孫 晉,胡 法,胡硯磊,武志軍
(中國石油化工股份有限公司北京化工研究院,北京 100013)
摘要:研究了冷卻速度、擠出速度和拉伸比等不同擠出工藝對管材物理性能及殘余應力的影響,結果表明,隨著冷卻和擠出速度的增加,PE管材縱向回縮率增大,靜液壓和SCG破壞時間逐漸降低。通過盲孔應變法研究了不同擠出工藝對管材內外層的釋放應變和殘余應力分布的影響,研究表明,采用理想化的均勻分布模型不適用于殘余應力的定量評價,采用非均勻應力分布模型計算得到的管材外層的殘余應力隨著冷卻和擠出速度的增加而增大,而管材內層的殘余應力變化較小,由于管材沿壁厚方向冷卻速度的不均勻,內外層殘余應力分布存在差異。最終,通過對管材內中外層分別進行拉伸、密度和結晶度等物理性能試驗,進一步證明了盲孔法定量評價殘余應力的有效性。同時試驗發現,當擠出拉伸比太高時,分子鏈取向嚴重,管材縱向回縮率增大,靜液壓和耐SCG性能下降,管材外層殘余應力的最大值為14.6MPa,與材料拉伸屈服強度相比,提高了50%。
關鍵詞:擠出工藝;殘余應力;盲孔應變法;非均勻應力分布;分層測試
0 引言
近年來,隨著聚烯烴材料聚合技術的不斷創新和大型生產設備的改進,塑料管道的應用規格越來越大,其應用已經從傳統的市政燃氣、供水和建筑領域發展到工業領城,例如市政中水輸送、廢水處理和輸送、海水淡化、核工業等。開發高強、輕質、耐磨、耐沖擊、耐腐蝕的大口徑塑料管道是未來塑料行業的主要發展方向之一[1-3]。但是,由不少實際案例可知,大口徑厚壁管材擠出加工產生的殘余應力造成管材開裂,使用壽命縮短,給工程帶來重大隱患。研究管材殘余應力的產生原因,并且從理論上分析、計算殘余應力的分布,對于模具設計、工藝優化和提高產品質量均具有重要的意義[4]。
殘余應力是衡量產品質量的重要指標之一,對產品的疲勞強度、抗脆斷能力、抗應力腐蝕開裂及高溫蠕變開裂能力和使用壽命等均具有十分重要的影響。許多結構或零件的損壞并不是由外加載荷引起的,而是由存在不合理的殘余應力造成的。殘余應力測試方法可分為2類,分別為非破壞性無損傷的物理測量法及具有一定損傷性的機械釋放測量法[5-6]。物理測量法對樣品表面要求較高,設備較復雜、價格昂貴。目前,盲孔法已成為應用最廣泛的機械釋放測量法之一,主要用于測量機械零部件和構件制造工藝過程中產生的殘余應力[7-10]。殘余應力測試方法的研究主要集中在金屬材料和少量工程塑料領域,而聚烯烴高分子材料的殘余應力測試方法的研究較少。文章通過系統地研究不同擠出工藝對聚乙烯管材物理性能和殘余應力的影響,建立一種聚乙烯管材殘余應力分布的定性和定量評價方法。
1 實驗部分
1.1 主要原料
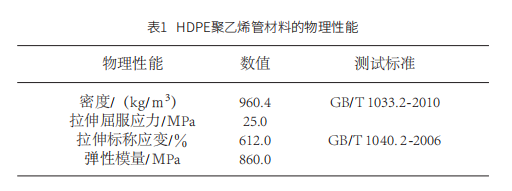
高密度聚乙烯(HDPE )管材料 :PE100級,黑色,其物理性能如表1所示,市購。
1.2 主要儀器及設備
管材螺桿擠出機:BBC1-90-30,Battenfeld-cincinnati公司;
盲孔法殘余應力測試儀:MTS3000,意大利SINT公司;
管材液壓試驗機:1676,德國IPT公司;
耐慢速裂紋增長制樣機:德國IPT公司;
萬能材料試驗機:Instron4466,美國Instron公司;
高低溫試驗箱:ZM-10KA,廣州愛斯佩克公司;
密度梯度儀:BHM-2,北京化工研究院;
電子天平:AL104,梅特勒;
X射線衍射儀:X'Pert MPD,PHILIPS公司。
1.3 樣品的制備
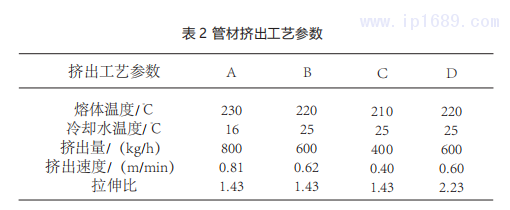
為了得到不同殘余應力的管材樣品(dn250,SDR11),按照熔體和冷卻水的溫度差值以及擠出速度,設計了管材在不同冷卻和擠出速度下的工藝參數(A~D),如表2所示。其中,與工藝A和B相比,工藝C冷卻速度最小,并且擠出速度最慢,工藝條件相對優化。同時工藝A、B、C采用常規的dn250口模和dn250芯模,擠出拉伸比為1.43。工藝D采用特殊的dn250口模和dn200芯模,擠出拉伸比增加至2.23,進一步提高了樣品的殘余應力水平。
1.4 性能測試與結構表征
縱向回縮率測試:按照GB/T6671—2001進行測試,測試溫度為110℃,樣品放置4h后冷卻至室溫,計算3個平行試樣的算術平均值。
斷裂伸長率測試:管材專用料斷裂伸長率按照GB/T1040.2—2006進行測試,樣品類型1B;管材樣品斷裂伸長率按照GB/T8804. 3—2003進行,樣品類型I;拉伸速率均為50mm/min,計算5個平行試樣的算術平均值。
靜液壓強度測試:按照 GB/T6111 —2003 進行,采用A型封頭,試驗溫度為20℃,環應力分別為12.4 和13.5MPa,記錄管材在恒壓下的破壞時間。
SCG性能測試:按照GB/T 18476—2001進行,試驗溫度80℃ ,試驗壓力0.92MPa,記錄管材在恒壓下的破壞時間。
管材分層拉伸測試:為了進一步分析管材沿壁厚方向外、中和內層的性能差異,按照GB/T 8804.3—2003采用機械加工方法沿壁厚方向平均銑削為3層,制取啞鈴型試樣(類型1)。試驗分別測量管材外、中和內層的拉伸性能,拉伸速率為50mm/min。
密度測試:采用密度梯度法,按照 GB/T 1033.2—2010進行試驗。
結晶度測試:采用 PHILIPS公司X射線衍射儀進 行結晶度分析。掃描速度為0. 02°/s,掃描范圍為15°~30°。采用衍射峰的積分面積來計算試樣的結晶度,如式(1) 所示。
結晶度=晶相積分面積/( 晶相積分面積+非晶相積分面積) × 100%
(1)
管材殘余應力測試:按照 ASTM E837—2013a 鉆孔法分別測量管材內外層沿壁厚方向上的殘余應力分布[11]。為了避免鉆孔在測量區域產生熱量,鉆頭轉速很低(250r/min) ,進給速度很緩慢(0. 2 mm/min) ,最大程度地減少對殘余應力的影響。在鉆孔過程中,記錄得到管材3個方向上的釋放應變隨著鉆孔深度的變化曲線,最終,計算得到管材內外層的Von Mises 等效殘余應力σvon 。
2 結果與討論
2. 1 不同工藝對管材物理性能的影響
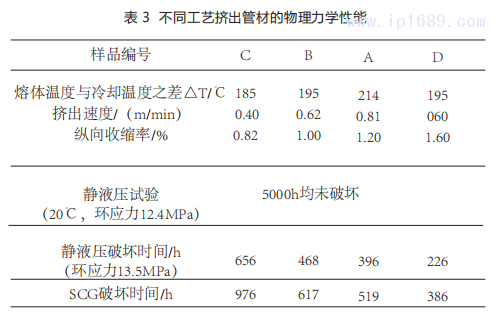
不同工藝擠出管材的縱向回縮率、靜液壓性能和耐慢速裂紋增長SCG等物理性能測試結果如表3所示。由管材縱向回縮率可知,在熱歷史影響下,管材沿縱向尺寸變化的穩定性側面反映了管材加工冷卻過程產生的殘余應力值。由于取向的高分子鏈占據較大的自由體積,處于較高的能態,仍有向低能態發展的趨勢(如松弛、卷曲、纏繞或重結晶等),在二次加熱過程中發生尺寸收縮,取向程度降低。因此,可采用縱向尺寸回縮率初步衡量管材殘余應力水平,即縱向尺寸回縮率越高,殘余應力水平越高。通過比較工藝 A、B和C可知,工藝A的冷卻速度和擠出速度最大,縱向尺寸變化率最大(縱向回縮率 1.2%),其殘余應力水平最高;而工藝C冷卻速度和擠出速度較低,縱向回縮率較低(0.82%),因此,殘余應力水平較低。同時,工藝D的縱向回縮率最大,其值為1.6%。這是由于,拉伸比最高,PE分子鏈取向程度最大,殘余應力水平提高。因此,采用縱向回縮率可以初步判斷管材殘余應力水平,但是,即使是工藝不合理的A和D,其縱向尺寸回縮率仍滿足產品標準GB/T13663. 2—2018的要求(≤3%) ,因此,其僅能作為定性的比較方法。
按照 GB/T 13663. 2—2018標準要求(20℃、環應力12. 4MPa) 進行管材靜液壓試驗,不同工藝擠出管材的物理力學性能如表3所示。 由表3可知,4種管材在恒壓5000h后均未發生破壞。因此,常規條件的靜液壓試驗難以衡量不同工藝對管材靜液壓性能的影響。將環應力增加至13.5MPa后,所有管材均在1000h以內發生韌性破壞。因此,隨著冷卻和擠出速度的增加( C-B-A),PE管材的靜液壓破壞時間逐漸降低,這表明,擠出冷卻過程中產生的殘余應力差異對于管材耐靜液壓性能的影響。而由于工藝D的拉伸比太大,聚乙烯分子鏈沿管材軸向上取向嚴重,管材環向承壓能力降低,其靜液壓破壞時間最短。
慢速裂紋增長導致的破壞屬于典型的脆性破壞,PE材料在低應力下,晶區間的系帶分子鏈發生解纏結和松弛[12-14]。而系帶分子鏈的解纏速度主要受其纏結密度、分子量及分布和晶體結構等參數的影響。對于同一種管材料而言,不同工藝影響了材料的結晶和取向行為,導致其結晶度降低或結晶不完善,系帶分子鏈纏結密度降低,管材耐SCG性能逐漸下降。由表3 可知,隨著冷卻和擠出速度的增加(C-B-A),PE管材的SCG破壞時間逐漸縮短。工藝A冷卻和擠出速度較快,其結晶較不完善,由此所引起的殘余應力也較大,系帶分子鏈的解纏結速度較快,導致工藝A下管材的SCG破壞時間最短。證明了冷卻和擠出速度對于管材殘余應力的影響。同時由于較大的拉伸比所導致的取向,工藝D管材SCG破壞時間逐漸降低。
2. 2 不同工藝對管材殘余應力的影響
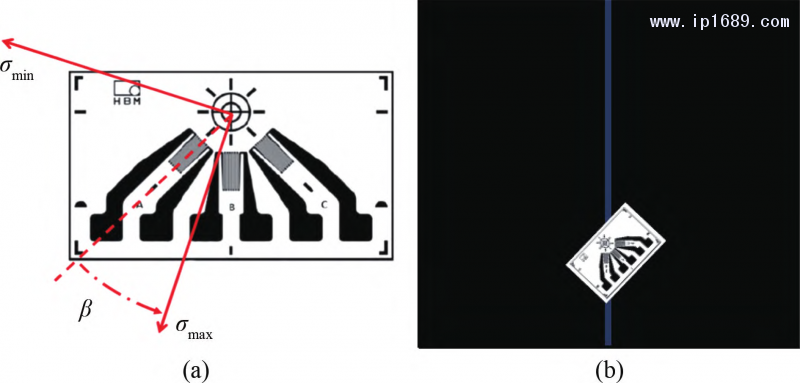
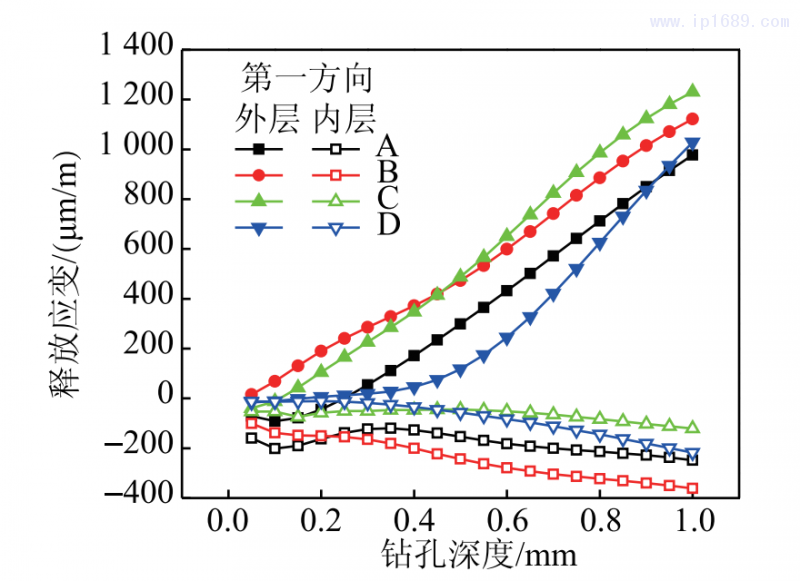
文章采用盲孔應變法分別測量不同工藝( A ~ D) 擠出管材內外層沿壁厚方向上的殘余應力分布。在鉆孔過程中,在鉆孔周圍的殘余應力得到釋放,該過程中產生的微應變被粘貼在試樣上的應變計記錄下來,得到管材3個方向上的釋放應變與鉆孔深度的關系曲線。應變計粘貼的位置和方向如圖1所示。從圖 1 中可以看出,第一方向為沿管材擠出的軸向方向,第二方向與管材軸向成45°夾角,第三方向為與管材軸向成90℃夾角的環向方向。最終,計算得到管材內外層的最大主應力σmax、最小主應力σmin、最大主應力角度β和Von Mises 等效殘余應力σvon等。最大主應力角度β為最大主應力和應變計第一方向的順時針夾角。圖2~4 為管材內外層在3個方向上的釋放應變與鉆孔深度的關系。由圖2可知,在第一方向(軸向) 上,管材外層的釋放應變均隨著鉆孔深度的增加逐漸變大。
圖 1 應變計的類型( a) 和粘貼位置( b )
圖 2 管材內外層的釋放應變與鉆孔深度的關系( 第一方向)
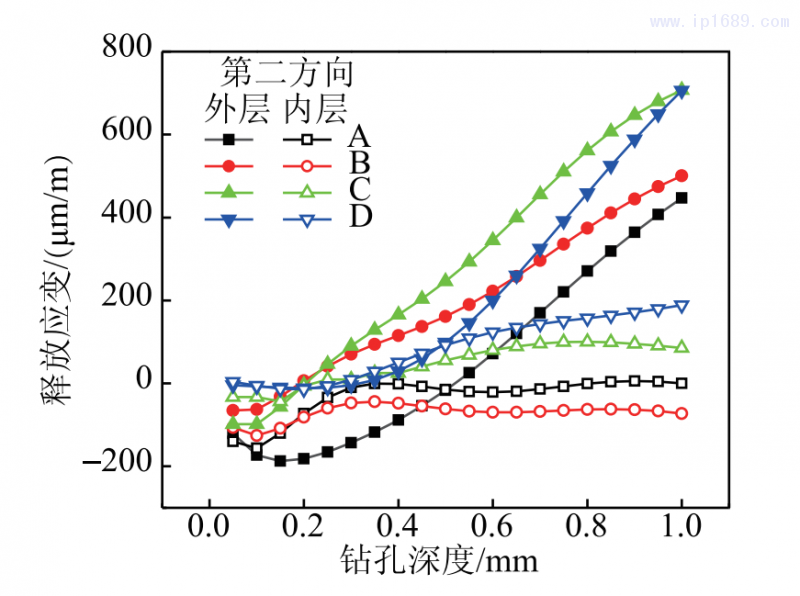
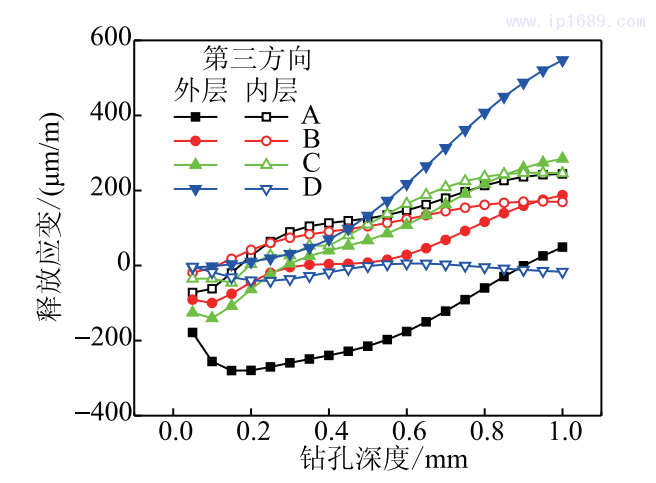
而管材內層的釋放應變相對較小,并且變化趨勢較小。由圖3可知,在第二方向(與軸向呈 45°角)上,不同工藝管材內外層的釋放應變變化趨勢與第一方向類似,管材外層釋放應變逐漸增大,但是,管材內層的釋放應變相對較小。由圖4可知,在第三方向(環向),不同工藝( A、B和C) 管材內外層的釋放應變值與第一方向相比均較小,但是,工藝D管材的釋放應變隨著鉆孔深度的變化相對較大。這是由于,擠出拉伸比太大,環向上的殘余應力較大。
圖 3 管材內外層的釋放應變與鉆孔深度的關系( 第二方向)
圖 4 管材內外層的釋放應變與鉆孔深度的關系( 第三方向)
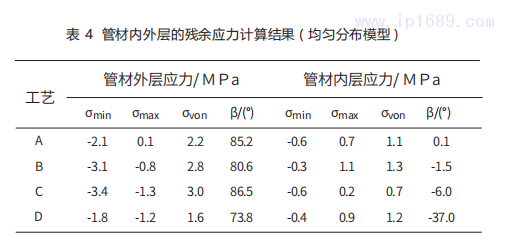
按照 ASTM E837 方法和理想化的應力均勻分布模型計算得到管材內外層的最大主應力σmax、最小主應力σmin、最大主應力角度β和Von Mises 等效殘余應力σvon,如表4所示。應變計第一方向為沿管材軸向,因此,管材內層最大主應力方向是以軸向為主,這表明,內層殘余應力主要是由分子鏈沿擠出方向取向。而管材外層最大主應力方向是以環向為主,這表明,外層殘余應力主要是由冷卻不均勻。但是,不同工藝擠出管材內外層殘余應力均約為 1~3MPa,并且差異較小,這與實際情況不一致。因此,理想化的均勻分布模型不適用于PE管材殘余應力的測量。
按照 ASTM E837 方法和理想化的應力均勻分布模型計算得到管材內外層的最大主應力σmax、最小主應力σmin、最大主應力角度β和Von Mises 等效殘余應力σvon,如表4所示。應變計第一方向為沿管材軸向,因此,管材內層最大主應力方向是以軸向為主,這表明,內層殘余應力主要是由分子鏈沿擠出方向取向。而管材外層最大主應力方向是以環向為主,這表明,外層殘余應力主要是由冷卻不均勻。但是,不同工藝擠出管材內外層殘余應力均約為 1~3MPa,并且差異較小,這與實際情況不一致。因此,理想化的均勻分布模型不適用于PE管材殘余應力的測量。
2. 3 管材分層試驗驗證
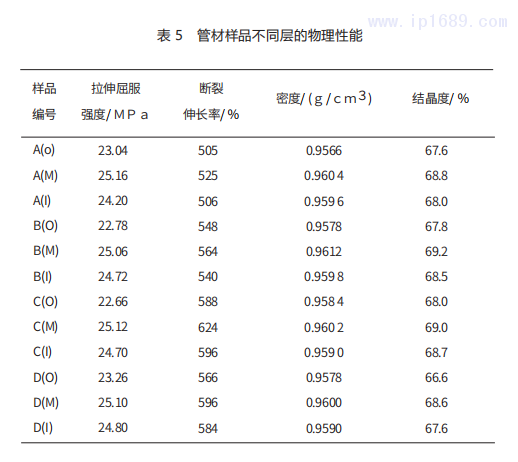
將管材樣品按照壁厚方向平均銑削為3層,分別進行拉伸、密度和結晶度等試驗,其測試結果如表5所示。從表5中可以看出,管材各層(內外中)的斷裂伸長率差異較小,但是,中間層的拉伸屈服強度、密度和 結晶度最高,內層其次,外層最低。這是由于,管材外層的冷卻速度較快,結晶相對不完善,相應的拉伸屈服強度、結晶度和密度逐漸降低。這與采用盲孔法測量PE管材外層殘余應力大于內層殘余應力的結果一致,證明了盲孔法定量評價殘余應力的有效性。
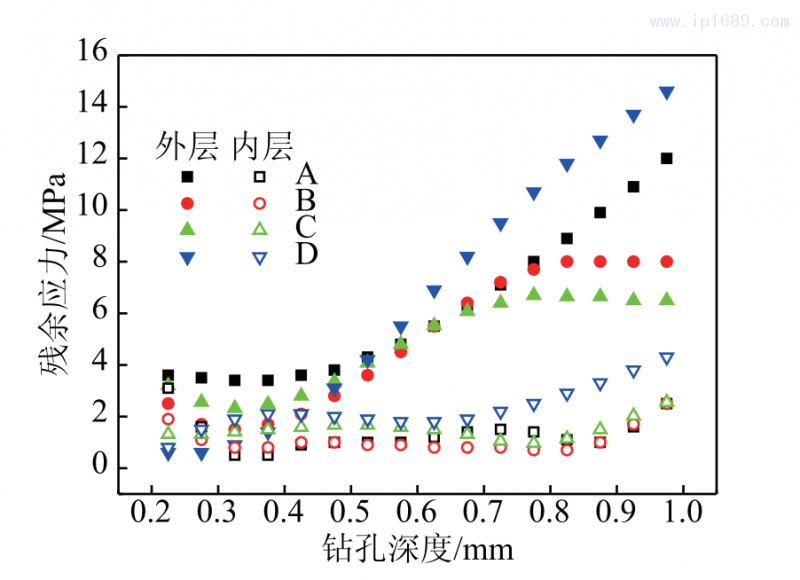
圖 5 管材內外層沿鉆孔深度方向上的殘余應力分布曲線(非均勻分布模型)
3 結論
(1)通過研究不同擠出工藝對管材物理性能的影響,分析了不同管材殘余應力的差異。通過試驗發現,隨著冷卻和擠出速度的增加,管材縱向回縮率逐漸增大,靜液壓強度和SCG破壞時間逐漸降低。同時隨著擠出拉伸比的增大,PE分子鏈冷卻取向程度增大,導致管材的縱向回縮率增加,靜液壓和耐SCG性能下降。
(2)采用盲孔應變法對不同工藝管材樣品內外層進行了殘余應力的定量評價,結果表明,采用理想化均勻分布模型計算得到所有樣品的殘余應力分布差異較小,不適用于PE管材殘余應力的定量測試。采用非均勻應力分布模型計算得到管材外層的殘余應力隨著冷卻和擠出速度的增加而增大,而管材內層的殘余應 力變化較小(<4MPa)。這是由于,管材內外層冷卻速度的不均勻分布殘余應力分布產生差異。
(3)采用分層評價法對聚乙烯管材的外層、中間層和內層樣品分別進行拉伸、密度和結晶度等試驗,結果表明,管材外層的拉伸屈服強度、密度和結晶度最低。這與殘余應力的定量評價結果一致,進一步證明了盲孔法定量評價殘余應力的有效性。
參考文獻:
[1] 王占杰,趙艷,郭晶.中國塑料管道行業“十二·五”期間發展狀況及“十三·五”期間發展建議[ J] .中國塑料,2016,30( 5 ):1-7.
[2] 劉斌,崔志杰.大直徑塑料管道成型牽引裝置開發進展[J] .塑料,2018,47 (3):113-117.
[3] 王登勇,張玉川.大直徑塑料壓力管發展探析[J] .國外塑料,2011 ,29 (4 ):38-43.
[4] BEECH S H ,BURLEY C ,BUNN H C.Residual stress in large diameter MDPE water pipe [C] .Plastics Pipes VII ,University of Bath PRI London 1988.
[5] HAUK V.Structural and residual stress analysis by nondestructive methods[M] .Amsterdam:Lausanne,New York:Elsevier,1997.
[6] 劉金娜,徐濱士,王海斗,等.材料殘余應力測定方法的發展趨勢[J] .理化檢驗( 物理分冊) ,2013 ,49 ( 10 ):677-682.
[7] CHOI S,BROUTMAN L J.Residual stresses in plastic pipes and fittings I.methods for experimental analysis[ J ] .Polymer( Korea) , 1997,21 (1):71-82.
[8] BEGHINI M ,BERTINI L.Recent advances in the hole drilling method for residual stress measurement [J] .Journal of Materials Engineering and Performance,1998,7 (2):163-172.
[9] MAXWELL A S,TURNBULL A.Measurement of residual stress in engineering plastics using the hole?drilling technique [J] .Polymer Testing,2003 ,22 ( 2 ):231-233.
[10] JANP,JAROSLAV K,PAVEL H,et al.Residual stress distribution in extruded polypropylene pipes [J] .Polymer Testing,2014,40:88-98.
[11] ASTM Committee. Standard test method for determining residual stresses by the hole-drilling strain?gage method:ASTM E837-2013a [S] .West Conshohocken:ASTM International,2013.
[12] NIE M,WANG Q,BAI S B.The effect of cooling mode on slow crack growth resistance of polyethylene pipe [J] .Journal of Macromolecular Science,Part B:Physics,2010,49:640 -651.
[13] BROWN N.Intrinsic lifetime of polyethylene pipelines[ J] .Polymer Engineering & Science,2007,47(4):477-480.
[14] HAMOUDA H B H,SIMOES?BETBEDER M,GRILLON F,et al.Creep damage mechanisms in polyethylene gas pipes[J] .Polymer, 2001 ,42:5425-5437.
[15] 孫晉,華曄,者東梅.擠出工藝對聚乙烯管材殘余應力分布的影響[J] .中國塑料,2019,33 (5):56-60.
[16] JANP ,PAVEL H ,JAROSLAV K ,et al. Residual stress in polyethylene pipes[J].Polymer Testing,2016,54:288-295























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





