查 燕,鄭方莉,肖 劍,楊衛民,謝鵬程∗
(北京化工大學機電工程學院,北京 100029)
摘 要: 為提高復合材料注塑件的仿真準確性,基于多尺度聯合仿真方法,以汽車發動機正時鏈條導軌為例,根據導軌纖維配向以及結構應力分布情況,設計了導軌減量化結構,在保證整體應力水平在安全范圍內的同時,最大應力降低了12 %,質量減輕了4 %,實現了汽車發動機正時鏈條導軌的減量化設計。
關鍵詞: 減量化;聯合仿真;復合材料;注射成型
前言
數據顯示,我國固體廢物年產生總量超 1×1010 t,其中廢棄塑料約為6. 3×107 t,由于塑料的化學結構穩定,難以自然降解,回收成本過高,不當使用和處置致使環境污染指數遞增[1]。針對解決這一現象,減量化理念應運而生。減量化設計的原則是通過巧妙的結構設計,在保證產品強度等安全性能的同時,減少原材料的用量,從源頭節約資源,減少廢棄物的產生[2],是實現資源有效利用,塑料污染源頭防治的有效途徑之一。
復合材料作為綜合性能優異的輕質材料替代了傳統鋼材被廣泛應用于汽車制造行業,具有質輕、高強度和比模量等優點,其中復合材料的力學性能是由基體和增強相復合后顯現的綜合特性,但由于纖維和基體在力學性能上相差很大,加之纖維形狀和分布的隨機性,導致復合材料的宏觀力學性能非常復雜[3]。目前,有限元仿真分析被廣泛應用在產品設計及性能評價中,但傳統的結構分析軟件是假設材料各向同性,忽略了由于材料成型工藝所導致的材料各向異性對于結構性能評價的影響,在結構設計中常存在優化盲區、保守設計等局限性,導致產品呈現厚重、系統容積大等問題。為了很好地解決這些問題,多尺度聯合仿真成為首要選擇。張立強等[4]基于多尺度聯合仿真對汽車前罩進行剛度仿真,驗證了多尺度聯合仿真方法具有更高精度和可靠性。張玉麗等[5]基于聯合仿真技術實現了復合材料注塑零件輕量化設計。綜上,本文基于多尺度聯合仿真技術對復合材料注塑成型進行研究,以汽車發動機正時鏈條導軌為研究目標,進行汽車發動機正時鏈條導軌的減量化設計。
1 多尺度聯合仿真技術
傳統的仿真方法在進行結構性能分析時將實驗所得的材料參數直接賦予整體結構,也就是認為制件的材料屬性處處相等,從而忽視了成型工藝導致的材料各向異性對于結構性能評價的影響,這樣所得到的仿真結果往往與實際不符,甚至存在很大誤差[6],最終無法準確有效地對制品進行性能評價。隨著復合材料被廣泛應用于汽車注塑零件,相比較傳統仿真方法,聯合仿真技術能夠綜合考慮復合材料非線性特征、注射成型工藝特點等因素,從而更可靠地預測產品的力學性能。
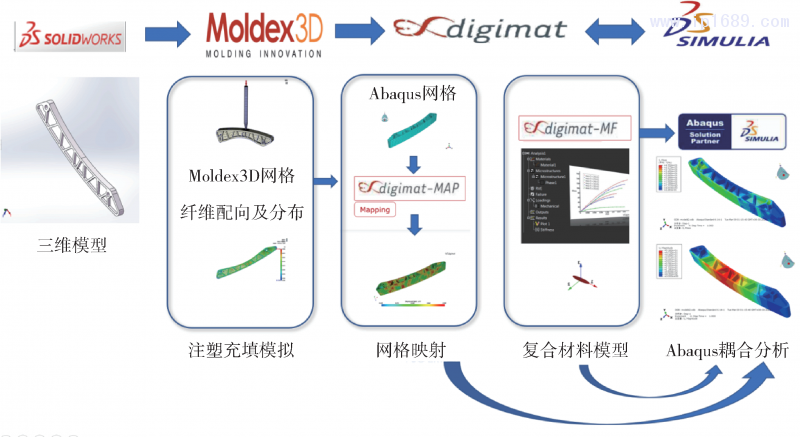
本研究所采用的多尺度聯合仿真技術是通過Mol-dex3D模流分析軟件、Digimat 材料建模軟件和Abaqus 性能分析軟件綜合評價,保留注射成型工藝特點,分析制件微觀纖維配向及分布與宏觀力學性能之間耦合關系,從而更合理可靠地預測制件的力學性能,為進一步優化結構達到減量化設計提供可靠的技術支撐。其中聯合仿真技術路線如圖1所示,首先通過三維建模軟件建成正時鏈導軌模型導入Moldex3D軟件,劃分工藝仿真網格,并進行正時鏈導軌注射成型過程分析,獲得導軌的纖維分布和配向信息,并通過Digimat-MAP 模塊將纖維分布和配向信息映射到 Abaqus 結構分析網格中;最后將Digimat-MF模塊建成的材料模型連同Digi-mat-MAP模塊得到的映射模型同時導入到 Abaqus進行結構力學性能仿真分析。
圖1 多尺度聯合仿真技術路線
2 多尺度聯合仿真模型的建立
以汽車發動機正時鏈導軌為研究對象,導軌的強度和剛度對整個發動機的穩定運行和壽命存在很大影響[7-9],按照多尺度聯合仿真技術路線,針對汽車正時鏈導軌進行聯合仿真模型建立及分析,具體流程如下。
2. 1 分析前處理
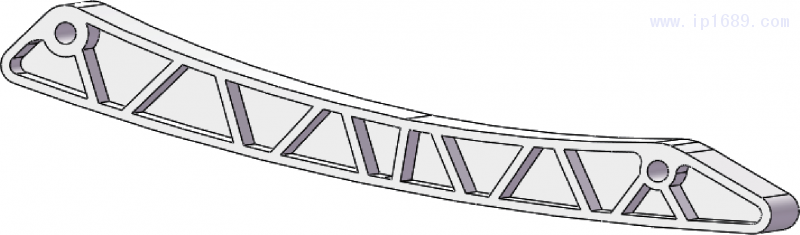
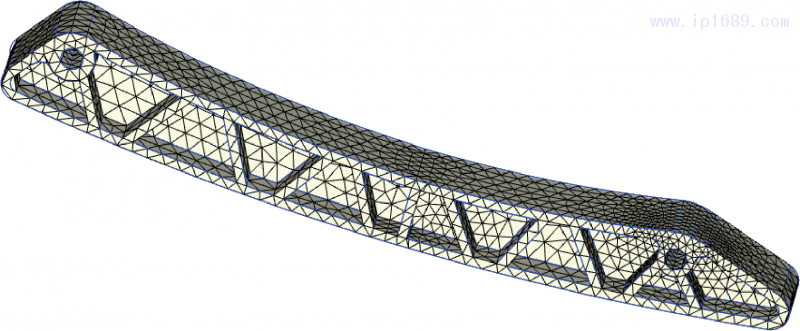
通過建模軟件 Solidworks 建立汽車發動機正時鏈條導軌的三維模型,如圖2所示,并將其導入到模流分析軟件 Moldex3D劃分工藝仿真網格,如圖3 所示。
圖2 汽車發動機正時鏈條導軌的三維模型
圖3 汽車發動機正時鏈條導軌的工藝仿真網格
2. 2 模流分析
汽車發動機正時鏈條導軌的材料采用巴斯夫股份公司的Uitramid A3WG6(聚酰胺 66+30 % 玻璃纖維),澆注系統采用一點進澆。根據制件要求與材料屬性設置工藝參數:模具表面溫度設為85℃,熔體溫度為290℃。當控制條件充填體積達到98 %時進行速度/壓力切換,保壓時間持續8. 3 s,其余參數采用 Mold-ex3D 系統默認。
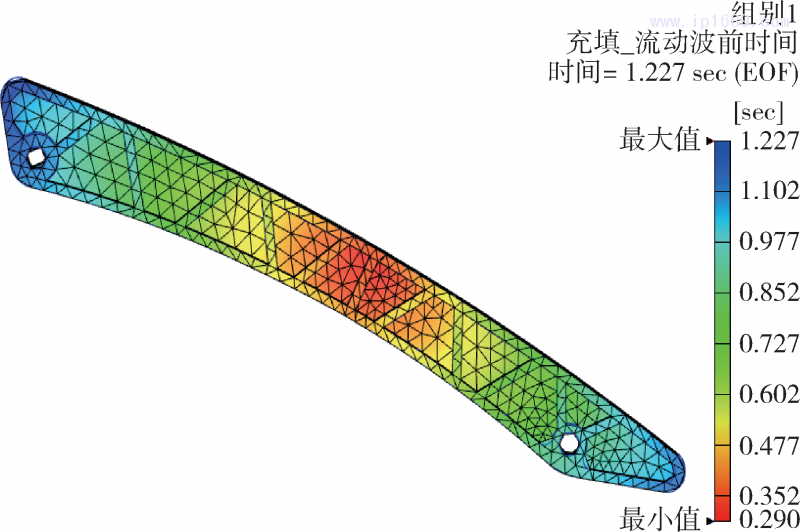
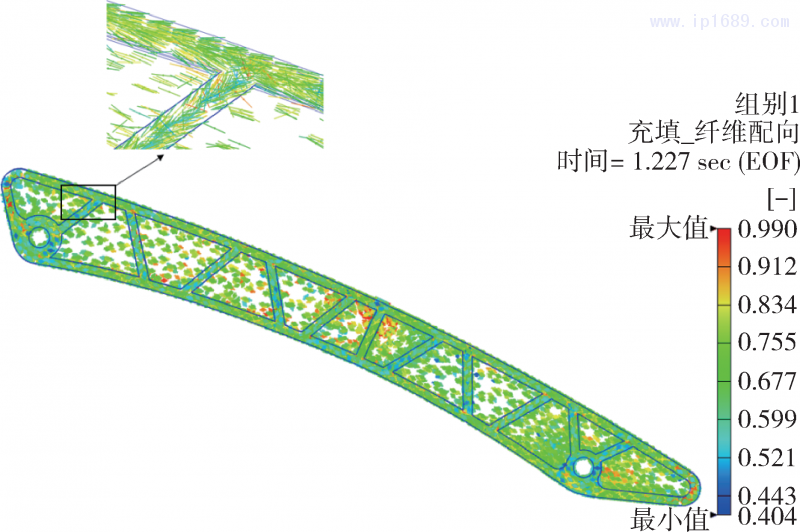
當熔體前沿以近似相等時間到達型腔的各個末端被視為良好的充填過程,流動波前時間分析結果如圖4所示,充填時間大約為1. 227s,整體充填順暢;其中汽車發動機正時鏈條導軌的纖維配向分布情況如圖5所示,其中纖維配向最大值為0. 99 無限趨近于1,已知纖維配向張量越接近于1,纖維在此區域沿流動方向的取向程度越高,所以該導軌模型的整體纖維配向程度較高,只在肋板和銷軸處出現配向張量較低的情況,所以纖維增強效果明顯,結構力學性能可能提高。
圖4 流動波前時間
圖5 微觀纖維配向分布圖
2. 3 復合材料模型建立及結構分析設置
在Digimat-MF模塊建立起30%玻璃纖維增強聚酰胺66復合材料的材料模型。并通過 Digimat-MAP 模塊將模流分析所得的纖維配向和分布信息映射到Abaqus結構分析網格上實現不同類型網格之間的信息交換。最終將Digimat中生成的材料模型及映射模型同時導入Abaqus進行力學性能分析。
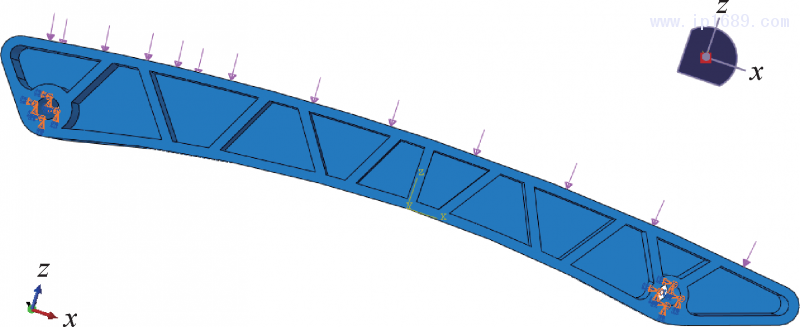
如圖6所示,通過Abaqus 進行力學性能分析時,導軌的約束條件為:在固定導軌的銷軸處約束6個方向的自由度(即完全約束)。由于鏈條和導軌間的摩擦因數很小,所以在只考慮導軌上慣性力與鏈條張力的作用,其加載條件為:在接觸面加 1~3 MPa 均載。
圖6 汽車正時鏈條固定導軌上受力及約束情況
2. 4 計算結果分析
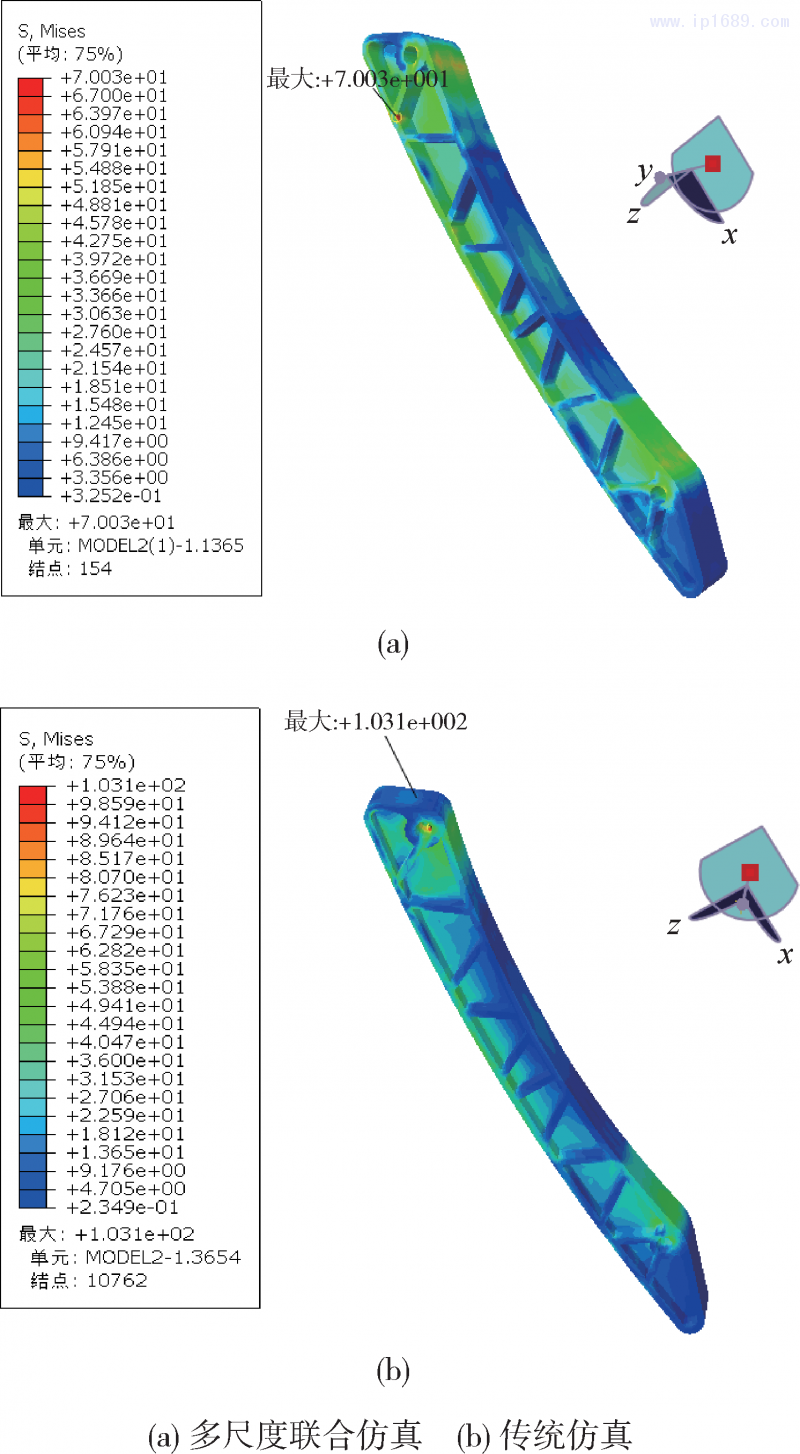
由傳統仿真與多尺度聯合仿真分析發動機正時鏈導軌力學性能,其應力分布對比圖,如圖7 所示,通過傳統仿真分析結果顯示,應力最大值為103. 1MPa,最大應力位置出現在導軌銷軸處,這是因為傳統仿真認為材料是各向同性,當結構受載時,其固定部位應力最大。采用多尺度聯合仿真模型分析所得結果,最大應力降低為70 MPa,高應力水平集中在銷軸和肋板處,其最大應力出現在靠近銷軸的肋板內測,由于在充填過程熔體在到達肋板處發生分流導致纖維配向雜亂,如圖5 所示,從而在橫向加載時力學性能削弱導致應力集中,同時也側面說明了制件微觀纖維配向及分布與宏觀力學性能之間對應關系,所以多尺度聯合仿真結合了材料成型工藝,更合理可靠的預測了結構的力學性能,已知30% 玻纖增強聚酰胺66的斷裂應力為145MPa,所以整體應力水平在安全范圍內。
圖7 傳統仿真和多尺度聯合仿真的應力分布對比圖
相比較傳統仿真方法,多尺度聯合仿真技術對于復合材料注射成型制品的性能評價具有更高精度。這是因為多尺度聯合仿真規避了傳統仿真假設材料是各向同性的這一局限性,保留了注射成型工藝特點,充分考慮了導軌材料的各向異性特征,使材料屬性更加貼近實際材料,因此能夠更合理可靠的預測制件的力學性能,從而為產品優化以及生產提供更精準的技術支持。
3 正時鏈導軌結構的減量化設計
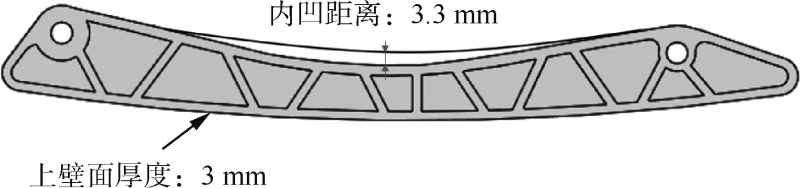
由上述分析結果可合理推測該汽車正時鏈導軌在保證結構可靠性的前提下可以進一步結構優化以達到注塑零件減量化設計的目的。在設計正時鏈傳動系統過程中,固定導軌被設計成內凹形式作用在鏈條緊邊位置,如圖7所示,導軌肋板和上壁面接觸處分布應力值較大,所以優化方案是將導軌上壁面由原來的2mm增加至3mm,由于導軌下壁面及中間肋板整體應力水平較低,所以可以在導軌下壁面中間位置進一步設計內凹形式以達到減量化設計目標,內凹距離為3. 3 mm,合理縮短肋板長度,結構優化后的正時鏈導軌,如圖8所示。
圖8 汽車正時鏈條導軌優化結構
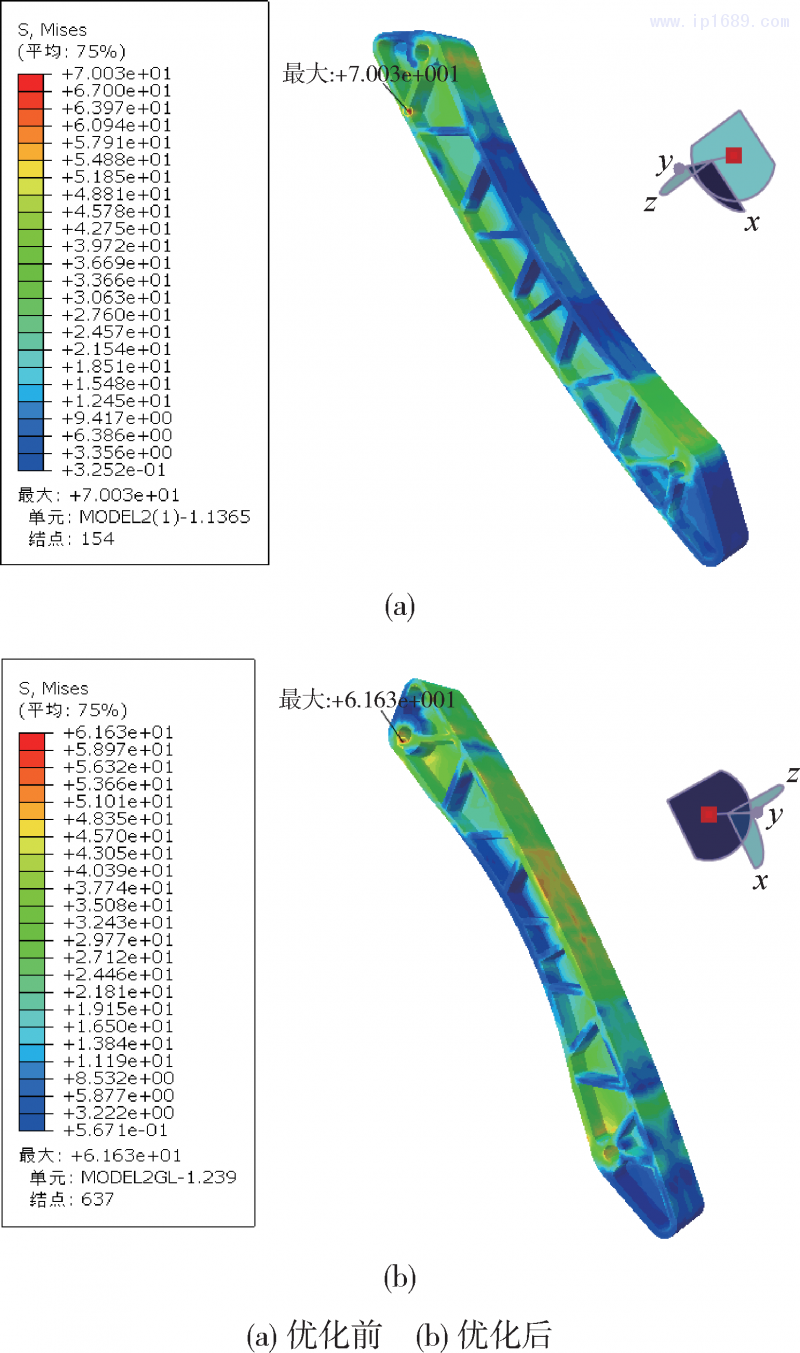
經過減量化設計之后,導軌質量減輕了4 %,優化前后正時鏈條導軌應力分布對比結果如圖9所示,其中低應力水平有小幅度升高,但高應力水平大幅度降低,其中最大應力減小到61. 63 MPa,比原結構降低了12 %,且整體應力水平處于安全工作范圍內,滿足設計要求。
圖9 正時鏈條導軌結構優化前后應力分布對比圖
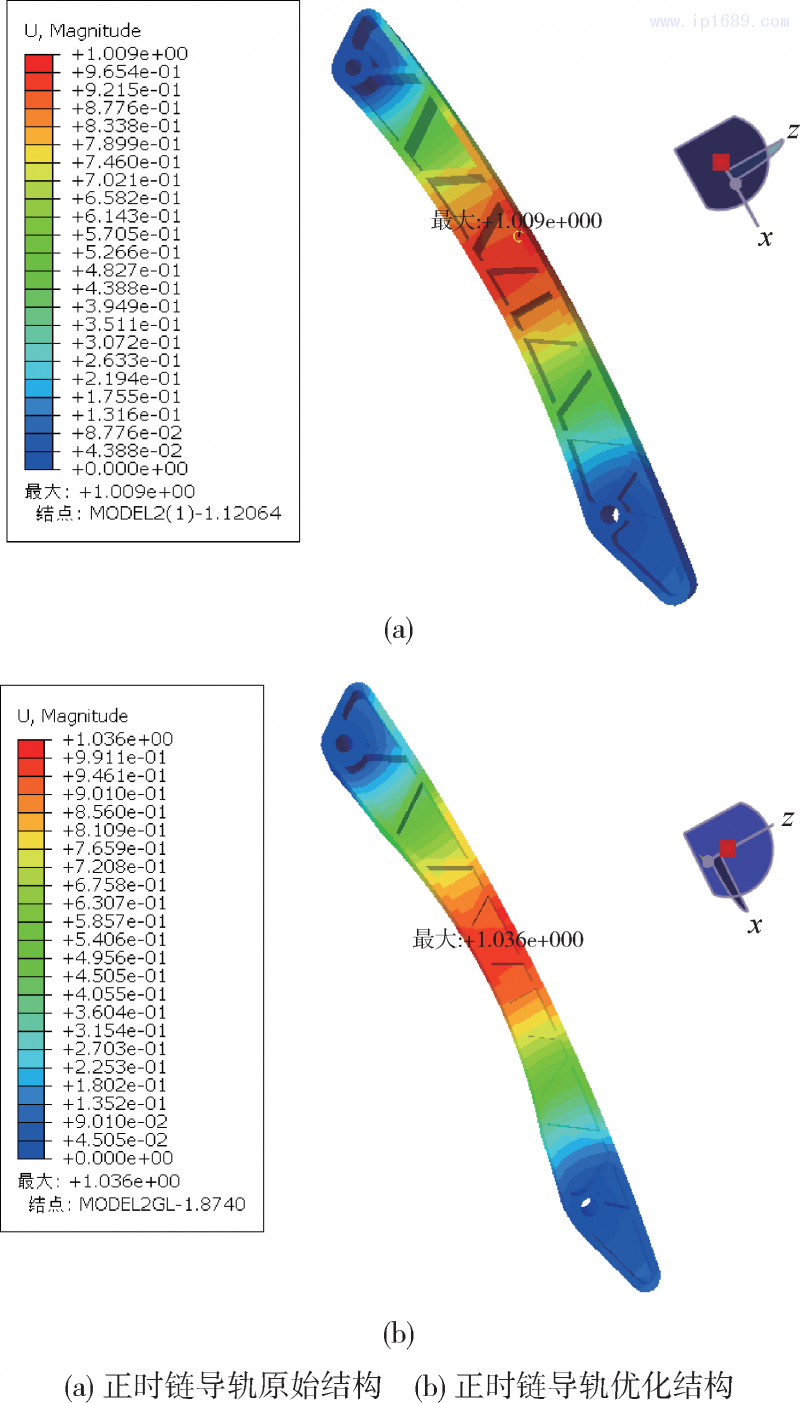
為進一步通過聯合仿真技術模擬正時鏈條導軌減量化設計前后結構的剛度,結果如圖10所示,原始設計中正時鏈條導軌的最大位移量為1. 009 mm,減量化設計后正時鏈導軌的最大位移量為1. 036 mm,由于整體變形量不大,可以認為優化前后正時鏈條導軌的剛度沒有發生明顯變化。所以得出結論是,在滿足剛度不變的前提下,提升了結構的強度,并且實現了汽車發動機正時鏈條導軌的減量化設計。
圖10 正時鏈導軌結構變形量云圖
4 結論
(1)導軌較高應力集中在肋板處,與注射成型所得結構纖維配向的分布情況相吻合,驗證了多尺度聯合仿真技術在復合材料注射成型研究中的可靠性;
(2)正時鏈條導軌減量化設計后,總質量減輕了4 %,最大應力值降低了12 %,保證整體應力水平處于安全工作范圍,在提升結構強度的同時,實現了汽車發動機正時鏈條導軌的減量化設計;
(3)多尺度聯合仿真技術保留了注射成型工藝特點,提高了復合材料注塑制品仿真的精確度,這對復合材料注塑制品的性能評價以及減量化設計具有重要意義。
參考文獻:
[1] 王 琪,瞿金平,石 碧,等 . 我國廢棄塑料污染防治戰略研究[J]. 中國工程科學,2021,23(01):160?166.
[2] 曾鳳彩,王雯婷,王富晨 . 論減量化設計方法在可持續發展戰略中的重要性[J]. 設計,2014(02):185?186.
[3] 王人杰 . 纖維增強復合材料橫向彈性常數[J]. 復合材料學報,1996(02):98?104.
[4] 張立強,劉 飛,薛志剛,等 . 基于多尺度聯合仿真的汽車前罩剛度分析[J]. 塑料工業,2019,47(04):73?77+82.
[5] 張玉麗,邱 煒,傅南紅,等 . 基于多尺度聯合仿真的注塑制品輕量化設計[J]. 中國塑料,2018,32(09):130?134.
[6] 柏 宏,劉 晶,彭 丹,等 . 基于聯合仿真分析的復合材料尾門輕量化設計[J]. 時代汽車,2020(14):128?130.
[7] 董成國 . 汽車正時齒形鏈系統設計方法與仿真分析及試驗研究[D]. 長春:吉林大學,2010.
[8] 張國勇,任小鴻,張加洪,等 . 汽車發動機正時鏈條套筒開裂仿真分析研究[J]. 設備管理與維修,2020(6):89?91.
[9] 李一民 . 曲軸及正時系動力學特性對發動機 NVH 性能影響研究[D]. 杭州:浙江大學,2012.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





