張晨1,楊瀅1,周世駿1,楊智韜2,余呂宏2,*
(1.中國石化銷售股份有限公司華南分公司,廣東 廣州510620; 2.廣州華新科智造技術有限公司,廣東廣州510663)
摘要: 采用石墨烯協同導電炭黑的復合抗靜電劑對超高分子量聚乙烯(UHMWPE)進行共混改性,并利用拉伸流變管材擠出機制備管材,研究了抗靜電劑類型和用量對UHMWPE管材的導電性能、力學性能和耐磨性能的影響,以及對比在不同設備加工后,材料微觀結構的差異。結果表明,添加1%石墨烯協同導電炭黑的體系中,當導電炭黑的添加量為4.0%時,UHMWPE抗靜電復合材料不僅表面電阻率可降低至106Ω以下,而且其力學性能下降程度較小。同時實驗表明采用拉伸流變管材擠出機可制備性能優異的抗靜電UHMWPE管材。
關鍵詞: 超高分子量聚乙烯; 導電炭黑; 石墨烯; 表面電阻率; 拉伸流變擠出機
超高分子量聚乙烯(UHMWPE)是一種線型高分子熱塑性塑料,雖然與普通聚乙烯(PE)的分子化學結構相同,但性能上差別很大,不僅具有PE的耐化學性和耐沖擊性能,而且具有優異的自潤滑性能、耐低溫性和耐磨性性能。隨著改性技術發展和新型設備的迭代升級,UHM WPE優異的力學性能和耐環境性能得到更好的應用,不僅應用于化工領域,如紡絲、化工運輸和建筑方面,而且用在日常用品建筑、醫療和體育領域[1-2]。
隨著我國石油化工領域的迅速發展,尋找高強度抗靜電管材用于油氣輸送管道,不僅提高輸送的安全性,而且減少搶險維修成本。但由于UHMWPE為非極性絕緣材料,表面電阻率高達1015~1017Ω,而目前的抗靜電管材雖然表面電阻率在106 Ω以下,但由于抗靜電劑添加量在15%~25%,綜合物理性能差,在實際應用中難以達到油氣管道輸送的要求。而且國內的超高分子量聚乙烯制品主要是壓制成型,特別是板材,需要二次加工后方可用于凹槽內襯或耐磨零件中,制品在模具中成型和定型時間長,即使是連續擠出法,加工速度也不超過3 m/h,也制約了UHMWPE管材的發展。
本工作采用添加石墨烯協同導電炭黑作為抗靜電劑的方法[3-6],通過新型的拉伸流變管材擠出機,以期制備出表面電阻率低、耐磨優異、耐腐蝕的管材,并通過拉伸、沖擊性能、砂漿磨耗和表面電阻測試等方法,對該管材材料的力學性能、耐磨性能和導電性能進行了研究。
1實驗部分
1.1 主要材料
UHMWPE粉料: 黏均分子量為 (250±50) 萬,SWG-09,上海化工研究院; 乙炔法炭黑:電池級,泰州市亞駿電池材料有限公司; 導電炭黑: 科琴黑ECP 300JD,粒徑2~4mm,日本獅王株式會社; 石墨烯: 工業級,惠州一納科技有限公司; γ-(2,3-環氧丙氧基)丙基三甲氧基硅烷(KH560): 工業級,東莞市鼎海塑膠化工有限公司; 聚乙烯蠟: LP0040P,泰國SCG化工。
1.2 主要儀器設備
高速混料機: GH-10,廣州華新科智造技術有限公司; 單螺桿擠出機: M-ESM-20,廣州普同實驗分析儀器有限公司; 拉伸流變塑化管材擠出機: ERE-40,廣東星聯科技有限公司;平板硫化機: KY-3203B-20T,開研機械(東莞)有限公司; 磨耗儀: 5900,美國Taber公司; 微機控制電子萬能試驗機: CMT4204,美特斯工業系統(中國)有限公司; 擺錘式沖擊試驗機: ZBC8400-B,美特斯工業系統(中國)有限公司; 掃描電子顯微鏡(SEM):LEO1530VP,德國Zeiss公司; 體積表面電阻測試儀: ATI-212,北京中航鼎力儀器設備有限公司。
1.3 樣品制備
1.3.1 預分散和表面處理
首先將硅烷偶聯劑、導電炭黑和石墨烯放入高速混合機中混合3 min。然后將UHMWPE粉料和聚乙烯蠟加入到高速混合機中混合5 min,轉速均為1000r/min。
1.3.2 壓片成型
將上述混合物在單螺桿擠出機中共混10 min(溫度為210℃,螺桿轉速為40 r/min),在200 ℃的平板硫化機中壓制成厚度為3 mm的片材。所制片材用于微觀結構測試。
1.3.3 管材擠出成型
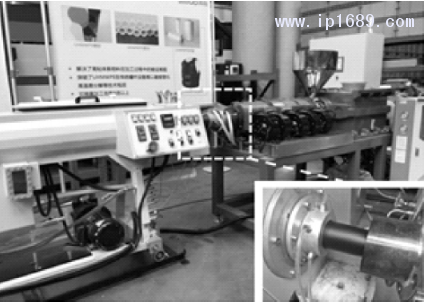
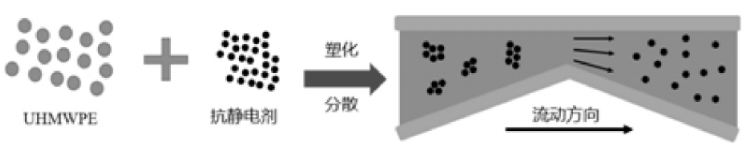
采用拉伸流變管材擠出機成型管材(圖1),擠出加工溫度為210~260℃,加工轉速為125 r/min,管材定型溫度為160~200℃。
1.3.4 拉伸流變擠出加工設備
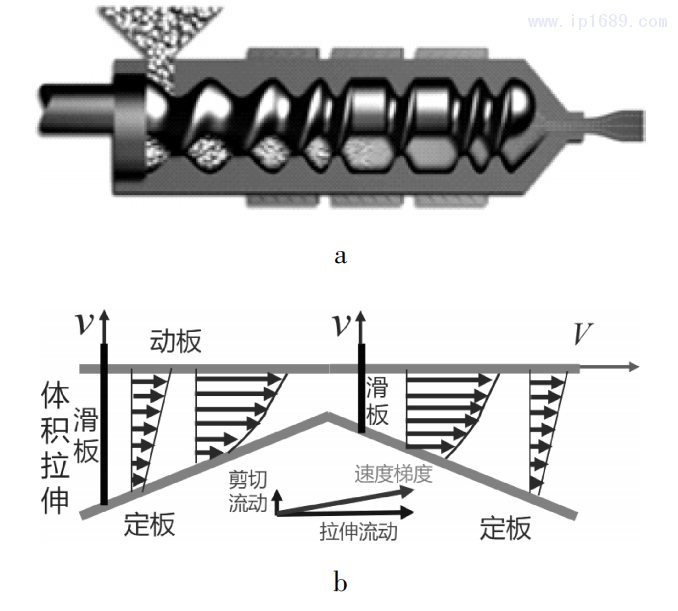
對于熔融擠出加工而言,傳統的螺桿熔融擠出過程物料的速度梯度與其流動和形變方向垂直,螺桿設備中的流動與形變受剪切應力支配; 基于拉伸流變的高分子材料高效節能加工成型技術將剪切與拉伸形變作用的主次關系顛倒過來,拉伸形變擠出機中偏心轉子與定子形成的嚙合空間會隨著偏心轉子的旋轉發生周期性的變化,使得物料在塑化混合過程受拉伸形變支配如圖2所示[7-14]。變化的拉伸應力與形變使UH-MWPE的熔融塑化及多相體系的混合分散效果得到強化,多組分聚合物熔體內各組分間的混容性得到增強,同時可實現拉伸形變誘導的UHMWPE基多相體系連續密煉與制品成型一體化,解決UHMWPE基復合體系混合不均,成型速度慢的問題。
1.4 測試與表征
拉伸強度和斷裂伸長率按GB/T 8804.3—2003進行測試; 簡支梁缺口沖擊強度按GB/T 1043—1993附錄B進行測試; 表面電阻率按MT181-1988(2005)第4部分進行測試; 磨耗實驗按ISO 9352-2012進行測試。SEM分析: 將試樣利用液氮進行冷凍脆斷,取斷面朝上,噴金后置于試樣臺中觀察表面形貌。表面電阻率: 采用厚度3mm的片材樣品,用體積表面電阻測試儀進行測試。
2結果與討論
2.1不同抗靜電劑對UHMWPE導電性能的影響
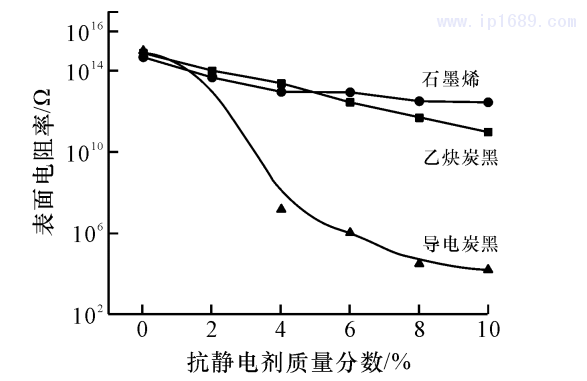
選用三種抗靜電劑,分別為乙炔炭黑、導電炭黑和石墨烯,固定偶聯劑和聚乙烯蠟的比例分別為0.3%和1.7%。由圖3可以看出,添加量在10%以內,采用乙炔炭黑或者石墨烯,復合材料的表面電阻率變化量很小,即使添加至10%,表面電阻率還在1012Ω 以上。而采用導電炭黑,當添加量大于4%時,復合材料的表面電阻率會快速下降,由原來的1015Ω 降低至106Ω,因此可得該材料的滲濾閾值約為4%。
由于抗靜電劑的結構不同,其導電性能不同。乙炔炭黑由乙炔法制備而成,結構無序而且粒徑不一,炭黑空隙率較小,DBP吸油值在50~200 mL/100g之間。導電炭黑由特殊的加工工藝制備而成,結構為長鏈狀的單層組成,其單位粒子數是其他類型炭黑材料的5~10倍,其DBP吸油值在600~750 mL/100g之間。石墨烯是天然的二維結構材料,主要由堆疊單層sp2碳原子緊密堆積而成厚度為3~5 nm,平面直徑為5~10 μm,DBP吸油值在2000~2300 mL/100g之間。雖然石墨烯材料具有高電荷載流子遷移率和高比表面積,導電性能優異,而且采用氧化還原法和機械剝離法的石墨烯粒子,其sp2雜化結構不完整且表面存在明顯的缺陷,在復合材料中導電性能無法達到理論值。
2.2石墨烯協同導電炭黑對UHMWPE導電性能的影響
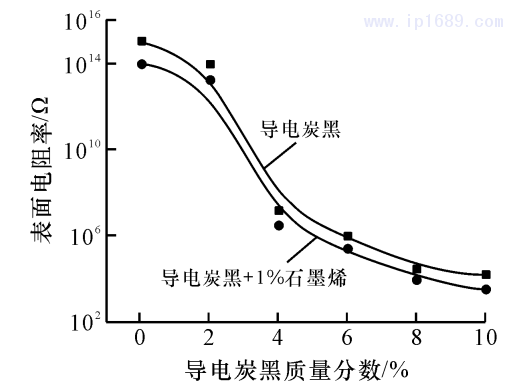
在導電性能方面,圖4所示石墨烯協同導電炭黑的UHMWPE復合材料的滲濾閾值同樣在4%,導電性能可提升3%~8%,證明石墨烯在UHMWPE材料中具有一定的導電能力。隨著導電炭黑添加量的增加,復合材料的表面電阻率呈現明顯的下降,當添加量為10%時,表面電阻率為8.1×103 Ω,達到了導電復合高分子材料的水平。
由圖5所示,與傳統螺桿擠出機需要設置剪切區來強制混合不同,拉伸流變擠出加工可以使UHMWPE粒子和抗靜電劑在擠出機中發生大變形,其形變不僅有助于增加粒子間接觸面積,而且有助于分子鏈解纏結,從而減小粒子內部分子鏈的纏結程度,促進粒子間分子鏈的相互擴散,改善熔接效果。而且由于拉伸形變對分散混合的作用遠遠大于剪切形變,增加多組分聚合物熔體內各組分間的混容性,同時可實現拉伸形變誘導的連續密煉與制品成型一體化,解決了復合材料易降解、混合不均、難直接成型等問題,有可能實現少添加抗靜電助劑的情況下制備出難加工的高分子材料及其復合材料。
2.3 石墨烯協同導電炭黑對UHMWPE力學性能的影響
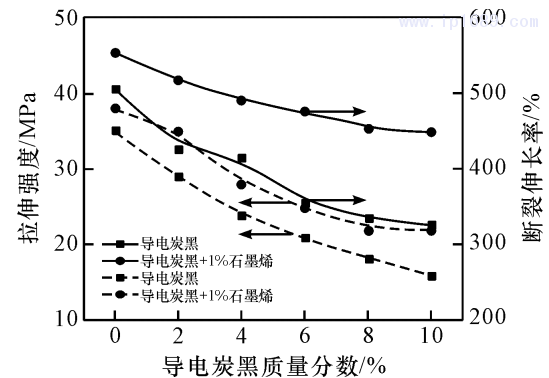
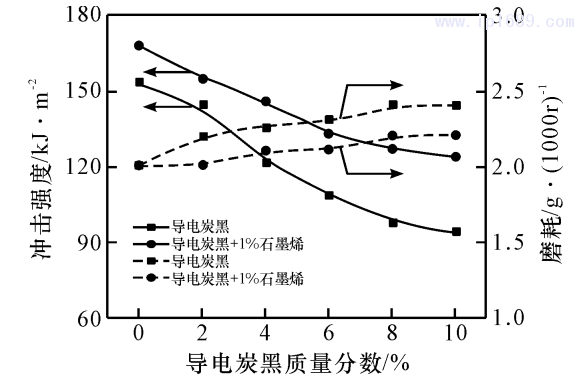
由圖6和圖7可以看出,復合材料拉伸強度、沖擊強度和耐磨性能隨著炭黑添加量的增加而降低,即隨著導電炭黑添加量的增加而下降。結果表明在導電炭黑添加量為4%的條件下,(1)采用導電炭黑體系,拉伸強度由原來的35 MPa降低至24 MPa,下降了31%,斷裂伸長率由510%降低至415%,下降了19%,沖擊強度由153 kJ/m2降低至122 kJ/m2,下降了20%,磨耗由2 g/1000r提高至2.3 g/1000r,提高了15%;(2)采用1%石墨烯協同導電炭黑體系,拉伸強度由原來的38 MPa降低至28 MPa,下降了26%,斷裂伸長率由562%降低至488%,下降了13%,沖擊強度由165 kJ/m2降低至155 kJ/m2,下降了6%,磨耗由2 g/1000r提高至2.1 g/1000r,提高了5%。從各項力學性能的衰減程度來分析,增加1%石墨烯協同的導電炭黑比只添加導電炭黑的復合材料力學性能均高5%~10%。
其中,影響UHMWPE物理性能的原因主要有兩個: 一方面是因為UHMWPE主鏈為
,屬于非極性高分子材料,而導電炭黑粒子大多數為微米級或納米級的球形粒子,屬于極性材料,所以兩者相容性較差。另一方面是因為UHMWPE熔體黏度很高,在加工過程中難以熔融,因此導電粒子在UHM-WPE中不易分散。而付世創等[15]研究了石墨烯用于PVC材料中,由于其納米片狀結構分散在高分子鏈之間,不僅有利于加工過程中的相對運動,而且其片狀結構具有高度柔性和蜷曲形態,與UHMWPE長鏈結構結合,有利于提高復合材料的柔韌性。因此證明了石墨烯不僅提高了導電炭黑的導電性能,而且更好地保持了UHMWPE復合材料的力學性能。
2.4微觀結構分析
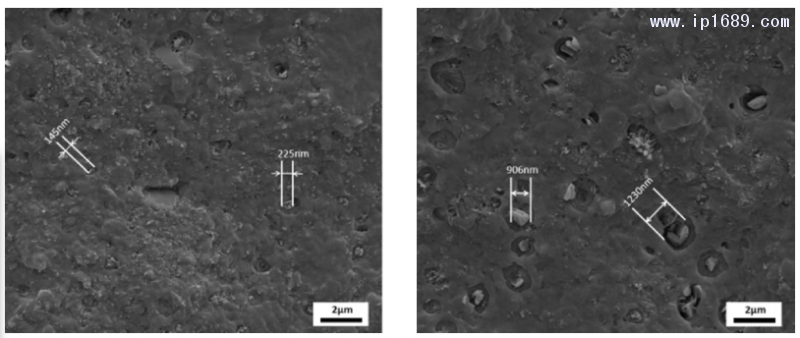
采用相同的抗靜電體系,即1%石墨烯協同4%導電炭黑,對比不同加工設備對抗靜電UHMWPE復合材料的影響。由圖8a可以看出,采用拉伸流變擠出機得到的抗靜電UHMWPE復合材料,內部平整、無氣泡,而且導電炭黑粒子分散均勻,粒子尺寸均在0.3μm以下,無團聚現象。而采用單螺桿擠出機制備的樣品(圖8b)導電炭黑存在部分團聚現象,尺寸在0.1~1.0 μm之間,甚至到達1.2 μm,這是因為一方面導電炭黑粒徑較小,表面能越大,粒子間的吸引力容易聚集,而另一方面是因為UHMWPE熔體黏度很高,在單螺桿擠出過程中不易熔融,因此導電粒子在UHMWPE的分散性較差。
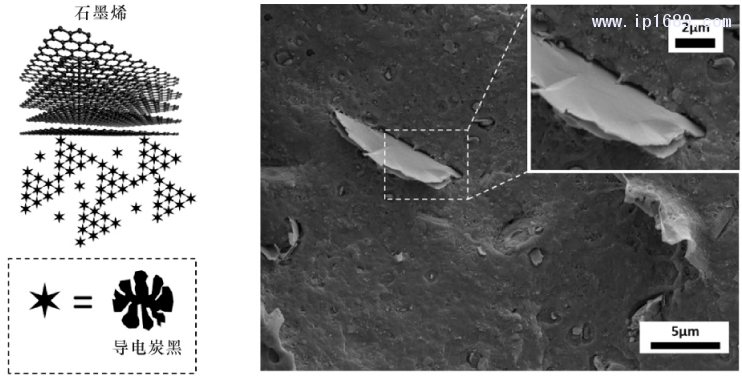
由圖9可見,拉伸流變擠出機提供的強大拉伸力場,對于相容性差的UHMWPE和導電炭黑共混體系具有很好的混合分散作用,使得導電炭黑和石墨烯都能夠均勻地分散在UHMWPE基體當中,并形成更多的“點-面”結構,有利于完善復合材料的導電網絡,提高其導電性能。由圖10可見,石墨烯片層結構與UHMWPE有良好的分子間作用力,形成較好的黏結效應,有利于提高共混體系的力學性能。
3結論
采用1%石墨烯協同導電炭黑體系,當導電炭黑添加量為4%時,UHMWPE復合材料不僅表面電阻率由原來的1015Ω 降低至106 Ω 以下,而且力學性能下降程度較小,優于導電炭黑體系。
在拉伸形變作用下,導電炭黑粒子和石墨烯可實現微觀尺寸的有效分散,容易形成了完整的導電網絡,無團聚現象。而且石墨烯材料對UHMWPE材料具有良好的增強作用。
參考文獻
[1]HARVEY L,STEINP E.Ultrahigh molecular weight poly-ethylenes (UHMWPE)[M].Ohio: Engineered Materials Handbook,1998:167-171.
[2]STANKOVICH S,DIKIN D A,DOMMENTT G H B,et al.Graphene-based composite materials[J].Nature,2006(20):282-287.
[3]STEURER P,WISSERTR,THOMANNR,et al.Func-tionalized graphenes and thermoplastic nanocomposites based upon expanded graphite oxide[J].MacromolecularRapid Communications,2009,30:316-327.
[4]余呂宏.石墨烯改性抗靜電材料的研究進展[J].科技風,2019(33):151.
[5]袁斌,周蕾,管道安.超級電容器用碳基電極材料的研究進展[J].船電技術,2016,36(1):33-36.
[6]胡洪亮,張國.石墨烯/超高分子量聚乙烯導電復合材料的電性能[J].高分子材料科學與工程,2016,32(2):95-98.
[7]呂榮俠,楊振忠,張增民,等.超高分子量聚乙烯抗靜電體系的研究[J].現代塑料加工應用,1992(1):1-5.
[8]YIN X C, YU Z W, ZENG W B, et al.The design and performance of a vane mixer based on extensional flow for polymer blends[J].Applied Polymer,2014,132(9):41550-41559.
[9]YANG ZT, LI Q S, TONG Y Z, et al.Homogeneous dispersion of multiwalled carbon nanotubes via in situ bubble stretching and synergistic cyclic volume stretching for con-ductive LDPE/MWCNTs nanocomposites[J].Polymer Engineering and Science,2019,59(10):2092-2081.
[10]YIN X C, YU Z W, ZHANG G Z, et l.Effect of con-vergent-divergent flow on thermal and crystallization prop-erties of PP/MWCNTs nanocomposites[J].Polymer En-gineering and Science,2015,132(31):42330-42338.
[11]LIU H Y,LUO Y,ZHANG G Z,et al.Modeling of pressure-induced melt removal melting in vane extruder for polymer processing[J].Advances in Polymer Technology,2014,33(S1):21452-21462.
[12]楊智韜,徐文華,殷小春,等.基于拉伸流變的葉片塑化擠出PP/納米CaCO3復合材料的結構和性能[J].中國科技論文,2016,11(4):395-399.
[13]何繼敏,薛平,何亞東,等.超高分子量聚乙烯單螺桿擠出的輸送機理研究[J].高分子材料科學與工程,2001,17(1):72-74.
[14]付世創,莊鵬程,張凌.石墨烯/PVC材料抗靜電材料的開發[J].聚氯乙烯,2018,46(6):15-17.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





