宋宏宇����,劉吉波����,甘振昱
中國葛洲壩集團綠園科技有限公司,深圳 518000
摘要:廢塑料是我國塑料制品的重要原料來源之一�����,其再生利用不僅有利于節能減排���,而且推動了我國循環經濟實體產業的發展�。廢PET瓶的回收利用是塑料再生的重要組成部分之一,但廢PET再生過程污染問題突出��,需強化再生過程污染防治�����,其中就包括回收過程中的廢水處理。針對上述問題,本文對某廢 PET瓶回收利用生產線廢水處置進行了研究��,對原有水處理系統進行了改造��,并提出了一套有效的回收廢PET瓶廢水處置的方案����。
關鍵詞:廢PET瓶�;新型助凝劑;MBR膜;廢水回用;水質檢測
PET被廣泛應用于各種飲料的盛裝容器��,但多為一次性使用�����,大量廢PET瓶被丟棄��,由于PET瓶自身降解需要200-400年,大量廢棄PET瓶會造成嚴重的環境污染,目前廣泛應用的廢PET瓶處置方式是經分選�����、破碎�����、洗滌�����、干燥后制取生產聚酯纖維的原料[1]。而在處置過程中會產生大量的清洗廢水���,廢水中的主要有COD、BOD�、SS和動植物油等污染物,如不經處理會產生二次污染�,因此需要通過完整的廢水處理工藝��,達到大部分水循環回用,其余要求達標排放����。本文對某廢PET瓶回收利用生產線廢水處置進行了研究�,對原有水處理系統進行了改造����,并提出了一套有效的回收廢PET瓶的廢水處置方案[2]。
1廢水基本情況
廢水中污染物種類���、濃度與企業生產所使用的廢PET來源密切相關,PET瓶主要來源于各種液體包裝���,其內容物決定了清洗和破碎工序,產生的廢水中有機物�����、懸浮物含量高。據報道�,一般的廢塑料清洗和破碎產生的廢水COD可達2000mg/m3���,SS可達500mg/m3���,其廢水產生量可達300t/d���。部分清洗廢水還存在油脂��、溶解物、pH污染物及有毒物質等�����。清洗廢水成分復雜�、累積濃度高�����,屬難降解有機物�����,是再生PET行業水處理重點[3]。
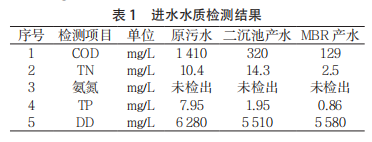
某生產線主要從事廢塑料的回收利用����,在生產過程中產生一定量的廢塑料清洗廢水�����,廢水中的主要有CODCr、BOD��、SS���、PH和動植物油等污染物��,需要通過完整的廢水處理達到部分回用�,其余達標排放�����。某生產線廢水設計最大處理量為Q=150m3/h�,設計處理站回用水量為Q=75m3/h���。進水水質檢測結果如表1所示�����。
2 主要工藝問題及解決方案
2.1 小尺寸碎屑較多
廢水含有大量塑料碎屑,密度低于水,碎片直徑1-6mm,較難處理��,現狀工藝設計預處理不充分���,導致大量碎片進入原隔油池���、原水調節池��、生化厭氧池���,形成浮渣�。
為解決上述問題�����,增加2臺孔徑為1mm的轉鼓格珊��,一用一備。同時,考慮增加氣浮裝置(加壓溶氣氣?��。环矫嬗糜谟推可a線恢復運行時去除水中的小粒徑的乳化油����、溶解油�,另一方面可以去除密度小于或約等于水的懸浮物,降低后續生化系統負擔。
氣浮主要起固液分離作用(同時可以降低COD、BOD���、色度等)。在原水中加入絮凝劑PAC或PAM����,經過有效絮凝反應(時間、藥量和絮凝效果須由試驗測定)后,原水進入組合氣浮接觸區��。在接觸區內��,溶氣水中的微氣泡與原水中油類�����、絮體相互黏合,一起進入分離區,在氣泡浮力的作用下,絮體與氣泡一起上升至液面��,形成浮渣��。浮渣由刮沫裝置刮至污泥區����。下層的清水通過集水管自流至清水池�。其中一部分清水回流,供溶氣系統使用����,另一部分則排放[4]��。
回流清水經過射流吸氣裝置,在一定的工作壓力下����,使空氣最大限度地溶入水中����,成為溶氣水����,溶氣水在氣浮接觸區內,通過釋放裝置的快速減壓釋放,形成直徑在15-30μm的微氣泡。該微氣泡可與原水中絮體相互黏合,浮于氣浮表面即可去除絮體。
2.2 絮凝效果不佳
由于助凝劑(PAM)絮凝效果不佳�,且對濃度控制不精準�����,流入廢水成分波動較大等原因�����,有機雜質去除不充分���。根據此情況���,選用了新型助凝劑�,并安裝廢水濃度和加料聯動的自動加料控制系統����,精確控制加藥量,有效加強了絮凝效果�����,降低了加藥量��。
2.3 廢水COD含量較高
生產線要處理大量廢油瓶����,導致廢水中COD含量升高��,生化系統的處理嚴重不足�����,致使產水中COD含量超標���。為解決上述問題,該生產線增大了生化系統水解池���、厭氧池、好氧池的處理能力(提升3375m3)����,延長廢水處理的停留時間��。其次,增加了曝氣充氧裝置和自動反洗和在線化學清洗裝置�����,大大提高了COD的處置效率[5-7]��。
2.4 回用水質量不達標
回用水經過幾次循環��,某些成分會超標,可能對主線的處理效果造成較大的影響[8-9]���。為解決上述問題,該生產線新增了MBR系統���,采用新型的絮凝劑和MBR膜配合,MBR膜不易堵塞����,容易清洗�����,水通量大,大大降低了回水中有害物質的含量���。
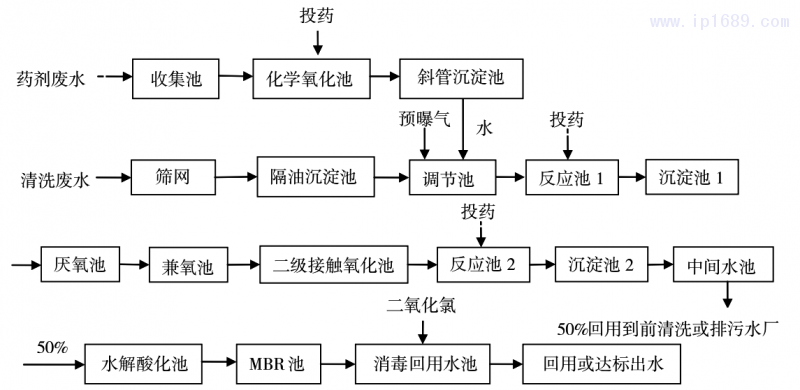
3 工藝方案
本研究采用的工藝方案如圖1所示,該工藝很好地解決了原方案二沉池出水和回用水質無法達到質量指標的問題�。
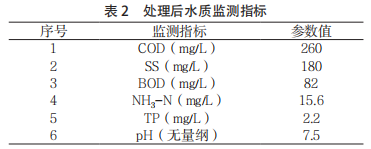
4 試驗結果
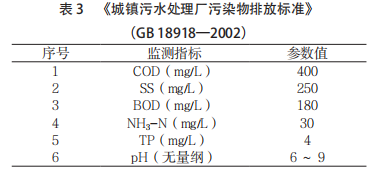
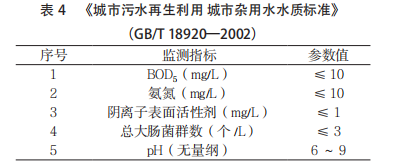
本研究通過工藝改進對某生產線廢水處理進行了處理�,廢水經處理后標準如表2所示�����,水質達到《城鎮污水處理廠污染物排放標準》(GB 18918—2002),如表3所示。其中50% 水量需要進行深度處理�����,回用于造粒車間廢塑料的清洗����,水質要求達到《城市污水再生利用 城市雜用水水質標準》(GB/T 18920—2002),如表4所示���。水質要符合一級A標準,其中COD≤50 mg/L���,SS≤10 mg/L[10-11]。
5 結論
本文論述了某生產線水處置的處理系統及其機制,通過采用改進各污水處理的關鍵步驟和添加新的物理和化學處理手段等措施,排放污水質量達到了《城鎮污水處理廠污染物排放標準》(GB 18918—2002)乃至《城市污水再生利用城市雜用水水質標準》(GB/ T18920—2002),成功達到了污水穩定達標排放�、廢水高效經濟回用的目的��。
參考文獻
1 駱偉,趙艷玲 . 再生塑料行業前景看好[J]. 中國石化,2016,(4):35-36.
2 湯桂蘭���,胡彪,康在龍,等 . 廢舊塑料回收利用現狀及問題[J]. 再生資源與循環經濟����,2013��,(1):31-35.
3 陳鰻 . 廢塑料洗滌水污染及處理研究進展[J]. 塑料科技,2015,(6):94-97.
4 溫勇�����,杜建偉���,項贊��,等 . 廢舊塑料再生造粒清潔生產的潛力分析與途徑探討[J]. 環境保護,2013�,(21):53-54.
5 陳琦瑋 . 廢塑料洗滌廢水處理綜述[J]. 資源再生�,2008,(12):50-51.
6 蘇開華���,張尚先 . 塑料再生行業的環境污染與發展探討[J]. 塑料制造,2009����,(11):74-75.
7 關震宇�����,周文樂 . 瓶用鈦系聚酯的合成及性能研究[C]// 中國化學會2017全國高分子學術論文報告會 .2017.
8 雷瑞,馬養民,楊秀芳 . 廢棄PET瓶降解制備花椒籽油水性醇酸樹脂[J]. 涂料工業����,2019���,(4):34-40.
9 李劍 . 廢棄PET瓶的回收利用與再生料工程塑料化改性研究進展[J]. 中國新技術新產品��,2017,(20):100-101.
10 紀漢鋒,馬馳���,高天旭,等 . 廢棄聚酯制季銨鹽對印染廢水的絮凝性能研究[J]. 中國環保產業,2018����,(7):57-59.
11 畢瑩瑩 . 廢PET分級利用基準與再生利用技術實驗研究[D]. 成都:西南交通大學��,2017.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





