黃雪梅 1,柳和生 1,2,黃興元 1,黃益賓 3,余忠 3,江詩雨 1
(1. 南昌大學先進制造學院,南昌 330031 ; 2. 華東交通大學機電與車輛工程學院,南昌 330013 ;
3. 上饒師范學院物理與電子信息學院,江西省塑料制備成型重點實驗室,江西上饒 334001)
摘要:應用 Poly?ow軟件構(gòu)建模型;截取口模內(nèi)30mm、口模外50mm的熔體,模擬不同入口流率和不同開口臂長對U型擠出制件拐角處剪切速率和X,Y,Z向流動速度的影響,應用Origin后處理軟件對相關(guān)數(shù)據(jù)進行分析。研究表明,U型制件擠出時,U型件拐角處靠近口模壁的剪切速率遠大于中心位置的剪切速率,入口流率越大或臂長越短,其對應的剪切速率越大,在口模內(nèi)同一流線上的剪切速率基本是定值,但在口模出口接近5mm 處會迅速降低;U型件靠近口模壁處的X,Y,Z向流動速度和靠近中心線位置的X,Y 向速度,在口模內(nèi)起始25mm的距離內(nèi)為0,但在口模出口接近5mm左右,速度會劇變,入口流率越大和開口臂長越短,變化越劇烈,其中靠近口模壁的最后5mm的X向流動速度指向負方向,Y向流動速度指向正方向;而靠近截面中心線處最后5mm的速度方向先正后負,入口流率越大或臂長越短,Y向流動速度在出口處的變化越劇烈;靠近U型截面中心線的熔體的Z向流動速度在口模內(nèi)起始25mm段距離內(nèi)較均勻,在最后5mm開始慢慢降低。
關(guān)鍵詞:擠出成型; 開口臂尺寸; U 型件;拐角
隨著社會的飛速發(fā)展,工業(yè)用型材的需求越來越多,在人們的生產(chǎn)、生活及科研應用中,各類塑料異型擠出制件的應用也越來越多。但異型材的擠出成型過程比較復雜,難于得到理想的形狀和尺寸,近年來,不斷有專家學者對異型材擠出開展了不同的研究 [1-6]。柳和生等 [7] 基于流率平衡提出了橡膠材質(zhì)的異型材擠出口模的設(shè)計方法。張廣冬等[8]對傳統(tǒng)的聚合物擠出成型的模流系數(shù)進行了修正,并進行了數(shù)值驗證,蔣標等[9]根據(jù)硬質(zhì)聚氯乙烯 (PVC-U) 熔體特性,引入了拉比諾維茨修正的哈根-伯肅葉公式計算公式,對模頭內(nèi)熔體壓力影響因素進行了分析和檢測對比。郭凱 [10] 針對異型材擠出口模設(shè)計效率、自動化程度低,結(jié)合 UG/Open二次開發(fā)、UDO關(guān)聯(lián)技術(shù)及MFC技術(shù)開發(fā)了塑料異型材擠出定型模系統(tǒng)并進行了驗證。柳和生等[11]采用PPT黏彈模型對T異型材擠出口模內(nèi)黏彈流動進行研究,模擬發(fā)現(xiàn),在口模出口處流動速度、剪切 速率、壓力、應力分布劇變,應力易集中發(fā)生在口模截面的拐角處。楊佳黎等[12]運用Poly?ow逆向擠出功能對T型材變形傾向進行預測,在此基礎(chǔ)上對T型材擠出口模進行了設(shè)計。Rutgers等[13]采用線型低密度聚乙烯研究了不同通道幾何形狀及壁面條件對擠出制件表面不穩(wěn)定性的影響。Sienz等[14]利用有限元程序中的微分法進行敏感度分析,并嘗試以壓力降、平均切向流動速度及熱傳導等參數(shù)為性能指標并進行了模具設(shè)計。
綜上所述,異型材難于成型在于其形狀復雜,有很多拐角,其流動速度很不均勻,受型材拐角處的影響很大。筆者從熔體入口流率和U型件的開口臂尺寸兩個方面來探討其對拐角處擠出成型過程的影響。
1 理論模型
1.1 幾何模型和有限元模型
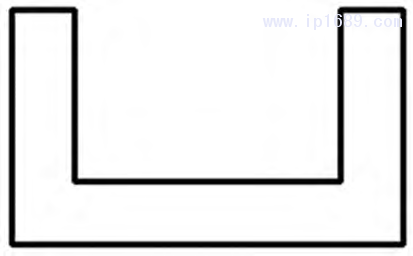
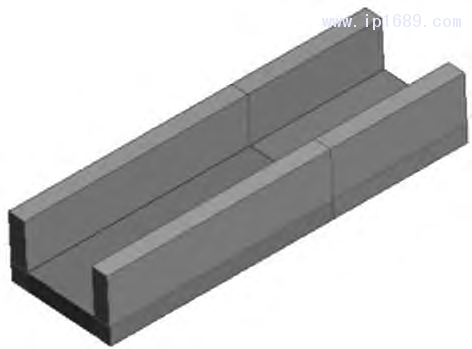
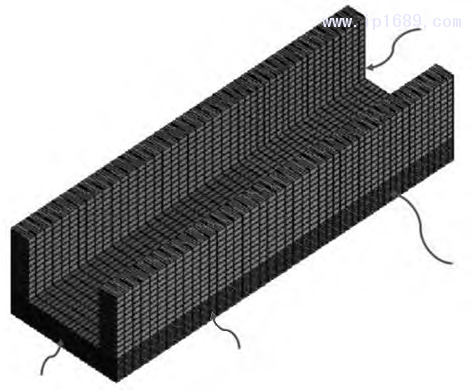
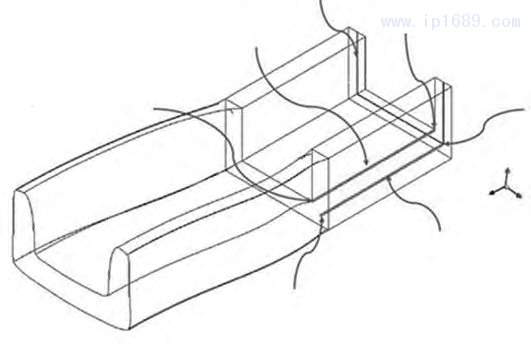
以一種U形件為研究對象,該U型件截面如圖1所示,相應的U型件截面參數(shù)見表1,其中B為U型件寬度,H為開口臂長,t為壁厚,Y為重心 距下底面的距離。應用Poly?ow軟件,以U型件開口方向中軸線為Y軸正向,U型件底部最下邊緣線指向右為X軸正向,以右手笛卡爾直角坐標系確定Z軸正向,構(gòu)建模型,截取口模內(nèi)30mm、口模外50mm的熔體來進行研究。U型件的三維圖及網(wǎng)格劃分和邊界設(shè)置如圖2所示,各模型對應的網(wǎng)格數(shù)見表1。
圖 1 U 型件截面
a—三維圖;b—網(wǎng)格劃分
圖 2 口模內(nèi)外所截取熔體的三維圖及其網(wǎng)格劃分
1.2 基本假設(shè)和基本方程
假設(shè)熔體都是不可壓縮的,視整個流動過程為層流,在流動過程中忽略慣性力和質(zhì)量力的作用。熔體為黏性流體。在假設(shè)成立的情況下,聚合物擠出成型過程中的流動滿足聚合物流變學中的連續(xù)方程、動量方程及能量方程[15-16],微分黏彈本構(gòu)模型選用Phan-Thien-Tanner (PTT) 本構(gòu)模型[17],方程如式(1) 所示:
exp[tr(T1 )]T1 + λ[(1 - ) + ] = (1)
2(1 - ηr )η0 D
式中:ε——與熔體拉伸特性有關(guān)的材料參數(shù);
λ——熔體松弛時間;
ηr——黏度比, ηr=η 1/η0,其中, η 1 為熔體零剪 切黏度中的黏性分量;
η0——熔體的零剪切黏度;
T1——偏應力張量;
ξ——與熔體剪切黏度有關(guān)的材料參數(shù);
▽
T1 ——偏應力張量上熔體的上隨體導數(shù); 1 ——偏應力張量上熔體的下隨體導數(shù);
D——形變速率張量。
1.3 材料物性參數(shù)
在數(shù)值模擬中,采用的聚合物是熔體密度為973kg/m3的聚丙烯 (PP)。
1.4 邊界條件設(shè)置
熔體入口流率分別為5×10-5,5×10-4,1×10-3, 5×10-3m3/s。
熔體與口模壁采用的是無滑移邊界條件,此處與口模壁相鄰邊界表面上熔體的法向速度和切向速度都為0。
自由表面設(shè)置為free surface,指定自由表面的入口和出口,采用迎風面算法保持其計算的收斂。
在出口位置,熔體末端未施加任何牽引力,此處與口模壁相鄰熔體邊界上熔體的法向應力和切向速度都為0。
2 結(jié)果與討論
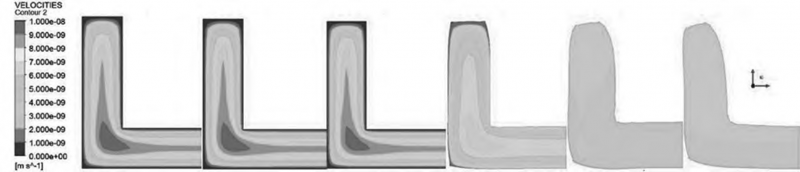
先構(gòu)造6個平面,坐標分布為Z=20,25,29,31,35,45mm 。平面1在口模內(nèi)離口模出口10mm,平面2在口模內(nèi)離口模出口5mm,平面3在口模內(nèi)離口模出口1mm,平面4在口模外離口模出口1mm,平面5在口模外離口模出口5mm,平面6在口模外離口模出口15mm,通過模擬得到入口流率為1×10-3m3/s 時,6個平面上熔體的剪切速率和流動速度如圖3所示。
圖 3 入口流率為 1 × 10-3 m3 時 6 個平面上熔體的剪切速率和流動流動速度
從圖3可以發(fā)現(xiàn):
(1) 口模出口外凸點拐角處熔體的剪切速率無變化,均為0。
(2) 在內(nèi)拐角處熔體的剪切速率變化較大,故建立直線L1,其坐標為 (0.008 5,0.00 4,0) 和 (0.008 5,0.00 4,0.03),如圖4所示。
(3) 同樣,發(fā)現(xiàn)在兩個拐角的中間熔體的流動速度最大,故在此位置也設(shè)置一條直線L2,其坐標為(0.010 5,0.002,0)和(0.010 5,0.002,0.03),如圖4所示。
圖 4 構(gòu)建的直線 L1 和 L2
為了研究不同入口流率、不同開口臂長對熔體流動中剪切速率和流動速度的影響,選用4種不同入口流率 (5×10-5,5×10-4,1×10-3,5×10-3m3/s) 和4種不同開口臂長 (見表1) 分別對U型件進行模擬,然后應用Origin后處理軟件對相關(guān)數(shù)據(jù)進行分析。
2.1 剪切速率分析
在開口臂長為15mm 條件下,入口流率不同時,直線L1和L2上熔體的剪切速率如圖5所示。從圖5可以看出,入口流率越大,直線L1和L2上熔體的剪切速率越大,并且在口模內(nèi)起始25mm的一段距離內(nèi),同一流線上熔體的剪切速率基本是定值,僅在出口前大概5mm后,熔體的剪切速率急劇變小。對比圖5a和圖5b可以發(fā)現(xiàn),U型槽拐角處靠近口模壁的剪切速率遠大于中心位置的剪切速率。
在入口流率分別為1×10-3m3/s 和5×10-3m3/s條件下,開口臂長不同時,直線L1和L2上熔體的剪切速率如圖6、圖7所示。從6、圖7可以看出,在入口流率相同條件下,開口臂長越短,直線L1和L2上熔體的剪切速率越大。入口流率不同時,直線L1和L2上熔體的剪切速率的變化曲線接近。
2.2 X 向流動速度分析
在開口臂長為15mm 條件下,入口流率不同時,直線L1和L2上熔體的X向流動速度如圖8所示。從圖8a可看出,直線L1上熔體的X向流動速度絕 對值在口模出口前約5mm后急劇加大,方向為X軸負向,入口流率越大,熔體的X向流動速度絕對值也越大,但是入口流率過大時,熔體的X向流動速度絕對值不增反降。從圖8b可看出,在口模內(nèi)起始約25mm一段距離內(nèi),熔體的X向流動速度為0,在口模出口前約5mm左右,熔體的X向流動速度方向急劇發(fā)生變化,速度方向換向,在出口處熔體的X向流動速度達到最大值。截面尺寸一致時,入口流率越大,熔體的X向流動速度絕對值越大。
在入口流率為1×10-3m3/s條件下,開口臂長不同時,直線L1和L2上熔體的X向流動速度如圖9所示。從圖9a可看出,開口臂長不同時,直線 L1上熔體的X向流動速度與圖8中同一截面不同入口流率時熔體的X向流動速度的變化規(guī)律接近。開口臂長越短,熔體的X向流動速度絕對值越大,隨著開口臂長逐漸增加,熔體的X向流動速度越來越接近,當開口臂長增加到一定程度后,熔體的X向流動速度不增反降,方向為X軸負向。從圖9b可看出,開口臂長不同時,直線L2上熔體的X向流動速度在出口前約5mm方向發(fā)生急劇變化,速度方向換向,在出口處熔體的X向流動速度達到最大值,開口臂長越短,出口處熔體的X向流動速度越大
2.3 Y向流動速度分析
在開口臂長為15mm 條件下,入口流率不同時,直線L1和L2上熔體的Y向流動速度如圖10所示。從圖10a可知,入口流率不同時,在口模內(nèi)起始約25mm的一段距離內(nèi),直線L1上熔體的Y向流動速度為0,在離口模出口處約5mm后,熔體的Y向流動速度急劇加大,入口流率越大,熔體的Y向流動速度越大。從圖10b可以看出,直線L2上熔體的Y向流動速度在出口前5mm左右方向急劇變化,速度方向先正后負,熔體的Y向流動速度絕對值也在出口處達到最大值,入口流率越大,出口處熔體的Y向流動速度絕對值越大,方向為Y軸負向。
在入口流率為1×10-3m3/s 條件下,開口臂長不同時,直線L1和L2上熔體的Y向流動速度如圖11所示。從圖11a可看出,直線L1上熔體的 Y向流動速度在離口模出口處約5mm 位置時,熔體的Y向流動速度急劇加大,開口臂長越短,熔體的Y向流動速度越大,流動速度方向為Y軸正向。從圖11b可以看出,直線L2上熔體的Y向熔體的流動速度絕對值在離口模出口處大概5mm 位置發(fā)生急劇變化,流動速度方向換向,先正向后負向,開口臂越短,熔體的Y向流動速度絕對值越大,方向為Y軸負向。
2.4 Z 向流動速度分析
在開口臂長為15mm條件下,入口流率不同時,直線L1和L2上熔體的Z向流動速度如圖12所示。從圖12a可看出,入口流率不同時,在口模內(nèi)起始25mm的一段距離內(nèi),直線L1上熔體的Z向流動速度為0,在離口模出口處約5mm位置,熔體的Z向流動速度急劇增大,入口流率越大,出口熔體的Z向流動速度越大,方向為Z軸正向。從圖12b可看出,在口模內(nèi)起始25mm的一段距離內(nèi),直線L2上熔體的Z向流動速度較均勻,僅在出口前約5mm時,熔體的Z向流動速度緩慢下降。入口流率越大,出口熔體的Z向流動速度越大。
在入口流率為1×10-3m3/s 條件下,開口臂長不同時,直線L1和L2上熔體的Z向流動速度如圖13所示。從圖13a可知,在口模內(nèi)起始約25mm 的一段距離內(nèi),直線L1上熔體的Z向流動速度為0,僅在離口模出口處約5mm時熔體的Z向流動速度急劇增大,開口臂長越短,出口熔體的Z向速度越大,方向為Z軸正向。開口臂長過長時,熔體的Z向出口流動速度也會增大。從圖13b可知,直線L2上熔體的Z向流動速度在口模內(nèi)起始25mm的一段距離內(nèi)比較均勻,僅在出口前約5mm位置,熔體的Z向流動速度有緩慢下降趨勢。入口流率相同時,開口臂長越短,熔體的Z向流動速度越大。
3 結(jié)論
通過模擬分析發(fā)現(xiàn),入口流率與U型件開口臂長對剛進入口模內(nèi)的一大段熔體的流動規(guī)律沒有太大的影響,在該段的流速比較穩(wěn)定,但在靠近出口前5mm 左右,拐角處外緣及中心線位置熔體的剪切速率及X向、Y向和Z向的流動速度都會發(fā)生很大的變化。拐角中心線附近熔體的X向、Y向流動速 度還會急劇反向。在此過程中,入口流率越大或開口臂長越短,其剪切速率及各個方向的流動速度變化越大。另外,在計算過程中假設(shè)壁面摩擦足夠大,假設(shè)熔體與壁面接觸處熔體的流動速度均為0,而實際實驗過程中,如果能改變摩擦條件,特別是從出口前5mm 左右開始改變摩擦條件,或許會對后續(xù)的熔體流動狀況大有改善。
參 考 文 獻
[1] 萬仕成 . PVC-U 異型材擠出成型過程中的變形問題 [J]. 化學建材,2009,25(4):8- 10.
[2] Dai Y K,Zhou C X,Yu W. Inverse designing simulation of extru-sion die of auto rubber seal and veri?cations[J]. Plastics Rubber and Composites,2007,36(4):141-148.
[3] Dai Yuankan,Zheng Hong,Zhou Chixing,et al . Quick profile die balancing of automotive rubber seal extrusion by CAE technology[J]. Journal of Macromolecular Science,Part A:Pure and Applied Chemistry,2008,45(12):1 028-1 036.
[4] 胡延平,魏聰,程哲,等 . 基于 UG 的塑料異型材擠出模數(shù)字化系統(tǒng)設(shè)計 [J]. 模具工業(yè),2018,44(6):13-17,26.
[5] Pauli L,Behr M,Elgeti S. Towards shape optimization of pro?le extrusion dies with respect to homogeneous die swell[J]. Journal of Non-Newtonian Fluid Mechanics,2012,200(12):79-87.
[6] 孫乃旭,田廷科,李冰 . 基于計算機輔助的塑料異型材擠出成型工藝優(yōu)化 [J]. 塑料科技,2020,48(5):103-106.
[7] 柳和生,涂志剛,熊洪槐 . 基于流率平衡的橡塑異型材擠出口模設(shè)計 [J]. 塑性工程學報,2000,7(1):76-78.
[8] 張廣冬,林建平,葛友華,等 . 聚合物擠出成型模流平衡系數(shù)修正[J]. 機械工程學報,2012,48(12):75-80.
[9] 蔣標,楊衛(wèi)發(fā),張鋼 . 塑料異型材擠出模模頭熔體壓力分析 [J].模具工業(yè),2019,45(8):54-58.
[10] 郭凱 . 基于特征識別的塑料異型材擠出定型模 CAD 系統(tǒng)設(shè)計與開發(fā) [D]. 武漢 : 武漢理工大學,2020.
[11] 柳和生,盧臣,黃興元,等 . PTT 熔體在塑料異型材擠出口模內(nèi)黏彈流動的數(shù)值模擬 [J]. 塑料,2009,38(5):98-102,4.
[12] 楊佳黎,柳和生,黃興元,等 . Poly?ow 逆向擠出功能在 T 型材口模設(shè)計中的應用 [J],塑料,2011,40(1):114-117,17.
[13] Rutgers R P G,Mackley M R. The e■ect of channel geometry and wall boundary conditions on the formation of extrusion surface instabilities for LLDPE[J]. Journal of Non-Newtonian Fluid Me-chanics,2001,98(2-3):185-199.
[14] Sienz J,Goublomme A,Luege M. Sensitivity analysis for the design of pro?le extrusion dies[J]. Computers and Structures,2010, 88:(9-10):610-624.
[15] 梁基照 . 聚合物拉伸流變學 [M]. 廣州 : 華南理工大學出版社,2015.
[16] Ferrás L L,Afonso A M,Alves M A,et al. Annular ?ow of viscoelastic fluids:Analytical and numerical solutions[J]. Journal of
Non-Newtonian Fluid Mechanics,2014,212:80-91.
[17] 鄧小珍 . 塑料異型材氣體輔助共擠出成型的實驗和理論研究[D]. 南昌 : 南昌大學,2014.
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





