楊海波 上海瑞寶造粒機有限公司��,上海 201614
摘 要:應國內煉油企業硫回收裝置中液態硫磺冷卻成型的需要,在分析����、吸收、消化國外旋轉式造粒機的基礎上,遵循機械設計原理及流體力學定律,設計出一套更加適合于國內硫回收裝置配套使用的液態硫磺冷卻成型用尖嘴式造粒機���。文章詳細論述尖嘴式造粒機的結構設計,工作原理,以及生產中工藝參數的調整確定����,如處理量�、供料壓力���、溫度�、水流量、顆粒大小�����、冷卻水溫���、卸料溫度的相互作用關系����,最終確定最佳工藝參數及設備結構參數,為尖嘴式造粒機的廣大使用者能夠充分了解造粒機的設計結構�,工作原理����,從而正確使用造粒機�����,減少故障的發生�����,達到平穩生產提供理論依據。
關鍵詞:尖嘴式造粒機��;結構設計����;工作原理���;工藝參數
引言
隨著我國煉油企業硫回收裝置的增多�����,以及規模的增大���,對液態硫磺的冷卻成型設備的需求也越來越多��,國產化硫磺造粒機的應用也迫在眉睫。本文通過詳細論述尖嘴式硫磺造粒機的結構設計以及各種工藝參數的研究���,為現有尖嘴式硫磺造粒機使用者能夠充分了解其設計結構,正確操作造粒機�,減少故障��,提供理論依據。
1 尖嘴式造粒機的結構設計
1.1 尖嘴式造粒機工藝過程
尖嘴式造粒機是將熔融液態硫磺冷卻成扁半球顆粒產品的旋轉機械��,為了達到這個目的����,配套工藝過程設備是必不可缺少的�。
克勞斯硫回收裝置產生的液態硫磺��,大約在150-160度儲存在帶有蒸汽盤管的液硫地池內��,溫度進一步冷卻到130-140度,然后由保溫潛液泵經蒸汽保溫夾套管線送入尖嘴式造粒機的滴落機內���,滴落機把送過來的液態硫磺分成小液滴,布滿在下方運行著的冷卻鋼帶上��,鋼帶下方噴冷卻水��,液滴的熱量經鋼帶被冷卻水帶走,液滴運行到機器尾部就冷卻凝固成扁半球顆粒�����,由刮刀刮下�����,經下料斗流入料倉打包裝袋����。整個冷卻固化過程大約需要10秒鐘���,液滴由130-140度降低到熔點119度����,然后在119度完成相變過程,由液態變成固態�,釋放固化熱�����,然后再由119度冷卻到65度以下,出料狀態���。
1.2 整體結構設計
為了完成上述工藝過程,整個造粒系統主體設備是尖嘴式造粒機����,它包含滴落機和鋼帶機二大部分�����,同時還需要有液硫儲存池或夾套罐���、物料泵��、過濾器���、包裝機等配套設備聯合使用�����。物料泵的作用是要將所需的熔融液態硫磺輸送到滴落機內,輸送量及壓力要達到滴落機的要求��,一般由過濾器系統中的夾套球閥控制給料量���,給料量不足供料壓力低����,就會影響滴落機的造粒能力和顆粒度。也可以采用夾套齒輪泵由變頻器來調節泵的轉數來控制給料量的大小。過濾器是將物料中夾帶的雜質過濾掉,防止堵塞造粒機中的分布孔眼����,同時過濾系統中的夾套球閥����,又起著調節給料量大小的作用���。造粒機尾端的包裝機把造粒機造成的固體顆粒打包裝袋�。
1.3 滴落機結構及工作原理
尖嘴式造粒機的核心技術就是滴落機分份滴落成型技術,就是把物料泵輸送過來的液態硫磺分成若干大小均等的液滴����,噴落在下方的冷卻鋼帶上����,外轉筒繞定子軸作高速回轉運動���,外轉筒表面鉆有數千個小孔���,這些小孔呈一定方式排列�����,定子軸是一個圓棒���,內部開有一個物料通孔和兩個加熱保溫通道����,定子底部安裝有分布器�,分布器底部開有物料壓力均衡溝槽,當外轉筒繞著定子軸轉動時���,外轉筒上的尖嘴經過定子底部時,一定量的物料就會通過外轉筒上的小孔噴出����,落到下方冷卻鋼帶的表面上��,冷卻成固體顆粒。
1.4 鋼帶機結構及工作原理
鋼帶機的作用就是把滴落機噴灑在冷卻鋼帶上的液滴冷卻固化成固體顆粒�。其主要作用是對滴落在鋼帶上表面的液態物料進行冷卻��、固化和輸送。鋼帶由設置在卸料端的電機減速機驅動�����,驅動方式為齒輪傳動��,空心軸直聯式,轉速采用變頻器進行調整���。在鋼帶的下部設置有噴淋冷卻段,對鋼帶的背面噴淋冷卻����,在鋼帶運行過程中實施對液態顆粒的間接冷卻��,顆粒不會遇到水,冷卻水也不會被顆粒污染���,被冷卻好的顆粒由卸料端刮刀刮下,經下料斗流出至包裝機料倉�。
2 電路控制系統
2.1 工藝參數的控制
尖嘴式造粒機的所有電氣控制點由一臺PLC電腦編程控制軟件控制�����,電氣控制為現場正壓通風型防爆控制柜一臺,控制柜內安裝有總電源控制����、常規的電氣控制儀表����、變頻器����、液晶顯示屏等。通過現場正壓通風型防爆控制柜上的開關按鈕實現對單臺成型機現場控制�����,包括滴落機的開?�?刂啤搸C開?����?刂啤⒁L機開?���?刂?���、保溫氣動球閥開/關的控制�����,緊急停車及安全連鎖停車的控制���。系統啟動連鎖順序:成型機的引風機———成型機的鋼帶機———成型機的滴落機———夾套氣動球閥����。當接受到包裝機系統緩沖料斗高料位報警信號時(開關量)��,以及工藝參數超標或緊急按鈕或拉線被拉動時���,氣動夾套球閥立即關閉����,停止供料����,造粒機也停止運行����。
2.2 滴落機參數的控制
滴落機轉數變頻調速控制,保證外轉筒的運行速度與鋼帶機的冷卻鋼帶速度相等。當滴落機變頻器故障或電機故障���,給料氣動閥立即關閉。鋼帶機、引風機電機瞬時停機。
2.3 鋼帶機參數的控制
鋼帶機鋼帶運行速度變頻調速控制�,保證鋼帶機的冷卻鋼帶運行速度與外轉筒的速度相等��。鋼帶機變頻器故障或電機故障,給料氣動閥立即關閉。滴落機��、引風機電機瞬時停機�����。
2.4 鋼帶防跑偏的控制
鋼帶跑偏限位開關被鋼帶跑偏時動作撞擊�,給料閥立即關閉�,鋼帶機、滴落機���、引風機電機瞬時停機���。
3 造粒機性能參數的研究
造粒機的產量主要取決于鋼帶機的物料冷卻能力����。鋼帶速度和物料的冷卻時間決定產量����。根據機器產量的要求���,物料密度��,冷卻時間,依據熱傳遞原理�����,即可計算機器尺寸大小和冷卻水的消耗���。尖嘴式造粒機主要技術參數的設計計算:
尖嘴式造粒機的造粒能力主要取決于鋼帶冷卻器的冷卻固化性能即機頭滴落下的液滴��,能否在鋼帶上冷卻固化成粒,這就需要確定出鋼帶冷卻器及產品顆粒的主要技術參數:(1)冷卻鋼帶有效寬度B(毫米);(2)單位顆粒產品的質量M(千克/個);(3)顆粒冷卻固化時間t(分鐘);(4)鋼帶冷卻區長度,即有效冷卻長度L(米);(5)所需冷卻水量�����。
(1)冷卻鋼帶有效寬度B(毫米)
根據造粒機造粒工作原理可知,鋼帶是顆粒產品的冷卻固化承載體或稱輸送體��,鋼帶愈寬��,承載的顆粒就愈多����,冷卻固化的產品產量就愈大�����;根據目前機加工水平及生產的實際要求�,鋼帶寬度確定為1.5米寬����,上述1.5米寬鋼帶并非機頭布料寬度,由于鋼帶呈環形繞兩轉鼓運行時因制造����、安裝及冷熱應力不均等因素影響���,會造成鋼帶跑偏,為了防止鋼帶跑偏�����,在鋼帶背面兩側邊緣粘有V形橡膠條起導向作用���,亦稱V形導索���,其耐熱溫度不大于80度�����,為了防止V形導索受熱脫落�����,所以產品布料液滴距鋼帶兩側邊緣應為60毫米,故鋼帶的有效寬度為:B=1500毫米-120毫米=1380毫米���。
(2)單位顆粒產品質量(千克/個)
單位顆粒產品的質量主要由產品的密度、產品的熔融粘度�、產品的顆粒形狀三個因素決定���。其顆粒產品質量計算如下:
設:顆粒直徑為D毫米��,其高度為H毫米,其體積為V立方毫米。其密度為P千克/立方米����,其質量為M千克
所以單位產品顆粒質量為:M=V×P×109千克/個�����。
(3) 顆粒冷卻固化時間t(分鐘)
顆粒冷卻固化時間主要與鋼帶背面噴冷卻水效果����、水溫、顆粒周圍空氣的溫度、產品熔點及其物理性質有關�����,具體通常由實驗及經驗確定�����。
(4)鋼帶冷卻區長度�,即有效冷卻長度L(米)
產品液滴在鋼帶上冷卻固化時間為t分鐘����;造粒機的造粒能力為C千克/小時,顆粒間距為S毫米�,呈正三角排列���,則在鋼帶橫向布料顆粒數為n個:n=B/S+1�����;在造粒能力C下的顆粒數為N個/分鐘:N=C/60/M�;在造粒能力C下鋼帶應達到的速度v米/分鐘:v=(N/n-1)×S×0.866/1000�;所以鋼帶冷卻區部分長度,即有效冷卻長度L(米)為:L=vxt����。
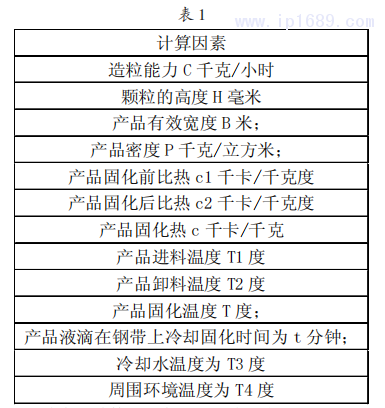
(5)所需冷卻水量
所需冷卻水量計算因素主要如表1所示����。
在該產品計算中:產品固化前所放熱量Q1千卡/小時:Q1=C×c1×(T1-T);
產品固化時所放熱量Q2千卡/小時:Q2=C×c�;
產品固化后所放熱量Q3千卡/小時:Q3=C×c2×(T-T2)��;
鋼帶所放熱量Q4千卡/小時:Q4=q×Cst×(T4-T3)×v×60���,其中q-鋼帶單位長質量(千克/米)���;Cst-鋼帶比熱0.12(千卡/千克度)�;
泵所放熱量Q5千卡/小時:Q5=N×860����,其中N-泵的功率(千瓦),1千瓦=860千卡/小時����;
冷卻水罐吸熱Q6千卡/小時:Q6=8×Fkw����,Fkw-罐表面積��;
考慮其它熱損失Q7千卡/小時:Q7=20×(Q1+Q2+Q3+Q4+Q5 +Q6);
總熱量Q千卡/小時:Q=Q1+Q2+Q3+Q4+Q5+Q6+Q7�;因此所需冷卻水量W立方米/小時:W=Q/(Cw×Pwx△T), Cw-水比熱1(千卡/千克度)�,Pw-水的密度1000千克/立方米,△T-冷卻水溫����。
4 應用效果
4.1 造粒機結構尺寸設計計算實例
廣州石化廠需一臺硫磺用尖嘴式造粒機����,要求產量為6000千克/小時���,顆粒直徑為6毫米����,顆粒高度為1.7毫米����,硫磺密度為1890千克/立方米,熔點為119度�。卸料溫度為65度�,因此其機器的結構尺寸計算如下:根據上述已知條件得單位顆粒產品質量M千克/個:M=5.0×10-5�����;冷卻鋼帶有效寬度B=1380(毫米)�,則根據計算可得由產品液滴在鋼帶上冷卻固化時間為0.17分鐘����;造粒機的造粒能力為6000千克/小時;顆粒間距為7毫米呈正三角排列:得鋼帶冷卻區部分長度�����,即有效冷卻長度L(米):L=61×0.17=10.37米��,機器總長確定為13米���;而根據用戶的實際使用����,目前產量正常為6000千克/小 時,最大可達6500千克/小時�����,卸料實際溫度60度小于設定溫度��,用水量24立方米/小時�,水溫實測32度�,回水溫度實測38度����,伴熱蒸汽溫度145-150度。使用效果良好��。
4.2 產量大小的影響因素
影響旋轉式造粒機的主要性能的參數有兩種�,一種是工藝調節參數;另一種是結構設計參數��。
工藝調節參數是獲得較好顆粒形狀的技術參數之一�����,必須嚴格控制�,包括如下參數:
(1)進料溫度:對于液態硫磺造粒最佳溫度為128度��,當溫度超過135度造粒效果差�。
(2)進料壓力:經過測試硫磺進料壓力在0.2-0.3MPa最佳�����。
(3)進料量:進料量應在造粒能力范圍內�����。
(4)筒帶速度:筒帶速度應在可調范圍內,以保證產量的適當變化及粒度的變化���。
(5)外轉筒與鋼帶的速度關系因受物料性質影響,一般機頭的速度要略高于鋼帶的速度����。
(6)外轉筒與鋼帶間隙:取決于物料性質�����、進料溫度及壓力����,經過實際調整間隙4-6毫米為最佳。
(7)滴落角度:經過現場調整比對�����,確定向前傾斜5度最佳�。
(8)機頭位置:機頭安裝位置應偏后,在一定距離內�。
(9)冷卻水溫度�、本臺機器在進水壓力0.2MPa時水量約24立方米/小時�����。
結構設計參數是指造粒機設計制造時所確定的結構參數�����,不隨操作工藝而變,是造粒機固定技術參數,因此�,對一定產量的產品��,其結構參數是確定不變的,它包括如下幾個方面:
(1)外轉筒通孔直徑及結構:外轉筒通孔直徑對于不同物料及對顆粒直徑的大小要求不同,其外轉筒通孔直徑也作適當變化�����。
(2)通孔間距:通孔間距取決于用戶要求產品的最大粒度���。
(3)分布器:分布器結構由產品的粘度而確定。
(4)冷卻長度:造粒機的冷卻長度取決于液滴冷卻固化時間,物料性質及造粒最大產量�����,造粒機的冷卻長度是按最大造粒產量條件下給出的��,當產量減小時仍然適用。
(5)水噴嘴:水噴嘴的結構決定冷卻效果及產量���。
4.3 顆粒成粒率的影響因素
一臺尖嘴式造粒機顆粒率大小受內在影響因素和外在影響因素影響。內在影響因素主要包括:外轉筒是否變形�、孔眼是否堵塞�;分布器是否變形��;分布器方管孔眼是否堵塞等�����;外在影響因素主要包括:外轉筒與鋼帶間隙;滴落角度;滴落機速度�����。
4.4 產品含水量的影響因素
由于液態硫磺冷卻固化時�����,液滴和鋼帶的粘接力很大���,在不加脫模劑時顆粒很難刮下��,并有大量顆粒破碎,鋼帶表面加上脫模劑后�,顆粒硫磺就很容易從鋼帶上刮下�����,并且不容易破碎,但顆粒硫磺含水量就增加了�����,最初使用單刮刀時�����,含水量就不容易控制,后來經過反復試驗���,現在設計出一種雙刮刀脫模劑涂抹機構就很好地解決了硫磺帶水量大的問題,經過用戶實際使用效果良好�,今后所有再出廠的機器全部配備雙刮刀機構��。
5 結論
本文探討的硫磺冷卻成型用尖嘴式造粒機,造粒能力6000千克/小時���,通過現場實際應用,得出下列結論:
(1)工藝參數的確定:液態硫磺進入造粒機的溫度在125-128度最佳�,最高不能超過135度�����;供料壓力范圍在0.2-0.3MPa范圍內最佳,低于0.2MPa產量不能達到6000千克/小時��;蒸汽伴熱溫度在145-155度最佳����,過低或過高都無法保證正常運行;冷卻水溫度在32度以下最佳����,過高卸料溫度無法滿足����;冷卻水壓力入口處0.2-0.3MPa最佳冷卻水流量要求24立方米/小時��。
(2)結構參數的確定:鋼帶寬度1500毫米滿足使用要求���;機器冷卻段長度10米滿足使用要求;鋼帶線速度70米/分鐘滿足使用要求��。
參考文獻:
[1] 佚名.尖嘴式造粒機[J].自動化應用,2001.
[2] 尖嘴式造粒機通過鑒定[J].化工新型材料,2000(02):39.
[3] 楊延峰�,袁香玲.尖嘴式滴落成型造粒技術在硫磺成型上的應用[J].科技創新與應用����,2012(17):39.
[4] 張強����,王軍,趙光紅.造粒機常見切粒故障分析及處理方法[J].科技創新與應用��,2014(13):107.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





