三段溫度控制,溫控儀分步控制各點溫度�����,使物料溫度及物料狀態穩定��,鋼帶在卸料端換向自然彎曲����,使固化顆粒與鋼帶的結合面易于剝落����,減少粉塵,改善操作環境����,操作彈性大���,連續作業��,提高生產效率。鋼帶和布料器均采用變頻調速�����,可根據生產能力和物性方便地調節與控制。
2 RB-1500LV-G9造粒機的工作原理
提升泵將液硫池的液態硫磺送入恒溫管線���,經過濾器到尖嘴式造粒機機頭滴落系統內���,液態物料經分布器���、外轉筒�、機頭模孔后形成圓型液滴����,滴落在移動的鋼帶機上��。鋼帶機的另一面經過冷卻的脫鹽水冷卻至38~50℃,液態硫磺冷卻形成固體圓片狀硫磺�����,利用鋼帶機將
顆粒輸送至出口��,滑落到輸送帶上�,由輸送帶運至包裝機緩沖料倉�����,硫磺顆粒經過計量秤進行自動計量��,將包裝袋套在計量秤出料口上,當達到50kg時自動落入袋中����,經過縫紉機縫口���、倒袋���、噴碼和碼垛,叉運至硫磺倉庫。
3 RB-1500LV-G9造粒機常見故障及處理方法
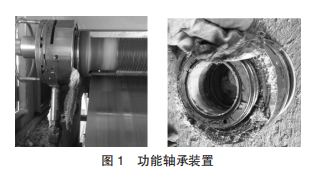
3.1功能軸承部位液硫泄漏
3.1.1故障分析
尖嘴式造粒機功能軸承裝置部位�,經常從軸承內往外滲液硫�,液硫堵塞軸承內外圈��,致使軸承內圈卡死�����,外轉筒裝置也不能運轉,導致電機瞬間過載跳車,圖1為功能軸承泄漏液硫情況�����。軸承座內安裝有機械密封���,旋轉套與外轉筒上的采用法蘭連接�����,防止產品泄漏機體
外�,具有熱膨脹補償作用�����。初步分析密封圈密封不好原因是由于檢修方法不得當�����,旋轉鎖定螺母時用力過大導致密封圈變形,達不到密封效果。
3.1.2 檢修方法
更換密封圈之前先清理軸承內部�����、滴落機��、外轉筒、接收器過濾網�,輕輕的旋緊鎖定螺母����。外轉筒是非常薄的套筒,在筒的外表均布小尖嘴通孔并呈一定形式排列��,在套筒的兩端安裝有套筒驅動法蘭���。需在熱拆冷裝�����,熱態下拆除外轉筒放到清洗筒內���,輕拿輕放外轉筒不得碰
撞外轉筒上的尖嘴�,外轉筒的任何變形或尖嘴的損壞都將影響機器工作性能��,導致顆粒質量下降及產品的造粒產量減少�����。
3.2 造粒成型效果不好,顆粒分布不規則
造粒機在運行過程中,經常也會出現所造顆粒形狀不規則�,主要有顆粒連條�、橢圓形顆粒�����、顆粒粘連或成片���,主要原因為外轉筒過快����,產品過多�,外轉筒轉速太低�����,產品輸入太多����,外轉筒與鋼帶間隙太大���、不等�、傾斜,調整外轉筒與鋼帶間隙����。機頭過濾器堵塞�����,主要原因為操作溫度太低,過濾器堵塞���,應該及時檢查泵和閥,清洗過濾器�,調高操作溫度�,清洗過濾網���。
3.3鋼帶跑偏�、裂紋
3.3.1問題分析
硫磺造粒機鋼帶運行初期連續產生裂紋,鋼帶在運行過程中是動態的左右往復運動�,鋼帶從空轉到投料的過程中�����,因冷����、熱態變化導致鋼帶熱變形跑偏,使鋼帶兩側膠條磨損甚至脫落����。鋼帶正常運行時���,檢查鋼帶的拉緊力�,過大的拉緊力會使鋼帶拉應力較大,產生裂紋現象�。
3.3.2 解決措施
調整轉鼓下方與鋼帶間的橫梁螺母�,鋼帶的松緊度目測應該為波浪形狀��,兩個托輪間鋼帶的最大凹度一般在50~70毫米�����,原則是在鋼帶與轉鼓保持不打滑的情況下,拉緊力越小越好��。檢查鋼帶是否跑偏��,保證鋼帶V形條側面與轉鼓側面不擠壓�����;鋼帶運行時在轉鼓上左右擺動為正常狀況,單靠一邊要檢查是否擠壓���,只要不擠壓即可;鋼帶調整時在機尾轉鼓中心定位一致的前提下����,適當調整機頭轉鼓彈簧進行調節����。鋼帶偏向哪一邊�����,就說明那一邊中心距短,就應旋緊那一邊彈簧壓緊螺母,增加絲杠長度���,加大中心距,補償鋼帶熱變形余量。
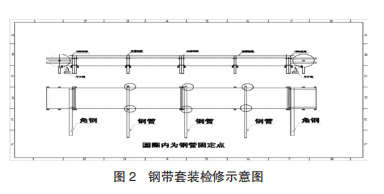
3.3.3鋼帶檢修方法
鋼帶套裝時候�����,首先把機架非進料側的支腿與機架之間的所有螺栓卸開���,把進料側的螺栓全部松開���,防止另一側被吊起的時候機架被拉變形�;用專用工具裝到如圖2所示位置,將三根鋼管均勻的分布并用鐵絲固定在機架上,用千斤頂將機架頂起,然后用布或塑料泡沫紙將支腿頂部棱角包上以免刮壞鋼帶��。將鋼帶托起�,使角鋼和鋼管從鋼帶內側托住鋼帶,用槽鋼頂住角鋼一端��,落下千斤頂���,槽鋼的位置要能保證鋼帶能從機架與支腿之間的縫隙穿過�。然后均勻的將鋼帶向里推動,套上轉鼓���。機器底下與外面都要有人托住鋼帶,慢慢的往里挪動���,套上后將支腿上的保護層去掉,再次用千斤頂頂起機架,撤除槽鋼�����,將機架緩慢放下使之落到支腿上�,然后將兩側的螺栓全部上緊�。
4 造粒機的日常維護和保養
(1)定期檢查機頭兩端機械密封,功能軸承和驅動軸承內機械密封的靜環與旋轉套之間距離不足2mm時���,機械密封磨損需要更換。轉鼓軸承����、 脫模劑膠輥軸承�����、拖輪軸承運行2個月時間需要加潤滑脂進行保養����,減速機3個月加一次潤滑油或更換油脂����。
(2)每天檢查每個水噴嘴是否噴水到鋼帶上或堵塞,要及時更換堵塞的水噴嘴���。
(3)檢查滴落機造粒形狀,用于判斷滴落機是否運行正常����,鋼帶上顆粒顯現大量結片會使鋼帶局部過熱變形損壞���;定期清洗過濾網�、軸承及外轉筒��,調整外轉筒與鋼帶間隙及滴落角度�����。
(4)檢查卸料刮刀�、拖輪部位、轉鼓清潔刮刀是否磨損��,以防止磨損部件損壞鋼帶�����、轉鼓�����。
(5)嚴禁長時間空轉、無冷卻水開機�,停機時不能停滴落機的伴熱��,電控柜總電源電不能停。
5 結語
RB-1500LV-G9 造粒機是把液硫轉換成硫磺顆粒最有經濟效益的一種設備���,可以減少硫磺物的排放量,保護環境����。該設備為進口設備��,自動化程度較高,必須做好日常維護���、保養工作,及時分析與處理故障��,不斷摸索檢修方法��,為設備以后大�、中修積累經驗����。
參考文獻:
[1] 瑞恩·費羅舍克 . 硫磺造粒機操作維護手冊 [J].德國:山特維特公司 .
[2] 杜雅琴 , 劉雪偉 . 脫硫設備運行與檢修技術 [J].北京:中國電力出版社 .
[3] 何瑞珍 , 武海斌 . 化工設備維護與檢修 [J].化學工業出版社 ,2017,8(1).























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





